Сварочный автомат принцип работы

Виды сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие

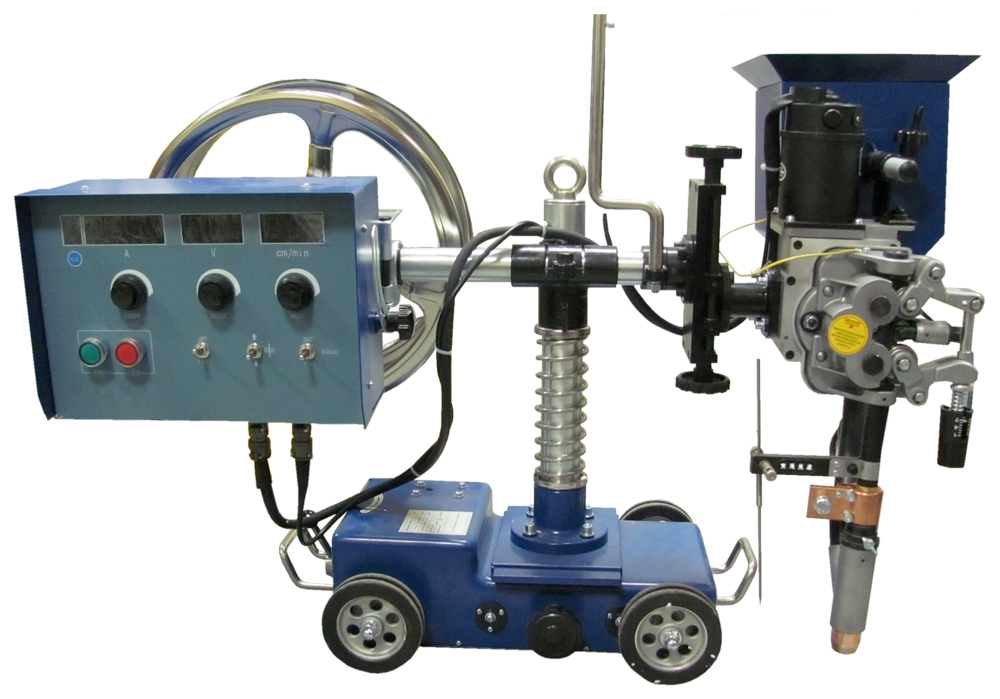
Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.

Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

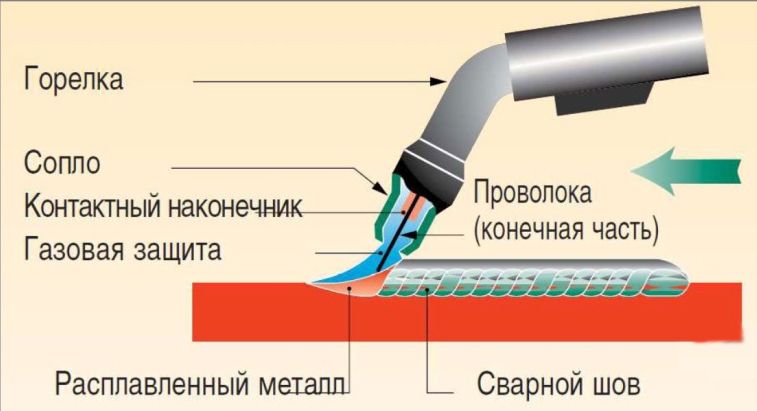
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ

Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Особенности и преимущества автоматической сварки

Автоматическая сварка имеет еще одно название, которое раскрывает ее суть – электродуговая сварка под флюсом.
Это одна из самых популярных технологий соединений металлических деталей в промышленности в течение долгого времени. Причина тому – долговременность сварочных швов и простота исполнения. Флюсовые смеси применяются для лучшего сцепления соединяемых поверхностей.
Лучшая в своем роде
Это автоматический вид сварки с механизированным способом выполнения рабочего процесса. Физический процесс простой и понятный: специальная электрическая дуга плавится под действием высокой температуры.

Чертеж автоматической сварки.
В результате пламя горения направляется на так называемый сварочный объект – проволоку, которая расположена в направлении самого шва. Дуга горит под прикрытием мощного гранулированного одеяла – флюсовой смеси. Благодаря высокой температуре они начинают плавиться в сварной ванне.
Вокруг нее формируется специальная эластичная пленка, которая является отличной защитой металла и электрической дуги от проникновения воздуха, и образования главного врага хорошего шва – оксидной пленки.
После процесса в период остывания флюсовые гранулированные смеси превращается в шлак, который покрывает новый сварочный шов, и который необходимо удалить самым простым образом – механическим.
Если работа полуавтоматического вида, мастеру необходимо принимать довольно активное участие в процессе: держать и направлять присадочную проволоку, которая подается автоматически. Вдобавок нужно следить за поведением электрода: направление его движения и скорость перемещения и угол наклона.
Если же применяются полностью автоматическая сварка, то скорость и направление движения электрода выполняет автомат. Для данного метода нужны ровные свариваемые поверхности и швы углового типа.
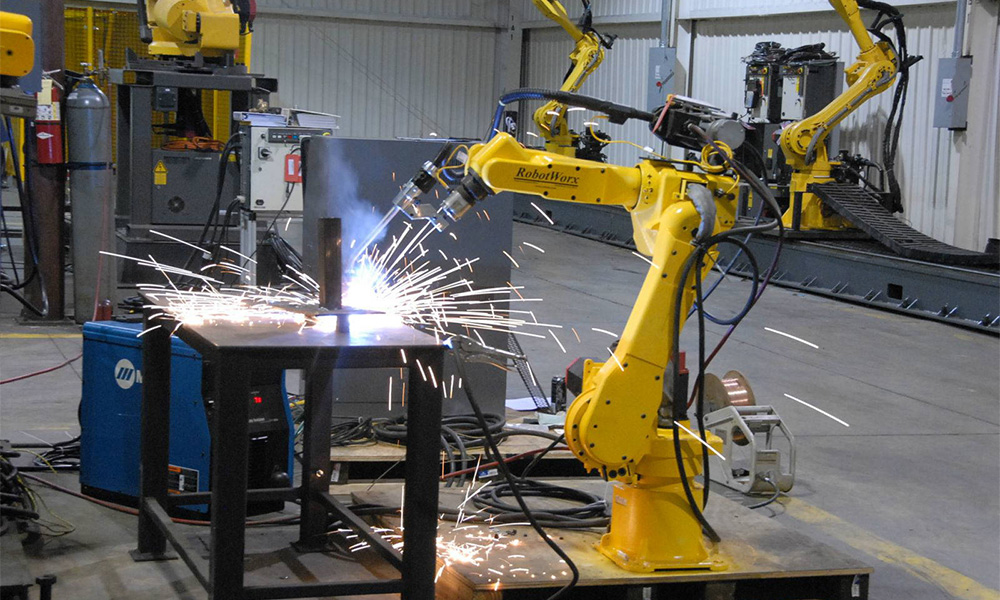
Роботизированный способ дает прекрасные преимущества в работе: прежде всего это касается сварочного соединения, которое на порядок прочнее, чем при ручных способах сварки. Скорость выполнения процесса также намного выше.
В последнее время чрезвычайно популярна тандемная технология работы с металлами, в которой применяются оба метода, которые проводятся параллельно друг к другу в одной и той же свариваемой плоскости заготовки.
Такое сочетание значительно повышает качество шва за счет оптимальной величины сварочной ванны и быстрого поджига электрической дуги.
Чем хороша электродуговая сварка под флюсом
Во-первых, тратится мало флюсовой смеси – иными словами экономятся ресурсы без потери качества шва. Это происходит благодаря эффективной конструкции с отличным сцеплением металлов.
В дополнение играет роль еще один фактор: это аккуратное и очень тонкое покрытие остаточного сварочного шва защитным слоем шлака, который защищает его от негативного влияния оксидов, образующихся из воздуха. Для соединения, к примеру, труб это самый оптимальный вариант сварки без каких-либо сомнений.

Схема дуговой автоматической сварки.
Преимуществ у этой технологии много, перечислять их легко и приятно:
- Хорошая скорость в работе, что дает неплохую производительность общего процесса.
- Отличная экономия расходных материалов: металл электродов теряется всего на 2%.
- Технология не вызывает образования брызг из металла, что приводит к экономии также и основного металла.
- Участок соединения поверхностей хорошо прикрыт от негативного воздействия воздуха и окружающей среды.
- Минимальное образование оксидов благодаря использованию флюсов.
- Великолепная мелкочешуйчатая структура и эстетика сварочного шва вследствие ровного пламени дуги в течение всей сварки.
- Роль главного защитника от вредных воздействий играет флюс, поэтому нет надобности в дополнительных защитных устройствах и способах.
- Интенсивное охлаждение металла после процесса ведет к образованию устойчивого соединения.
- Это довольно простой метод для исполнения, ему не нужно специально учиться.
Без минусов не обойтись
Недостатков у способа намного меньше, некоторые из них можно расценивать как технические особенности:
- Что уж говорить, автоматическая сварка — метод недешевый и поэтому доступный далеко не для каждого.
- Непростое определение верного расположения материала для фиксации из-за технических характеристик процесса.
- Небезвредный способ для человека, который его выполняет.
- Часто нужно оборудование, которое имеется только на промышленных предприятиях. Эта особенность делает методику редким гостем в кустарных мастерских.
Где применяется автоматическая сварка?
Метод чудесный с точки зрения универсальности и эффективности, поэтому применяться может где угодно: от домашних мастерских до крупных промышленных предприятий, включая сварку труб разного калибра и назначения.

Принцип работы автоматического сварочного аппарата.
Его можно использовать в следующих видах работ:
- монтаж сложных конструкций;
- соединение металлов с большой площадью поверхности для сцепки;
- соединение каких угодно металлов или сплавов вплоть до соединения разнородных по составу заготовок.
В свое время, когда начали применять защиту в виде флюса, в промышленности произошла почти революция в самом хорошем смысле слова. Сначала флюсы шли при работе только с низкоуглеродистой сталью.
Сейчас они используются в соединении сложных и капризных металлов типа тугоплавких металлов и различных стальных сплавов.
Применение расширялось и сейчас широко используются в следующих случаях:
- сложных вертикальных швов с принудительным или свободным формированием шва;
- монтаж труб разного калибра, включая большие диаметры;
- соединение кольцевых швов со сложным рабочим процессом по удержанию сварочной ванны и растекания металла, с ручным подвариванием, на станках с ЧПУ.
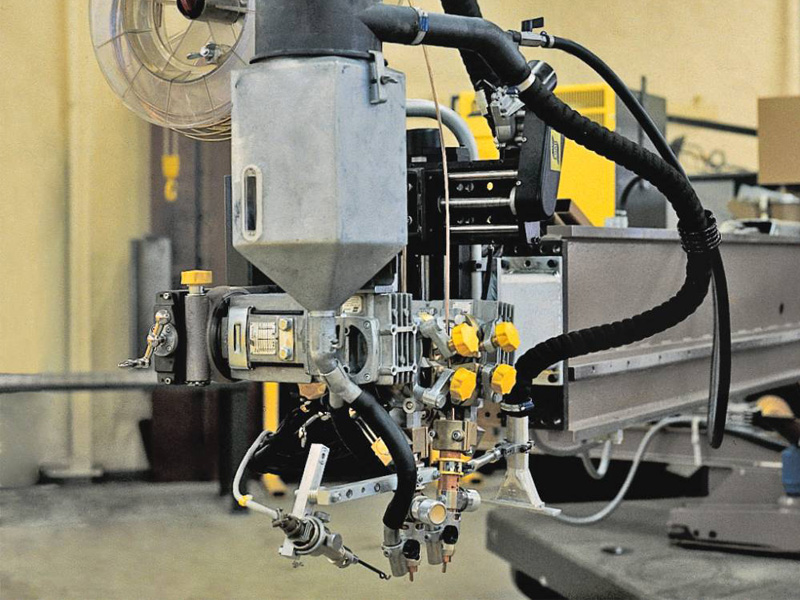
Оборудование и инструменты
Сварочных автоматов для данного метода на рынке великое множество с самыми разными характеристиками и назначением. Самые лучшие и удобные из них – это модели, в характеристиках которых присутствует способность поддерживать подачу проволоки.
Существуют и устройства, в которых есть автоматическое управление абсолютно всеми параметрами сварки. На первый взгляд, именно их можно считать самыми лучшими. Но если вы имеет дело с бытовой работой, то такие аппараты вам совершенно ни к чему из-за сложных технических нюансов и настроек.

Чертеж сварки металлов под флюсом.
При выборе оптимальной модели для своей работы нужно учитывать еще один факт: если у вас уменьшится длина электрической дуги, другие параметры наоборот увеличатся: повысится скорость плавления металлов, увеличится сила сварочного тока.
При таких условиях нужен специальный источник питания с определенными вольтамперными свойствами.
В случае снижения скорости подачи электродов, в аппаратах для автоматической сварки головки с регулятором напряжения мгновенно перестроятся и изменят длину дуги. В этом случае вольтамперные параметры должны пропорционально уменьшиться.
Если у вас аппарат, в которых скорость подачи электродов не меняется, все равно придется поработать, чтобы найти оптимальное значение сварочного тока. Напряжение в электрической дуге также придется настраивать вручную и опытным способом, меняя настройки внешнего источника питания.
Преимущества автоматической сварки
На поточном производстве сварочный автомат полностью заменяет опытного сварщика. С большой производительностью, без участия человека обеспечивает точное соединение деталей. Автоматическая сварка – полностью механизированная технология.
Аппарат самостоятельно поддерживает стабильное горение дуги, подает присадочную проволоку. Процесс происходит в закрытом корпусе. Оператор не подвергается воздействию вредных факторов. Автоматы-сварщики способны работать без перерывов и выходных. После программирования процедура сварки полностью контролируется в автоматическом режиме. При ускоренном процессе получаются качественные швы.
Сущность автоматической сварки
Процедуру автоматизации сварки по электродуговой технологии условно делят на несколько операций:
- обновление расплавляемого стержня в постоянном режиме;
- поддержание необходимых условий (подача флюса или защитного газа в рабочую камеру);
- равномерное движение дуги по заданной траектории с постоянной скоростью;
- формирование шовного валика.
При этом автомат контролирует:
- расстояние между кончиком электрода и свариваемым металлом до микрон;
- силу сварочного тока;
- скорость образования шва;
- глубину прогрева заготовки.
Автоматы различаются по:
- способу защиты рабочей зоны;
- движению сварочной дуги;
- количеству устанавливаемых электродов, их типу;
- роду рабочего тока.
При таком разнообразии аппаратов сущность процесса одинаковая.
Благодаря автоматическим установкам производителям удалось увеличить производительность и качество сварных соединений.
Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
Сварочный трактор
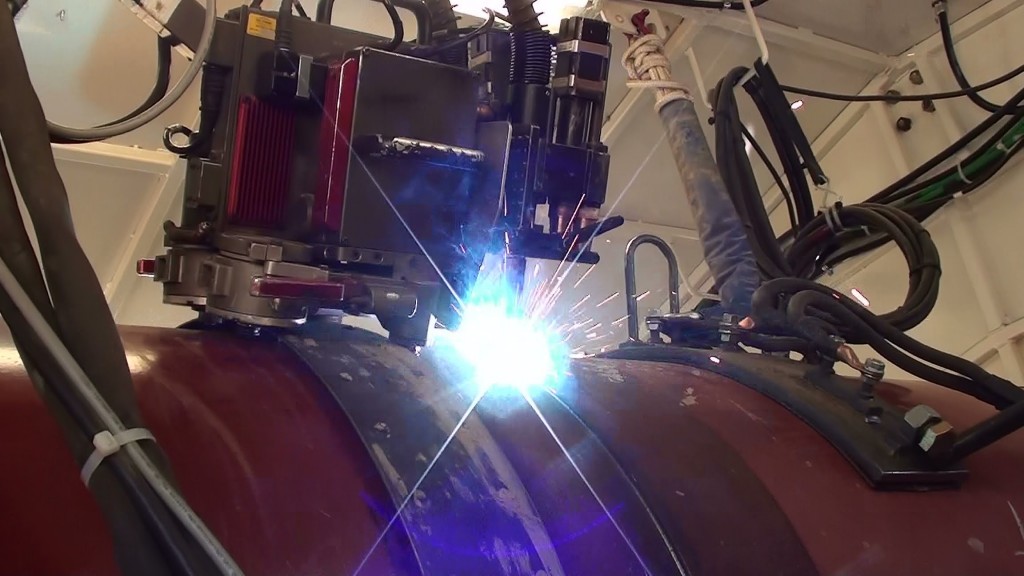
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.

Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Технология автоматической сварки
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Преимущества и недостатки
Визуально швы по автоматической технологии намного ровнее, чем ручной. Сварка автомат обладает другими достоинствами:
- Перед ручной дуговой, сварочное оборудование необходимо долго настраивать, регулировать параметры тока, напряжения. Использование электронных систем ускоряет настроечный процесс.
- Производительность автоматов в разы выше, чем у бригады сварщиков. Не нужны перерывы на отдых, качество не зависит от профессионализма.
- Снижается объем отходов. Количество испорченных деталей зависит от правильности настройки аппаратов, а не от человеческого фактора.
- Стабильный сварочный шов. Сварка автоматами ценится за аккуратные ровные шовные валики одинаковой высоты без разрывов и наплывов.
- Экономичность: расход проволоки ограниченный, меньше энергопотерь из-за разбрызгивания, угара.
- Возможность варить металл:
- в труднодоступных для человека местах;
- замкнутых пространствах;
- вредных условиях: повышенной загазованности, некомфортной для человека температуре.
Теперь о недостатках сварки автоматом:
- низкая маневренность;
- необходимость перестройки при смене операций;
- высокая стоимость оборудования.
По этим причинам сварочные автоустройства не могут полноценно заменить сварщиков.
Отличие сварочного автомата от полуавтомата
Для сварочных работ производители выпускают бытовое и промышленное оборудование. Автомат и полуавтомат чаще эксплуатируются на производстве, реже – в автомастерских. Чем же отличаются такие аппараты? В чем разница, станет ясно, если узнать устройство каждого. Различия у оборудования существенные. Классифицируются сварочники по различным признакам.
Особенности сварочных полуавтоматов
Полуавтоматическая сварка удобна при использовании сварочной проволоки. Возможно использование флюса, углекислого или инертного газа, защищающего металл от окисления, насыщения расплава водородом.
Сам процесс полуавтоматической и автоматической сварки одинаковый:
- электрод образует дугу;
- присадочная проволока, подаваемая в рабочую зону, расплавляется;
- формируется шовный валик требуемой толщины.
Аппараты в зависимости от конструктивного исполнения оснащаются дополнительными функциями. В моделях различаются:
- источники тока, аппараты подключают к генераторам и инверторам;
- виды газа (выпускают углекислотные сварочники и работающие с инертной средой);
- размещением бобины проволоки: внутри корпуса или снаружи.
Основные достоинства полуавтоматической сварки:
- возможность применять стандартные расходные материалы массового производства;
- сварщик всегда может вмешаться в процесс;
- не требуется перенастройка между разными видами сварных соединений или заготовок;
- проволока подается в рабочую зону с одинаковой скоростью;
- аппарат избавляет сварщика от процедуры замены плавящихся электродов;
- универсальность.
Аппараты массово используются в промышленности, быту.

Как работает сварочный автомат
Преимущества автоматизированного процесса ощущаются при повторении однотипных операций: конвейерной сборке узлов, выпуске сварных деталей. Автоматическая сварка исключает человеческий фактор. После настройки техники оператор только включает и выключает автомат.
В сложном устройстве сварка полностью автоматизирована. Аппарат поддерживает стабильную дугу, расстояние между электродом и деталью постоянное. Качество швов зависит от профессионализма настройщиков. Автомат можно настраивать:
- на точечную сварку, например, при производстве сварных сеток;
- сварку сложных швов по заданному контуру;
- бесконечное формирование шва при производстве сварного проката.
Автомат никогда не устает, не требует отпуска. Выходные только на техобслуживание. Воздействие на оператора минимальное, операция производится в закрытом корпусе.
В чем отличие автомата от полуавтомата?
Сначала о схожести. В аппаратах возможно применение защитного газа, флюса, используется порошковая проволока. Отличие автоматов от полуавтоматов – в доле участия человека.
Решая, что выбрать: автомат или полуавтомат, учитывают возможности оборудования. Автоматы выпускают нескольких типов:
- одно- и многоэлектродные, которыми одномоментно делают несколько соединений;
- у подвесных смещается только положение сварочной головки, все остальные узлы закреплены стационарно (применяется для фигурных швов);
- самоходные комплектуются тележкой, при сварочном процессе перемещается не только головка, но и сам механизм (используются в конвейерном производстве);
- сварочные тракторы – самоходные, способны перемещаться по направляющим или самой детали, делают непрерывный длинный шов, например, при изготовлении сварочных труб.
Аппараты также классифицируют по виду сварочного процесса:
- в нижнем положении;
- сварки вертикальных поверхностей горизонтально;
- соединений с принудительным формированием.
Оператор производит настройку оборудования, проверяет, как работает техника. В формировании шва не участвует, положение горелки или электрода не контролирует.
Понятно, что автоматы – оборудование сложное, оснащается электроникой, блоком управления. Срок окупаемости автоматических механизмов большой. Небольшой мастерской покупку такого сварочного автоматического оборудования не осилить.
Полуавтоматы быстро окупаются. Нередко приобретаются для выездных работ повышенной сложности. В полуавтомате механизирован только процесс подачи присадки. Проволока двигается направляющими роликами, скорость которых регулируется сварщиком. Полуавтоматы классифицируют:
- по количеству электродов;
- предназначению (различают п/а для стали, чугуна, цветных металлов);
- функциональности: универсальные для всех видов сварки и без газового оборудования.
Полуавтоматами работают сварщики с опытом, необходимо удерживать расстояние между аппаратом и металлом, поддерживать дугу, регулировать подачу защитного газа.
Коротко о различиях!
Полуавтоматом работает сварщик с опытом работы и контролирует все параметры сварочного процесса — сварка производится вручную.
На автоматах работает оператор, который производит настройки — сварка происходит в автоматическом режиме по заданным координатам.
Смысл использования полуавтоматической сварки при наличии автоматов?
Функционал сварочных автоматов и полуавтоматов различается. Автоматическая сварка необходима для ответственных сложных соединений, массового производства. Могут работать непрерывно долгое время. Полуавтоматическая сварка необходима для получения качественных равномерных швов при небольшом объеме работы. Для настройки полуавтоматов не нужна многомесячная подготовка, обслуживание полуавтоматов недорогое. Для сварки не нужно создавать особенных условий. Сварочники работают в помещениях и на открытом воздухе, для установки не нужна ровная площадка с покрытием установленной плотности. Еще один довод в пользу полуавтоматического сварочного оборудования – мобильность. Автоматические сварочные машины применяют только:
- в технологической цепочке;
- на линии с единым управлением;
- для выполнения однотипных операций.
Ремонт сварщик выполнит квалифицированно и быстро, в критических ситуациях найдет правильный выход. Автоматические устройства перед сменой операций настраивают, регулируют. Стоимость выполнения разовых работ будет неоправданно высокой.
При ограниченном бюджете между автоматами и полуавтоматами выбирают последние. Производители выпускают большой модельный ряд полуавтоматического сварочного оборудования. Модификации автоматических аппаратов чаще делают под производственный цикл.
Читайте также: