Сварочный полуавтомат под управлением мк
Данное устройство было разработано для замены блока управления (БУ) в сварочном полуавтомате (ПА) устаревшего и плохо работающего старого БУ.
Устройство успешно эксплуатируется в ПА моего хорошего знакомого уже около года. БУ показал превосходную надежность, отсутствие сбоев в работе, а также в целом устройство стало лучше работать.
Возможности блока:
- регулировка подачи проволоки
- регулировка задержки подачи проволоки
- триггерный режим работы
- импульсный режим*
- программирование диапазонов скоростей
- сенсорное управление, на основе емкостных датчиков
- высокая надежность и влаго/пыле защищенность управления
- современная схемотехника
- низкая цена
* - возможность работы только в полной версии.
На данный момент версия прошивки 2.2SMD. Данная прошивка управляет только подачей проволоки, регулировка сварочного напряжения (тока) вырезана, так как эта версия специально для аппаратов, имеющих регулировку при помощи галетного переключателя.
Меню устройства:
При нажатии кнопки меню – мы циклически перемещаемся по меню. В полной версии, при удержании кнопки меню – активируется триггерный , импульсный или стандартный режимы.
Импульсный режим – работа ПА в режиме точечной сварки (некий прототип точечной сварки) .
Пауза между импульсами и сваркой регулируется в меню в d и S где:
d – пауза между импульсами
S – сам импульс
шаг в одно значение имеет , приблизительно: 60мс. Что дает возможность, точно выставить желаемое значение.
Регулируется от 1 до 99.
1 меню – “P” регулировка подачи проволоки. Диапазон скоростей подачи проволоки зависит от параметров настроек в меню L и H где:
L – нижний предел регулировки подачи
H – верхний предел регулировки подачи
При кратковременном нажатии на кнопки + или – происходит инкремент/декремент значения скорости подачи проволоки, при удержании + или – происходит быстрый инкремент/декремент значения.
Внимание! Это касается каждого параметра в меню, в дальнейшем расписывать не буду.
2 меню – “t” задержка включения подачи , после нажатия пусковой кнопки на рукаве и срабатывания клапана газа. Значение можно задать в диапазоне: от 2 до 99.
3 и 4 меню – “L” и “H”собственно настройка диапазонов подачи проволоки. Все настройки сохраняются в энергонезависимую память EEprom , и восстанавливаются при следующем включении устройства.
В следующей версии планирую ввести еще одну полезную функцию, это:
возможность регулировки как переменным резистором так и кнопками, с возможностью настройки в меню.
Итак, добавляю графическое представление меню. Их всего два вида:
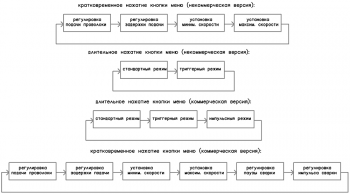
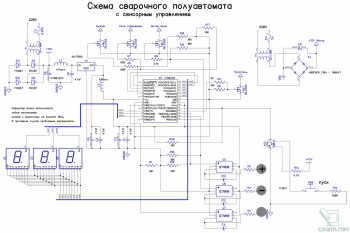
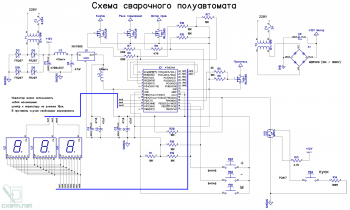
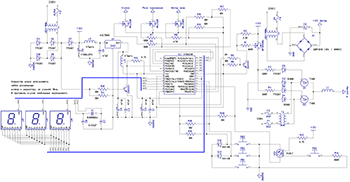
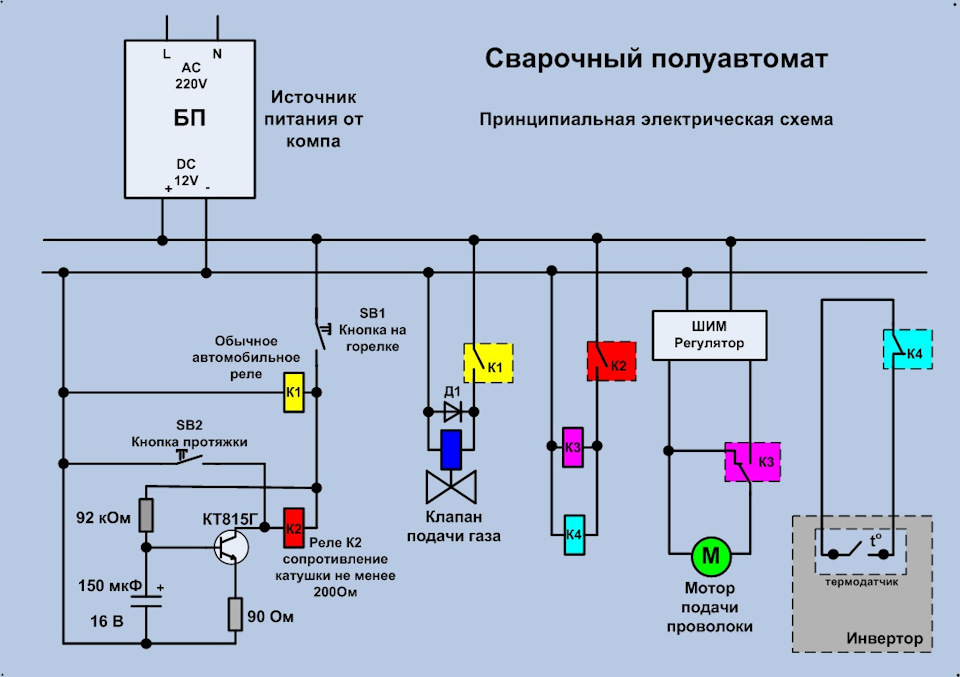
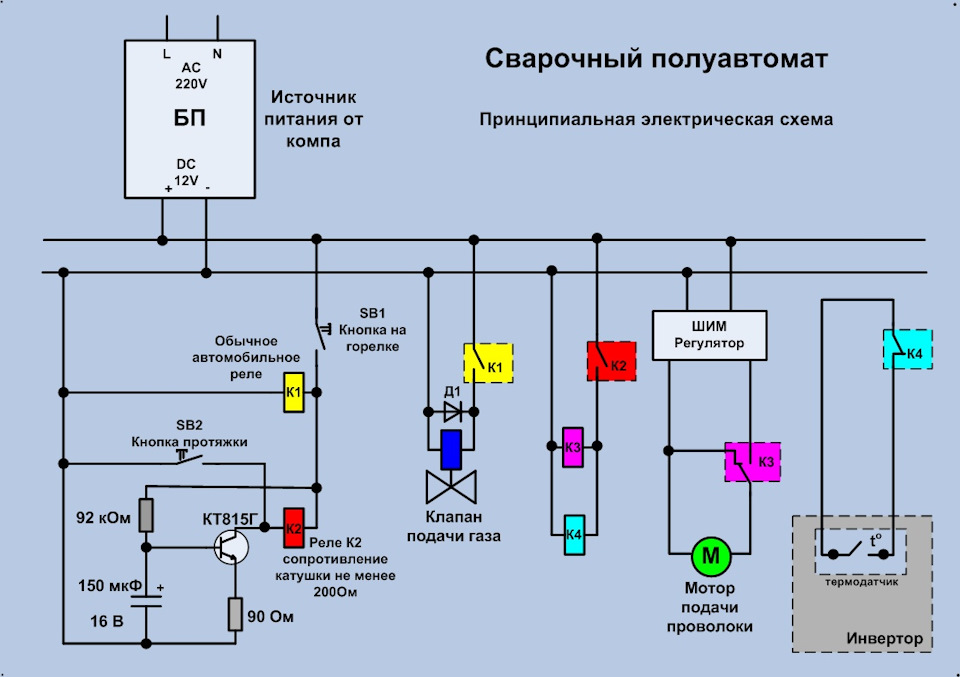
Схема устройства:
Привожу несколько принципиальных схем, чтоб человек мог сделать не используя сенсорные датчики.
Вариант №1 (сенсоры) :
Вариант №2 (тактовые кнопки) :
Краткая информация по компонентам:
Сенсоры можно не использовать, можно включить обычные тактовые кнопки, между +5V и входом МК, только, обязательно не забыть включить, подтягивающие резисторы на: 4.7-10К
со входа МК на общий.
Резисторы сенсоров: 1-2.2к конденсаторы сенсоров: 10нФ
Информация по программированию МК:
Печатная плата сенсорного узла клеится на стекло клеем с низкой проводимостью. Стекло, без тонировки (в тонировке могут быть частицы металлизации). Чувствительность сенсоров корректируется конденсатором между 3 и 4 ножкой и лежит в диапазоне от 1 до 10 мм. Я всегда стараюсь придерживаться 3-6 мм.
Тип индикатора программируется точно также как и в версии с регулятором напряжения.
Надеюсь, устройство станет для Вас полезным.
Сварочный полуавтомат под управлением МК
Данный проект был испытан на "железе" умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
В главном меню регулируется ток. Во втором меню регулируется скорость проволоки. В третьем: задержка между включением клапана и подачей проволоки. При неактивности в меню 2 и 3, происходит авто возврат в главное меню через примерно 3-5сек. При удержании кнопок +/- происходит быстрое изменение параметра, что очень удобно.
Частота ШИМ двигателя выбрал довольно высокую примерно 2500 Гц , чтобы не было рывков проволоки. Сварочный ток регулируется фазоимпульсным методом.
Использование данной автоматики моему товарищу понравилось из-за высокой плавности регулировки и удобности использования.
Фьюзы необходимо выставить на частоту 8 МГц в интернете можно найти "генераторы фьюзов" для AVR, желательно использовать внешний кварц и супервизор питания!
Индикатор применяется на три разряда, хоть с общим катодом, хоть с общим анодом.
При включении устройства, когда движутся полоски, нужно зажать до появления корректного изображения либо кнопку +, чтобы использовать общий катод, либо кнопку меню, чтобы использовать общий анод. По умолчанию используется общий анод. При следующем включении не нужно будет программировать конфигурацию индикации, так как данные сохраняются в еепром.

Появились коммерческие версии прошивок:
1) Улучшен алгоритм работы. Исправлены некоторые ошибки.
2) Расширены возможности. Добавлен триггерный и импульсный режим работы.
3) Несколько версий прошивок (с регулятором тока и без регулятора).
Новая версия прошивки (19.04.2013)
Были устранены следующие недостатки, а также добавлены следующие возможности:
- регулировка тока сбалансирована во всем диапазоне.
- введена настройка диапазона регулировки подачи проволоки.
- добавлен специальный алгоритм исключения ошибки настройки минимального значения и максимального значения для скорости проволоки.
- улучшен алгоритм регулятора тока.
- улучшена индикация сохранения данных в еепром.
- исправлен вывод данных на индикатор.
Новая версия прошивки (12.09.2013):
+ Исправлены всплески регулировки
+ Улучшен алгоритм регулятора
+ А также мелкие улучшения
+ ПА+Сварка (можно использовать как обычную электродуговую сварку)
- Ограниченная версия, настройки не сохраняются
- Полную версию можно получить с прошитым МК
Ниже вы можете скачать исходник, прошивку (от 19.04.2013) и печатную плату в формате LAY
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
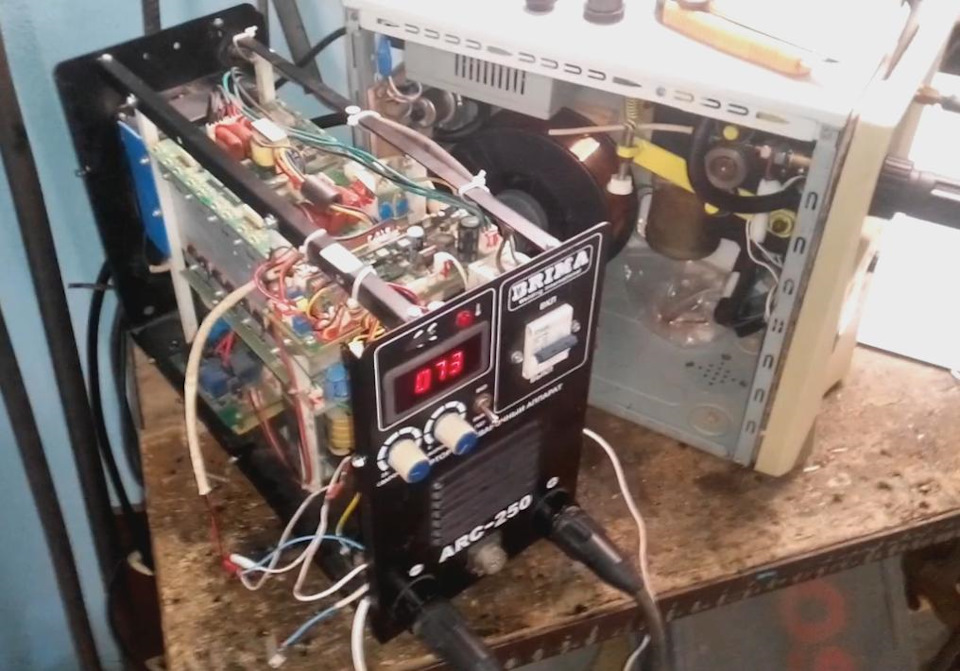
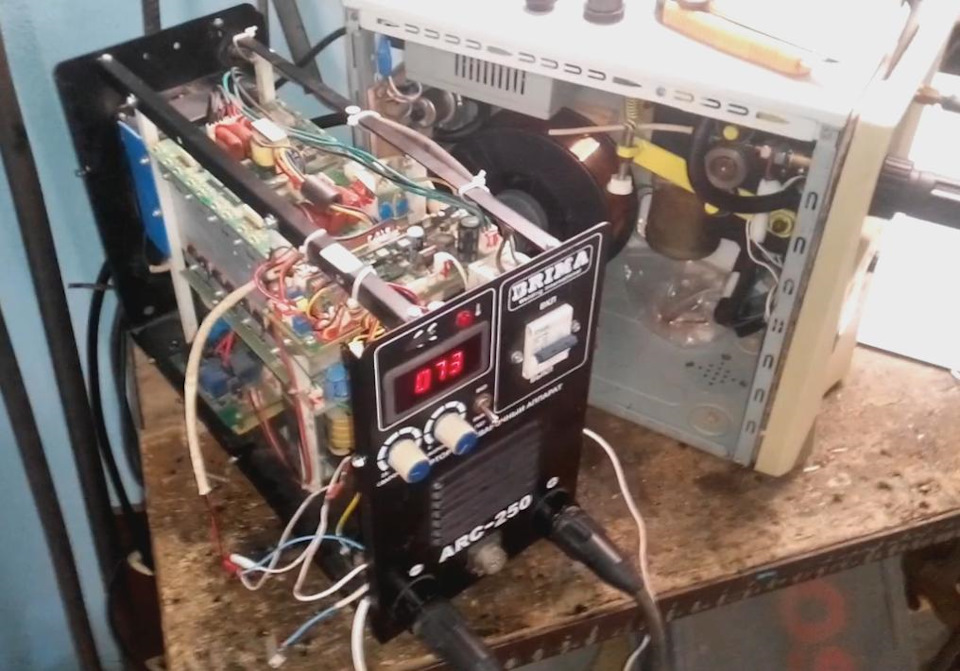
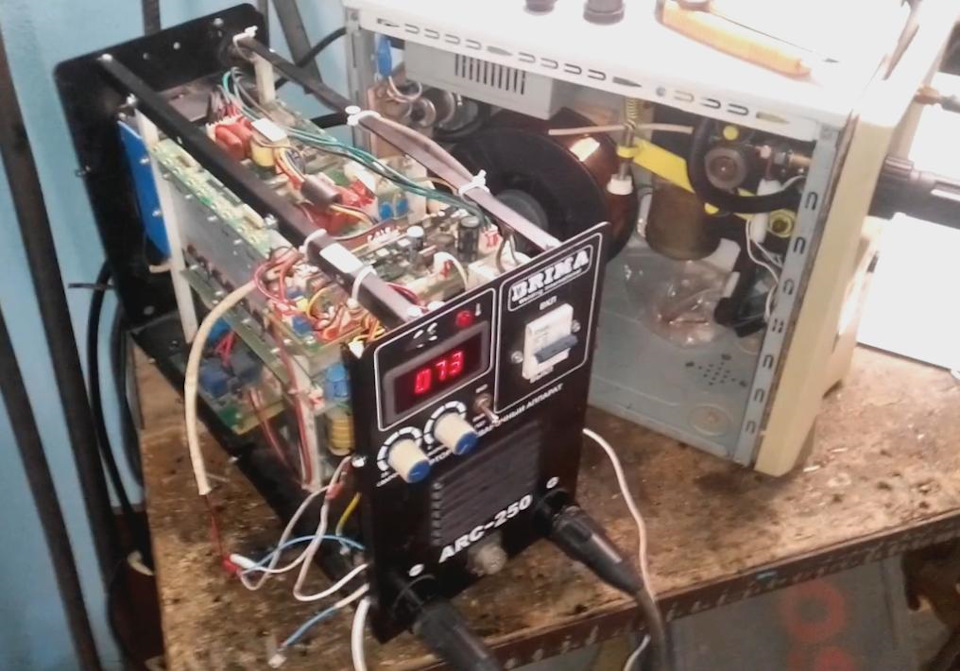
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

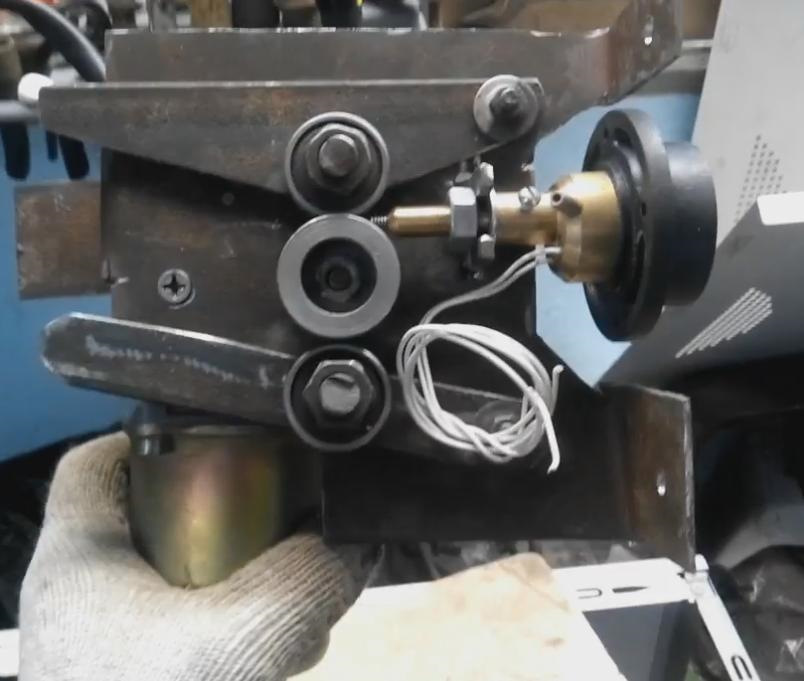
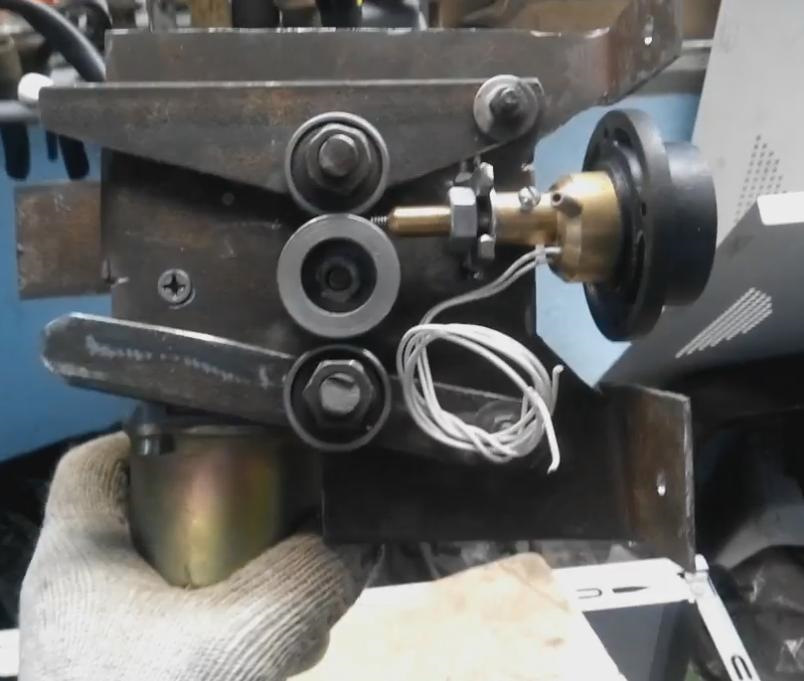
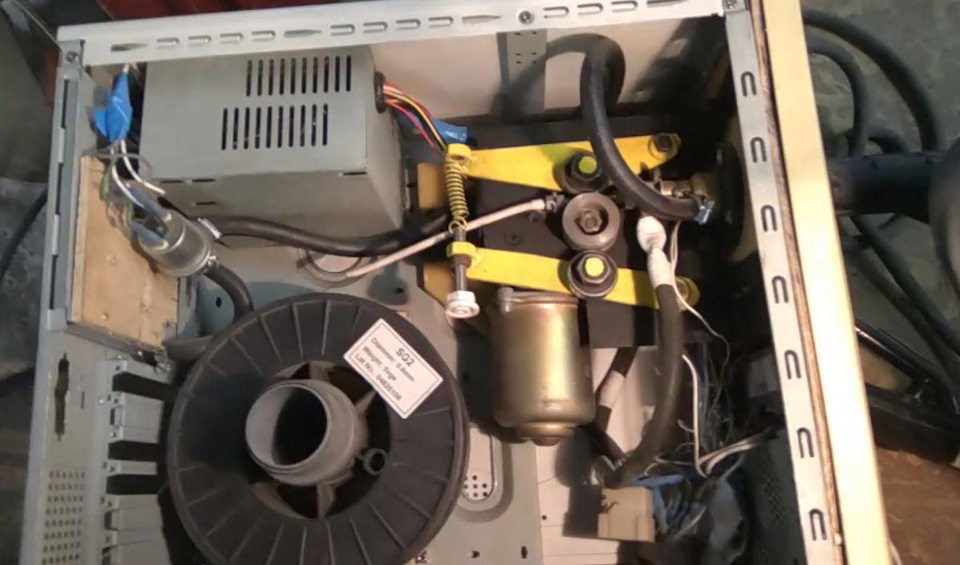
2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
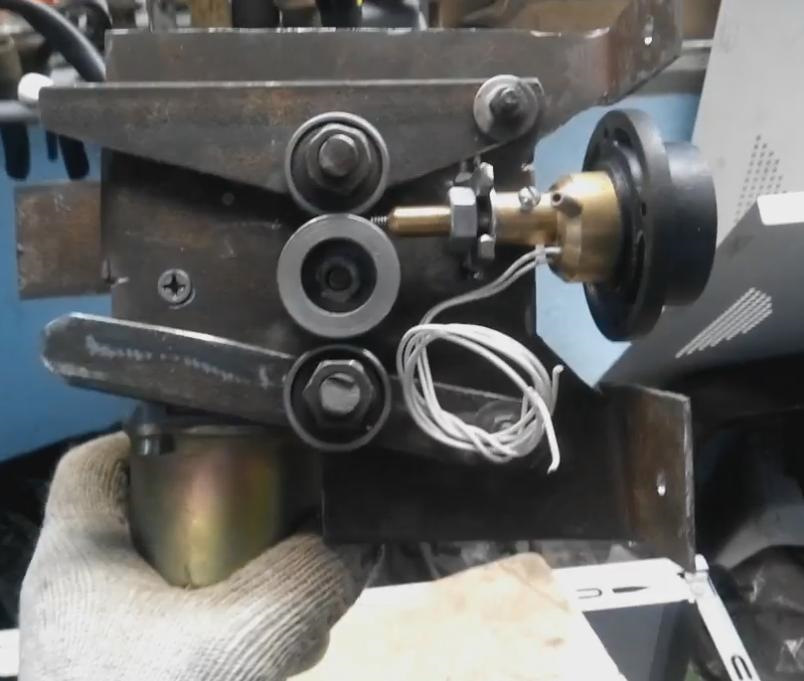
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

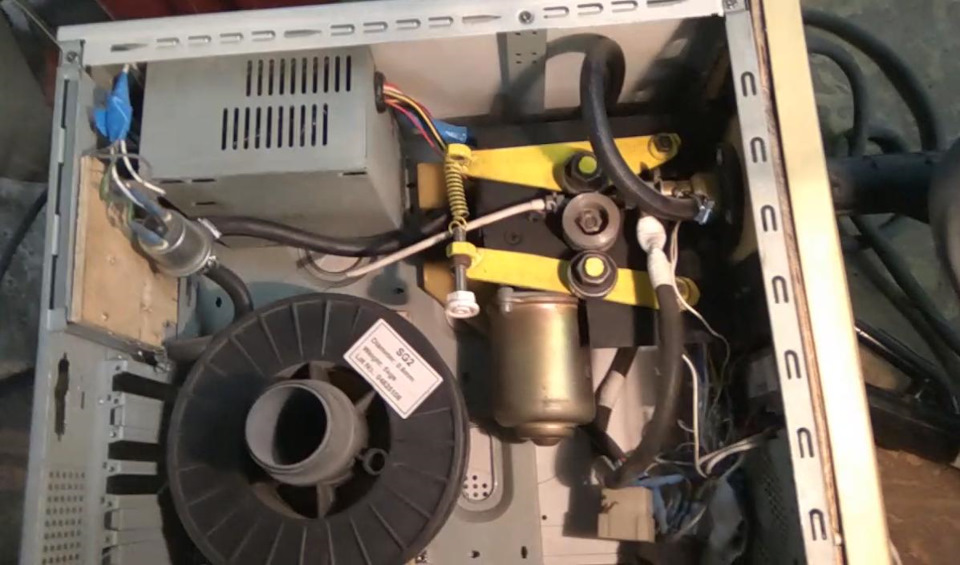
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
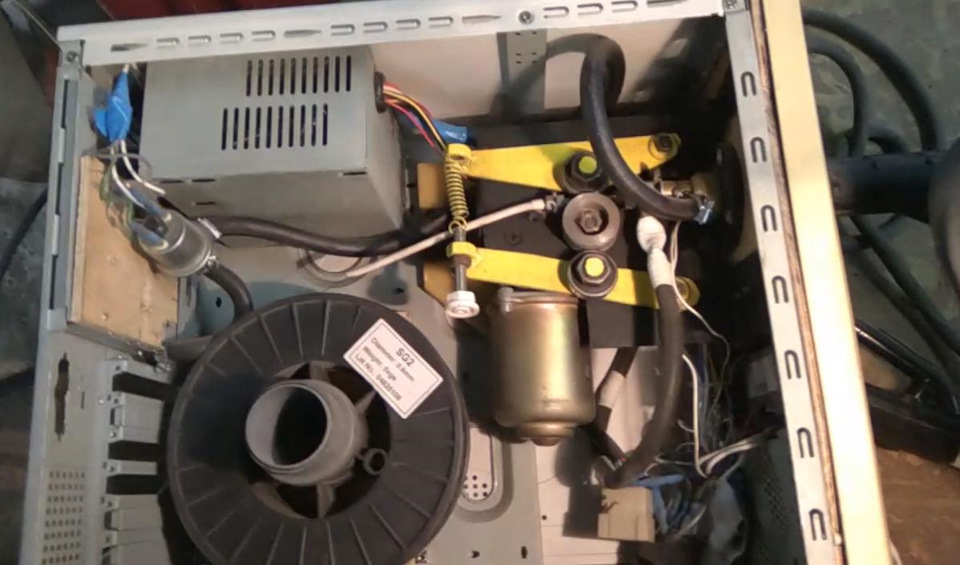


получилось довольно аккуратно)))
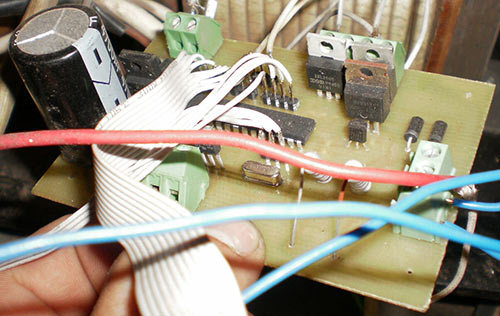
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.
Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Более подробно посмотреть как сделать полуавтомат своими руками можно в моём канале.





Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:




Cварочный полуавтомат Своими руками










Читайте также: