Сварочный полуавтомат что это такое
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Сварочный полуавтомат: устройство и принцип работы
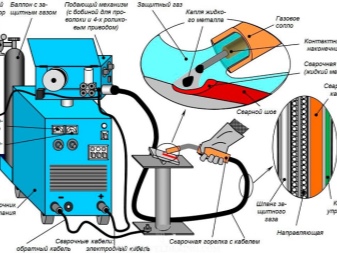
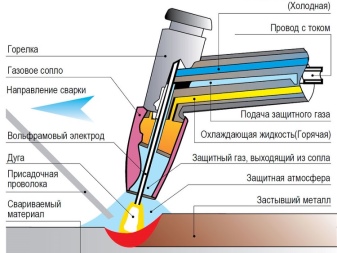
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Как выбрать и использовать полуавтоматический сварочный аппарат?
Многофункциональный сварочный аппарат — мечта многих домашних сварщиков. Чтобы можно было и газовый баллон подключить, и электродами варить и чтобы при этом качество швов было достойным. Не все домашние умельцы знают о существовании полуавтоматов, которые при грамотном выборе смогут стать тем самым многофункциональным помощником в быту.
В этой статье мы подробно расскажем, что такое полуавтомат, какие бывают полуавтоматические сварочные аппараты и как правильно выбрать их для своих нужд. После прочтения у вас не возникнет вопрос: «Какой сварочный полуавтомат выбрать для ремонта автомобиля, для дома и дачи ?».
Общая информация о полуавтомате
Полуавтоматический сварочный аппарат — это одна из самых популярных разновидностей сварочного оборудования. При сварке полуавтоматом используется не штучный электрод с покрытием, а присадочная проволока. Она подается в зону сварки в полуавтоматическом режиме с помощью специального приспособления. Отсюда и название — полуавтомат. Режим считается полуавтоматическим, поскольку сварщик сам задает скорость подачи проволоки, а остальные процессы производит подающий механизм.

Справедливости ради, полуавтомат можно использовать и без подающего механизма. Вместо этого можно подавать проволоку вручную в зону сварки. В таком случае полуавтомат останется полуавтоматом, поменяется лишь способ подачи присадочного материала. Однако, мало кто подает проволоку руками, поскольку это не очень удобно и сводит на нет многие преимущества полуавтомата, за которые его и приобретают.
Типы полуавтоматов
Существует разные типы полуавтоматов, предназначенных для выполнения различных сварочных работ. Разделяют три основных типа полуавтоматической сварки:
- Полуавтоматическая сварка с применением проволоки и флюса.
- Cварка с применением проволоки и газа.
- Полуавтоматическая сварка с применением порошковой проволоки.
Также существуют полуавтоматы, способные выполнять не только полуавтоматическую сварку, но и классическую ручную дуговую сварку покрытым электродом. Такие аппараты наиболее универсальны и многофункциональны.
Добавим пару слов о сварке порошковой проволокой, поскольку немногие знают, что это за технология. Порошковая проволока представляет собой полую трубочку, внутри которой находится флюс. При плавлении проволоки флюс высвобождается и начинает играть защитную функцию, препятствуя окислению металла.
Мы не рекомендуем использовать эту сварку на постоянной основе. Порошковая проволока стоит существенно дороже баллона с газом, сыпучего флюса и присадочной проволоки, и к тому же не обеспечивает достойного качества швов. Применение порошковой проволоки целесообразно только при сварке в очень труднодоступных местах, куда не удастся транспортировать газовый баллон.
Достоинства и недостатки полуавтомата
У полуавтомата, как и любого другого типа сварочного оборудования, есть свои плюсы и минусы. Давайте рассмотрим их подробнее.
Основное достоинство полуавтомата — хорошее качество сварных швов даже у новичка. Дуга поджигается без проблем, ее легко вести и поддерживать стабильное горение. Швы формируются без особых усилий, получаются ровными и аккуратными.

Еще один плюс — высокая производительность труда. Полуавтоматическая сварка хоть и несколько сложнее ручной дуговой сварки электродом, но при этом остается достаточно производительной. По этой причине ее активно используют не только домашние мастера, но и профессионалы на производстве или в ремонтной мастерской.
Также полуавтомат можно использовать для сварки металлов, вызывающих некоторые трудности во время работ. Например, алюминия. Как известно, на поверхности этого металла есть тугоплавкая окисная пленка, которая существенно усложняет сварку. Применение полуавтомата упрощает работу с алюминием. Также вы сможете варить очень тонкие детали, не боясь их прожечь.
Полуавтоматы — очень технологичные устройства, поэтому производители снабжают их большим количеством настроек. Это существенно увеличивает возможности сварщика. Но, несмотря на свою технологичность, полуавтоматы все еще просты в применении. Не нужно обладать особой квалификацией, чтобы применять полуавтомат в работе.
Теперь о недостатках. Мы нашли всего два минуса. Первый — необходимость покупки дополнительных комплектующих и расходных материалов, что может оказаться вам не по карману. Присадочная проволока, газовые баллоны, шланги, горелки и прочие мелочи придется покупать постоянно. Подумайте, сможете ли вы обеспечить все необходимое ля выполнения работ.

Второй минус — это трудности с транспортировкой. Сами полуавтоматы весят не очень много, при необходимости их можно перенести в нужное место. А вот все сопутствующие комплектующие только добавляют проблем. Особенно, если вы варите с применением газа. По этой причине большинство полуавтоматов установлены на специальную тележку, чтобы на нее можно было дополнительно поставить баллон, повесить сварочные кабели и прочие комплектующие.
Как использовать полуавтомат
Применение полуавтомата напрямую зависит от выбранной вами технологии сварки. Если вы варите в среде газа, то применение будет одним. А если варите порошковой проволокой, то совсем других. Здесь мы расскажем об основных нюансах применения, которые присущи всем полуавтоматам.
Чтобы добиться качественных швов, полуавтомат сварочный необходимо правильно настроить или выбрать режим сварки. Начните с выбора силы сварочного тока. Ее следует подбирать исходя из параметров свариваемой детали. Многие производители в инструкции к полуавтомату указывают специальную таблицу соотношения толщины металла и силы тока. Воспользуйтесь ею, если вы новичок.
Также учитывайте, что полуавтоматы не способны сформировать качественное соединение при крайне низком значении силы тока. Если вы боитесь прожогов, то можете установить минимальную силу тока и начать сварку, постепенно поворачивая регулятор и повышая значение до необходимого уровня. Не забывайте о напряжении, его также необходимо настроить.
Теперь про проволочные присадочные материалы. Катушку с проволокой необходимо поместить в подающий блок полуавтомата. Если ваш полуавтомат не снабжен этим блоком, вы можете приобрести его отдельно и подключить к аппарату. К полуавтомату прилагаются сменные шестерни, с помощью которых регулируется скорость подачи проволоки. Подбирая скорость, учитывайте свои навыки сварки. Если вы только-только изучили азы сварки, то не выставляйте слишком быструю скорость подачи, иначе не сможете сформировать шов.
Дальнейшие действия зависят от выбранной вами технологии сварки и должны рассматриваться по отдельности. В рамках этой статьи мы не сможем раскрыть все нюансы каждого типа сварки с применением полуавтомата. Поэтому рекомендуем ознакомиться с остальными статьями на нашем сайте.
Всегда проверяйте правильность выбранного вами режима сварки на ненужной детали или заготовке. Так вы сможете избежать множества ошибок и подкорректировать некоторые настройки при необходимости.
Как выбрать полуавтомат
Как выбрать сварочный полуавтомат, чтобы не переплатить и при этом получить достаточный функционал? Прежде всего, обратите внимание на класс полуавтомата. Он может быть бытовым, полупрофессиональным и профессиональным. Зачастую производитель сам определяет ту или иную модель к одному классу, указывая то на упаковке или в документации. В крайнем случае, вы можете спросить у продавца, к какому классу относится приглянувшийся вам аппарат.
Также вы можете самостоятельно определить, к какому сегменту стоит отнести ваш аппарат полуавтомат. Обратите внимание на силу сварочного тока. Бытовой сварочный аппарат редко способен выдать более 200 Ампер. Полупрофессиональные модели рассчитаны на силу тока до 300 Ампер. А профессиональный полуавтомат обеспечит силу тока от 300 Ампер и выше.

Как определить, какой класс вам подходит? Подумайте, какие работы вы собираетесь выполнять. Если это несложные ремонт или самоделки на даче, то бытового полуавтомата вам хватит с головой. Полупрофессиональные модели понадобятся тем, кто регулярно выполняет работы средней сложности. Например, ремонтирует кузова автомобилей. А профессиональный полуавтомат предназначен для ежедневного продолжительного труда в самых непростых условиях.
Также выбор сварочного полуавтомата стоит производить исходя из своих финансовых возможностей. Не стоит покупать самый бюджетный полуавтомат, поскольку он вряд ли принесет вам удовлетворение в работе. Если вы хотите купить качественный аппарат, но не готовы платить много, то присмотритесь к б/у моделям. Их активно продают на досках объявлений в интернете.
Если для вас важна гарантия и возможность бесплатного ремонта у специалиста, то однозначно приобретайте новый аппарат от известного производителя.
Полуавтомат для дома
Ниже мы расскажем вам о трех хороших моделях полуавтоматов для дома. Они все стоят в пределах 300$ и подойдут для бытовой сварки или для обучения.
Elitech ИС 220П
Цена: ≈21 000 рублей
Elitech ИС 220П — хороший сварочный полуавтомат для дома и дачи. Он отлично работает даже при очень нестабильном напряжении или при его просадке до 160В, что крайне удобно. Вдобавок к этому, аппарат потребляет не очень много электроэнергии, так что вам не придется беспокоиться о счетах за электричество.
Максимально доступная сила сварочного тока — 180 Ампер. Параметр включения составляет до 80%, так что ваш рабочий цикл будет длиться долго. Аппарат оснащен продуманной системой охлаждения и не будет перегреваться при нормальном режиме работ. Производитель продумал расположение всех регуляторов и их размер, так что настраивать аппарат очень удобно в любом положении.

Elitech —китайский производитель. Но это не значит, что продукция некачественная. Проверьте сами: прочтите десятки отзывов на различных форумах о сварочных аппаратах Elitech. Они в массе своей положительные и подкреплены не только похвалой, а еще и практическим опытом.
Поэтому не беспокойтесь о стране происхождения этого аппарата. На самом деле, большинство именитых брендов (в том числе отечественных) производят свои аппараты в Китае, выдавая их за европейский продукт. Elitech хотя бы не скрывают своего истинного происхождения. Модель Elitech ИС 220П — это недорогой сварочный полуавтомат, который понравится как новичку, так и практикующему.
Ресанта САИПА-200
Цена: ≈24 000 рублей
Ресанта САИПА-200 — универсальный помощник для домашнего мастера. Это один самых часто продаваемых полуавтоматов в России из класса бытовых. Максимальная сила тока — 200 Ампер, а параметр включения составляет до 70%.

Это не самый бюджетный полуавтомат для сварки и мы считаем его цену несколько завышенной. Но покупая полуавтомат от Ресанты, вы получаете гарантию от производителя. В случае возникновения проблем можно обратиться в официальный сервисный центр, где сертифицированные специалисты продиагностируют и починят ваш полуавтомат. Сервисных центров очень много по всей стране, так что необязательно жить в Москве, чтобы пользоваться всеми привилегиями гарантии.
Отдельно обратив ваше внимание на некоторые проблемы со сборкой и надежностью, которые возникают в последние годы со всей продукцией Ресанта. Не каждый их сварочный аппарат обязательно собран плохо, но негативных отзывов много. Обязательно осмотрите полуавтомат перед покупкой, убедитесь, что он не контрафактный. Приобретайте продукцию только у официальных дилеров, которые могут предоставить сертификаты качества.
Foxweld Invermig 160 Combi
Цена: ≈25 000 рублей
Последний сварочный полуавтомат для дома в нашем списке. У бренда Foxweld в принципе много неплохих полуавтоматов по доступной цене. Мы выбрали эту модель, поскольку она самая оптимальная по соотношению цены и качества, если вам нужен аппарат для дачи или гаража.

Максимальная сила тока составляет 160А, а параметр включения не превышает 60%. Это довольно скромные показатели относительно других полуавтоматов в этом списке, но для нечастых дачных работ этого достаточно.
Foxweld Invermig 160 Combi — тоже не самый бюджетный сварочный полуавтомат. Но он снабжен очень удобным блоком управления. При этом данный инвертор очень экономичен, потребляет мало энергии, что важно загородом. Он без проблем работает при нестабильном напряжении и обеспечивает достойное качество шва. Сборка тоже неплохая.
Ассортимент сварочных полуавтоматов широк, поэтому порой непросто подобрать модель под себя. Не стоит искать самый лучший сварочный полуавтомат или просто покупать самый дешевый вариант. Оба этих подхода не верны. К тому же, лучшие сварочные полуавтоматы стоят крайне дорого, и покупка такого агрегата будет нецелесообразна для сварки дома.
Ориентируйтесь на свои задачи и возможности. Описанные нами выше модели хорошо подойдут и для ремонта в гараже, и для сварки забора, и для самоделок. Если вам нужно больше возможностей, то придется доплатить и взять аппарат помощнее. А что вы думаете по этому поводу? Делитесь своим опытом в комментариях. Желаем удачи в работе!
Пояснения для начинающих, как работает полуавтоматическая сварка

Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях. В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический. Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.
Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.

Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва; , при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.

Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Все о сварке MIG/MAG
В профессиональной среде сварщиков нередко можно услышать про так называемую сварку MIG/MAG. Однако для новичков это наименование ни о чем не говорит. Потому нужно разобраться в особенностях такой обработки, в нюансах технологии, в характеристиках расходных материалов и областях использования.

Что это такое?
Сразу стоит сказать, что сварка MIG/MAG в полуавтоматическом режиме вполне доступна любому начинающему сварщику. А когда за дело берется профессионал, он может сварить подобным образом практически все металлы. Не имеют существенного значения (за редким исключением) даже толщина и сложность конфигурации изделий. Если же говорить о технической сути процесса, то термин MIG означает расплавление металла в окружении защищающего газа. Это позволяет исключить практически все нежелательные реакции внутри расплава.
Для работы могут применять аргон, гелий, реже другие химически стабильные (вообще или в определенных условиях) газы. Методом MIG можно сваривать:
- сталь большинства марок;
- магний;
- чистый и содержащийся в сплавах алюминий;
- титан;
- соединения никеля.
Вместо плавкого электрода используют алюминиевую, стальную или другую проволоку. Она предварительно наматывается на барабан и перемещается затем автоматически. Темп поступления проволоки определяется ее сечением, напряжением и силой тока. Все, что требуется от самого сварщика, – это заведение горелки в сварную зону и нажатие рукояти. При зажигании дуги мотор начинает подачу проволочной присадки.
Отличия сварочного процесса по технологии MAG довольно существенны. При этом типе манипуляций применяют не инертный, а углекислый газ. С его помощью неплохо обрабатывают сталь. Другие материалы варить таким способом не слишком рационально.
Однако дешевизна углекислоты, по сравнению с тем же аргоном, тем более гелием, вполне притягательна.
Такое решение, как MIG/MAG, соответственно, ориентировано на эффективную работу и с инертными газами, и с углекислотой. Можно будет использовать изменение тока в широких пределах. Доступна для работы будет и сварочная проволока любого произвольного диаметра, что расширяет возможности пользователей. В большинстве случаев применяют проволоку от 0,5 до 4 мм, ориентируясь на толщину свариваемого материала и его свойства.
Сварка полуавтоматом в среде инертного газа:
- гарантирует большую производительность, чем использование штучных электродов;
- позволяет тратить меньше времени на зачистку швов;
- совершенно исключает засорение обрабатываемого участка кислородом.


Расходные материалы
Проволоку выбирают сообразно специфике применяемых материалов. Мнение, будто она отличается лишь по цвету, ошибочно. Главным отличием является неодинаковая толщина. Критерий выбора очень прост: чем толще металл, тем больше должна быть и проволока. Но необходимо учитывать общие возможности полуавтоматов. Одни модификации конструируют с расчетом на проволоку сечением 0,6—0,8 мм. У других устройств верхняя планка диаметра составляет 1 мм. Вставка горелки с чрезмерно большим размером невозможна. И даже просто силы тока не хватает. Наконец, внимание придется уделять и составу проволоки; если он неизвестен, использовать расходный материал нельзя.
Проволока сплошного сечения формируется из меди, стали, алюминия. В некоторых случаях применяют сплавы таких металлов. Омедненное изделие применяют для стали без легирующих добавок или с минимальным их количеством.
Такая проволока стабильно горит и почти не разбрызгивается. Обеспечивается эффективная защита шва от абразивного воздействия и коррозионных процессов.
Алюминиевую проволоку применяют, чтобы варить цветные металлы и их сплавы. Подобное решение отлично подходит для сваривания изделий, контактирующих с пищевыми жидкостями и соленой водой. Порошковая проволока содержит от 15 до 40% порошка, находящегося во внутренней полости. Роль такой добавки та же самая, что и у обмазки электродов: повышение стабильности дуги, прикрытие от кислорода и легирование швов.
Отдельно стоит сказать про активированную проволоку, которая включает от 5 до 7% добавок. В состав активированной проволоки добавляют соли и окислы различных металлов. Дополнительно применяются компоненты, вырабатывающие шлаки. Благодаря этому шов становится аккуратнее, а металл разбрызгивается меньше. Подобные прутки очень прочны, они практически никогда не ломаются. Их используют, чтобы варить металл в углекислотной среде.
Подбирая проволоку для сварки, нужно учитывать:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).


В дополнение к сварочному пистолету обязательно понадобятся контактные наконечники. Их фиксируют на горелку, чтобы подавать проволоку напрямую к месту обработки металла. Подбор таких деталей определяется присадочным материалом и наружным сечением используемых прутков. Внимание придется уделить также держателям наконечников. Без них крайне тяжело крепить токосъемные элементы.
В какой-то мере расходным материалом можно считать экипировку. Тем, кто не может постоянно снимать и надавать традиционную сварочную маску, лучше выбирать тип «Хамелеон». Благодаря особому автоматически регулирующемуся фильтру возможно переключение от сварочного в шлифующий (с хорошим обзором) режим и обратно. Фильтрующий элемент реагирует на возникновение сварочной дуги за считаные миллисекунды. Полезно также приобрести стойкие к сильному нагреву краги.


Оборудование
Важную роль играет и сварочная горелка. Именно через нее подают изолирующий поверхность газ и проволоку. Для координации процесса можно применять кнопку. Часто пистолет входит в базовый комплект сварочного полуавтомата. Покупая сварочную горелку, надо учитывать интенсивность ее применения. Стоимость таких изделий может варьироваться.
Внимание при выборе уделяют:
- подходящему сечению проволоки;
- допустимой силе тока;
- варианту охлаждения (чаще всего встречается отвод тепла воздухом, а водяные аппараты подойдут для интенсивной работы);
- исполнению разъема (европейский или «байонет»);
- величине шлейфа.
Создание четкого потока газов обеспечивают сменяемые сопла. При помощи узкого сопла можно отлично варить металл в труднодоступных точках. Широкие изделия универсальнее и пригодны для большинства видов работ. Что касается «гусаков» либо «шеек», то это неофициальные названия мундштуков. Такие удлинители помогают комфортнее держать пистолет, избегая его чрезмерного наклона.
Стоит также обратить внимание на ролики подачи проволоки. Они используются во встроенных и выносных решениях одинаково эффективно. При значительной интенсивности сварочных работ ролики постепенно изнашиваются. Материал будет проскальзывать, потому неизбежны будут рывки, замедления.
При смене диаметра проволоки требуется менять силу прижатия подающих роликов.


Области применения
Наращивание производительности, по сравнению с традиционными методами сварки, позволяет выполнить работу эффективнее. Технология MIG/MAG подходит для сваривания пластин небольшой толщины. Требуется только максимально аккуратно сокращать удельное тепловложение. В процессе наплавки каналов внутри толстых заголовок такой способ сварки позволяет обеспечить превосходную производительность. Метод MIG/MAG отлично подойдет также для сваривания:
- низкоуглеродистых марок стали;
- легированных и особо легированных сталей;
- алюминия и сплавов на его основе;
- ряда иных металлов, сплавов.
Сварка может быть исполнена в любом пространственном помещении. Подобные свойства позволяют использовать методику в крупносерийном производстве и на мелких производственных объектах.
Аппараты MIG/MAG широко востребованы в:
- автомобильной отрасли;
- судостроении;
- вагоностроении;
- строительной отрасли.
Трудности создает и чувствительность газовой защиты к дуновениям воздуха — порой из-за их чрезмерной силы не помогает даже чрезвычайный рост расхода газа.



Технология процесса
Методология MIG/MAG была разработана в 1950-х годах. Ее характерные недостатки оказываются в значительной степени устранены при работе в оборудованном цеху. Стоит учесть, что правильное название этой методики — GMAW, что расшифровывается как сварка электрической дугой в атмосфере изолирующего газа. Темп подачи проволоки определяется заблаговременно. Точно так же заранее придется настроить напряжение и интенсивность подкачки газа.
Большое значение имеет правильная очистка металла, который предстоит варить. Концевую часть проволоки следует выводить на некоторое расстояние вперед. При чрезмерно длинном выводе проволоки эффективность газовой защиты падает. От вида применяемого газа будет зависеть:
- темп плавления;
- глубина воздействия дуги;
- интенсивность формирования брызг;
- геометрия сварного шва;
- его механическая характеристика.


Углекислота может применяться как в чистом виде, так и вместе с аргоном. Двуокись углерода гарантирует быстрое плавление и повышает проницаемость дуги в металл. Шов получит расширенный, выпуклый профиль. В чистой углекислоте переплетение сил, влияющих на капли металлического расплава, очень сложно. Поскольку они не сбалансированы, существенно больше становится брызг и появляется большее количество испарений.
Инертные газы и их смеси востребованы больше при работе с цветными металлами. Темп плавления при использовании аргона будет ниже, а дуга станет проникать меньше в металл. Сократится количество брызг. При применении гелия картина противоположная — в том числе удается сформировать сварочный шов выпуклой формы. Однако неизменно растет сварочное напряжение, хотя дуга не удлиняется; отмечают ее частую нестабильность.


Варить чистым аргоном сталь по этой причине не рекомендуется. Универсальным решением для сварки углеродистых сталей является сочетание ¾ аргона и ¼ углеродной двуокиси. Этот вариант ценится за небольшую массу брызг и минимальную вероятность прожига тонких листов. Принято обозначать такую комбинацию как С25/75. Перед началом работы с металла обязательно требуется вычищать все следы краски и остатки ржавого металла; даже небольшие включения такого рода ухудшат качество и стабильность соединения.
Не менее важно прочищать участок, используемый под зажим для массы. Управление сварочной горелкой возможно и «в одну руку». Однако даже квалифицированные исполнители стараются пользоваться двумя руками. Это упрощает контроль и повышает аккуратность манипуляций. Легче будет добиться качественного шва. Суть — одна рука держит горелку, а другая подпирает основную рабочую руку.


Этот прием упрощает контроль дистанции, отделяющей обрабатываемую поверхность от инструмента, и контроль угла. Легче будет совершать требуемые для создания шва манипуляции. Но нормальные действия обеими руками немыслимы, в свою очередь, без полноформатной маски. Вариантов движений сварочной горелкой очень много. Если толщина металла не превышает 0,2 см, сварка проводится волнисто-зигзагообразными шажками; это позволяет следить за равномерным воздействием дуги на оба листа, сформировать крепкий шов и избежать прожига.
Прямые швы без малейших отклонений в сторону могут использоваться на металле практически любой толщины. Однако правильно выполнить такую работу смогут только опытные сварщики. Если соединяются детали малой толщины (меньше 0,01 см), целесообразно применять проволоку потоньше. Сокращают также ампераж, а саму проволоку начинают подавать медленнее.
Предпочтительна сварка с коротким импульсом, когда делается перерыв не более 1 секунды, — этого достаточно для остужения металла.


Длинные участки варят так, чтобы металл не перегревался и не было температурной деформации. Рекомендуется выполнять работу мелкими частями или даже «точками», делая промежутки. Работают по очереди то с одного, то с другого края. В умелых руках такой подход позволяет выполнить работу полностью, не деформируя конструкции. Темп сварки контролируется самими исполнителями; часто подобрать его как следует удается только после многих проб и ошибок.
Работая слишком быстро, сварщики производят массу брызг металла. В нем может оставаться изолирующий газ. При замедленном движении дуга будет действовать неоправданно глубоко. Набрав опыт, можно будет уже научиться определять необходимые параметры «на глаз». Важно помнить: некоего «универсального», подходящего для всех вообще случаев сварочного угла, просто не существует – его выбирают всегда индивидуально.


В следующем видео вас ждет дополнительная информация о дуговой сварке MIG/MAG и TIG.
Читайте также: