Сварочный автомат адф 1250
Автоматическая сварка осуществляется двумя способами: неподвижной остается сварочная головка или неподвижной остается само изделие.
Если головка остается неподвижной над изделием, то она называется подвесной. Для этого случая необходимо перемещать само изделие с помощью дополнительного оборудования, например вращателя. В случае если у головки есть механизм перемещения, то она называется самоходной.
Рельсовый путь, как правило, устанавливается либо на самом изделии, либо рядом со свариваемым участком. В случае, когда самоходные автоматы движутся по свариваемому изделию, они называются: сварочный трактор.
В сварочных тракторах головка устанавливается на передвижную, самоходную тележку. Как правило, на тележке размещают пульт управления, устройство для размотки электродной проволоки и оборудование для подачи и сбора флюса или газовое оборудование.
Подвесной сварочный автомат состоит из тех же элементов, что и самоходный сварочный трактор, только без системы перемещения. Как правило, создание тракторов и подвесных головок сопряжено.
Подвесные сварочные автоматы устанавливаются в состав автоматизированных комплексов для сварки. Чаще всего их используют для сварки кольцевых или круговых швов.
Сварочный автомат АДГ-630

Сварочный автомат АДГ-630 с блоком управления используется для автоматической многослойной и однослойной сварки и наплавление слоя металла в среде защитных газов изделий из низколегированных и малоуглеродистых сталей.
Сварочный автомат АДФ-630

Сварочный автомат АДФ-630 используется для автоматической однослойной и многослойной автоматической сварки и наплавки электродной проволокой под слоем флюса изделий из малоуглеродистых и низколегированных сталей.
Сварочный автомат АСУ-5

Сварочный автомат АСУ-5 (угловой) используется для автоматической электродуговой сварки с помощью плавящихся электродов под слоем флюса.
Сварочный автомат ТС-16-1

Автомат сварочный ТС-16-1 предназначен для автоматической дуговой сварки под флюсом изделий из малоуглеродистых сталей.
Сварочный автомат АДФ-1000

Автомат сварочный АДФ-1000 предназначен для автоматической дуговой сварки и наплавки электродной проволокой под слоем флюса.
Сварочный автомат АДФ-1250

Сварочный автомат АДФ-1250 предназначен для автоматической дуговой сварки и наплавки электродной проволокой под слоем флюса.
Сварочный автомат 2 х ТС-16

Двухголовочный сварочный автомат 2ТС-16 предназначен для автоматической дуговой сварки под флюсом конструкций тавровых соединений из легированных и углеродистых сталей с помощью двух наклонных электродов.
Обращаем ваше внимание на то, что вся предоставленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.

Сварочный автомат АДФ-1250 используется для автоматической дуговой сварки и наплавление слоя металла на поверхность изделия электродной проволокой. Трактор АДФ-1250 может использоваться взамен трактора TFD1 совместно с выпрямителем LAE-1250.
АДФ-1250 – это самоходный механизм, в котором подвод электродной проволоки, смещение автомата по ходу сварки и защита дуги происходят синхронно по заданной программе.
Сварочный трактор АДФ-1250 способен производить сварку соединений встык или вплотную с разделкой кромок и без разделки, а также угловых швов наклонной сварочной головкой, швов в «тавр», и нахлесточных швов. При этом швы могут иметь форму либо прямолинейную, либо кольцевую. В момент работы трактор может передвигаться по свариваемому изделию или по лежащей на нем направляющей линейке.
Цена: договорная
Трактор АДФ-1250 имеет следующие технические решения:
- Микропроцессорный блок управления
- Ступенчатая регулировка сварочного тока (скорости подвода проволоки для сварки)
- Ступенчатая регулировка скорости сварки (перемещения тележки)
- Поддерживание постоянной скорости сварки и скорости подвода проволоки
- Цифровые показания основных параметров сварки
- Программирование и хранение времени заварки кратера и период растяжки дуги
- Предварительное программирование сварочного режима (скорости сварки, сварочного напряжения и сварочного тока)
- Удаленное включение и плавная настройка параметров источника
- Настройка возможных положений в пространстве сварочной головки
- Перемещение сварочной головки с блоком управления, кассетой и бункером вдоль основной колонки в зафиксированном положении
- Сцепление и расцепление колес с приводом при помощи муфты
- Заменяемые ведущие вкладыши и ролики токопровода
- Бункер для флюса позволяет визуально наблюдать уровень
- Отбор остатков флюса в бункер после сварочных работ
Технические характеристики АДФ-1250:
380 В, 50 Гц, 3 фазы
Номинальный сварочный ток при ПВ=100%, А
Пределы регулирования сварочного тока, А
Диаметр проволоки, мм
Скорость подачи проволоки, м/ч
Скорость сварки, м/ч
Пределы регулирования времени растяжки дуги, с
Угол вертикального поворота сварочной головки вдоль продольной оси автомата, град
Угол поворота сварочной головки перпендикулярно оси сварочного шва, град
Угол горизонтального поворота сварочной головки относительно вертикальной оси автомата, град
Вертикальная регулировка сварочной головки, мм
Горизонтальная регулировка сварочной головки, мм
Межосевое расстояние колес, мм
Колесная колея, мм
Вместимость кассеты для проволоки, кг
Ёмкость бункера для флюса, дм 3
Мощность, потребляемая сварочным автомата, кВА, не более
Габаритные размеры трактора, мм
Масса трактора, кг

АДФ-1000 – это самоходный механизм, в котором подвод сварочной проволоки, смещение автомата по ходу сварки и защита дуги происходят синхронно по заданной программе.
Сварочный трактор АДФ-1000 способен производить сварку соединений встык или вплотную с разделкой кромок и без разделки, а также угловых швов наклонной сварочной головкой, швов в «тавр», и нахлесточных швов. При этом швы могут иметь форму либо прямолинейную, либо кольцевую. В момент работы трактор может передвигаться по свариваемому изделию или по лежащей на нем направляющей линейке.
Сварка осуществляется при постоянном токе независимо от параметров дуги и скорости подачи электродной проволоки.
- Плавная регулировка сварочного тока (скорости подвода проволоки для сварки)
- Плавная регулировка скорости сварки (перемещения тележки)
- Настраиваемый копир для сваривания тавровых и угловых швов
- Возможность осуществления сварки «вперед» и «назад»
- Пульт дистанционного управления
- Установлены такие режимы работы как «Аварийная остановка» и «Быстрая остановка сварки»
- Контроль движения по шву при помощи лазерного указателя
Технические характеристики АДФ-1000:
Hапряжение холостого хода, В, не более
Hапряжение питания сварочного автомата при частоте 50 Гц, В
Сварочный автомат адф 1250
Главная / Каталог / Автоматы сварочные / Головка сварочная АДФ-1250, блок управления БУ-20, блок управления БУ-1250
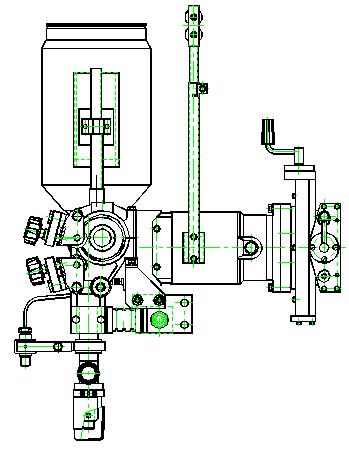
Головка сварочная АДФ-1250
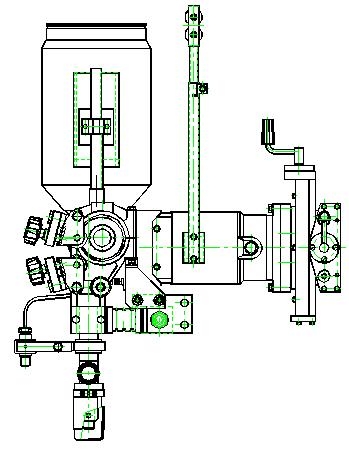
Сварочная головка на базе автомата АДФ-1250 предназначена для использования в качестве подвесной головки на колоннах, сварочных порталах, в том числе для сварки и наплавки кольцевых и поворотных швов внутри обечаек.
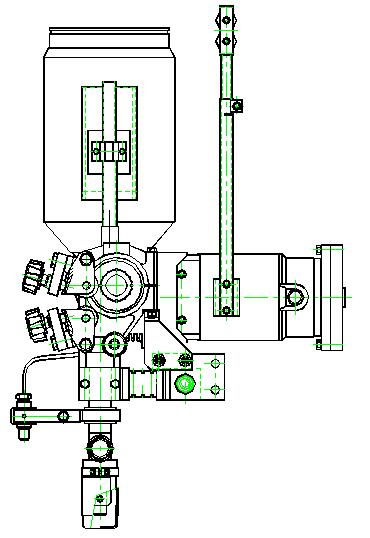
Варианты сварочных головок на базе АДФ-1250
Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата АДФ-1250, с естественным охлаждением токопроводящей части сварочной головки и сопла, с плавным регулированием скорости подачи электродной проволоки, предназначена для комплектации сварочного оборудования, используемого для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в "тавр" и стыковых швов с разделкой и без разделки кромок. Сварка осуществляется стальной электродной проволокой.
Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата АДФ-1250, с естественным охлаждением токопроводящей части сварочной головки и сопла, с плавным регулированием скорости подачи электродной проволоки, предназначена для комплектации сварочного оборудования, используемого для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в "тавр" и стыковых швов с разделкой и без разделки кромок. Сварка осуществляется стальной электродной проволокой.
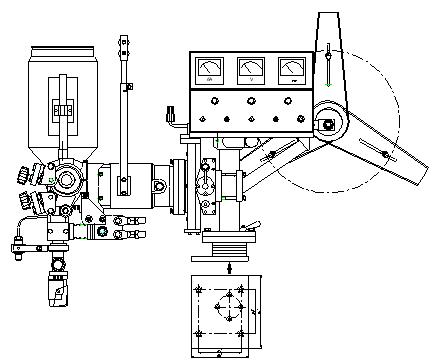
Сварочная головка АДФ-1250 для установки на механизированные кресты, сварочные порталы, колонны.
В комплект головки входит мотор – редуктор, правильно подающее устройство и токоподвод, стойка с направляющими роликами под проволоку, измерительный шунт, флюсбункер.
Крепится 4 болтами через отверстия в поворотом устройстве.
Головки на базе АДФ-1250 могут комплектоваться блоками управления БУ-20 и БУ-1250:
Блок управления БУ-20

Блок управления БУ-1250

Токоподводы
- «цельный» токоподвод диаметром 20 мм (для проволоки диаметром от 2 до 4 мм) длиной 180 мм без наконечника;
- «составной» токоподвод диаметром 20 мм, токоподвод (L=180мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм) без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 220 мм без наконечника;
- «цельный» токоподвод диаметром 35 мм;
(для проволоки диаметром от 2 до 5 мм) длиной 270 мм без наконечника;
- «составной» токоподвод диаметром 35мм, токоподвод(L=220мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);
- «составной» токоподвод диаметром 35мм, токоподвод (L=270мм) в сборе с удлинителем (L= 50мм; 100мм; 150 мм; 200мм);
Аппарат для сварки под флюсом AOTAI ASAW-1250-II

AOTAI ASAW-1250-II– сварочный автомат для сварки под слоем флюса с микропроцессорной системой управления и контроля сварочных параметров. Отличается превосходными статическими и динамическими характеристиками источника питания, а также высокой стабильностью сварочного процесса. Состоит из инверторного источника и сварочного трактора, разработанного для электросварки под слоем флюса прямолинейных, стыковых и угловых швов различных конструкций. Трактор имеет большие колеса и лазерный указатель, отличается прочной и надёжной конструкцией, лёгкостью в настройке и стабильностью работы. Изделие обеспечивает высокопроизводительную сварку ответственных конструкций из различных сталей и сплавов. Комплектация может меняться под конкретную задачу.
Достоинства автомата:
- микропроцессорное управление, точный контроль импульсов, превосходное качество процесса сварки;
- встроенные 10 синергетических пользовательских программ с оптимальными сварочными параметрами;
- плавная и точная настройка параметров сварки, надежная конструкция, безотказная работа и удобство в эксплуатации;
- выходные стабилизированные параметры, не зависящие от колебаний входного напряжения;
- функция подбора режима по диаметру проволоки;
- цифровой интерфейс управления между трактором и источником;
- 100% продолжительность нагрузки;
- автоматическое принудительное охлаждение: работа вентиляторов только в случае необходимости;
- функция самодиагностики с выводом кодов ошибок.
Сфера применения:
- строительство мостов;
- судостроение и судоремонт;
- строительство кранов;
- производство химических контейнеров;
- производство котлов и контейнеров под давлением;
- металлургия;
- производство металлоконструкций.
Аттестация НАКС - по заказу.
| Наименование сварочного аппарата | ASAW-1250-II |
| Напряжение питающей сети, В, 50 Гц | 3х380 |
| Потребляемая мощность, кВа | 55 |
| Сварочный ток, А, при ПВ-100% | 1250 |
| Напряжение, В | 20-50 |
| Напряжение х.х., В | 90 |
| Потребляемый ток, А | 115 |
| Диапазон сварочного тока, А | 50-1250 |
| Диаметр проволоки, мм | 2,0-6,0 |
| Масса аппарата (источник), кг | 100 |
| Габариты (источник), мм, не более, ДхШхВ | 767х352х802 |
Комплектация ASAW-1250-II может изменяться в зависимости от производственных задач. Могут использоваться тракторы различных типов, а также разная длина соединительных кабелей - от 10 до 35м.
Читайте также: