Сварочный аппарат старые модели
Продолжение первой части статьи, посвящённой раритетным сварочным аппаратам.
В 1980 году в первых аппаратах для сварки многомодовых волокон операторам нужно было наблюдать через прикрепленный микроскоп, как волокна лежат в V-образной канавке и вручную с помощью винтов точно выровнять их по наружному диаметру. Потери в соединении во многом зависели от мастерства и опыта оператора. Если для многомодовых волокон такой подход позволял добиться весьма низких потерь соединения за счет большого диаметра сердцевины, то для одномодовых волокон он был не идеален. Как было упомянуто в прошлой статье, многие понимали, что разработка сварочного аппарата для одномодовых волокон даст начало новому прибыльному бизнесу. Поэтому не только Fujikura, но многие другие компании приступили к его разработке. Некоторые идеи были весьма неординарными. Например, в 1982 г. Sumitomo разработала сварочный аппарат, который был оснащен механизмом выравнивания волокна с помощью источника света и фотоприемника на дальних концах каждого из свариваемых волокон. По замыслу авторов, источник света и измеритель мощности должны были быть установлены на дальних концах волокон, т.е. на расстоянии нескольких сотен метров или даже нескольких километров друг от друга. С помощью механизма сварочного аппарата волокна двигались и выравнивались по сердцевине до тех пор, пока на измерителе не регистрировалось максимальное излучение света от источника. Конечно, подобная идея соединения волокон требовала слишком большой подготовки и времени и не получила дальнейшего развития, однако сама идея в последствии была доработана и применена в аппаратах Siecor.
Рассмотрим далее некоторые неупомянутые ранее замечательные модели аппаратов ХХ века.
Fujikura FSM-01
Одна из первых моделей, о которой нет практически никаких упоминаний.


А – Ручки для перемещения волокон по оси Z.
Б – Регулирование мощности электрической дуги (подбирается определенное значение, которое зависит от типа и от производителя оптического волокна, в частности).
В – Переключатель "ручной-автоматический режим". В ручном режиме оператор сам позиционирует волокна до и во время процесса сварки.
В автоматическом режиме аппарат во время процесса сварки сам сводит волокна друг с другом – волокна соприкасаются и упираются друг в друга с заданным давлением.
Г – Включение подсветки микроскопа.
Д – Включение питания.
Если сварка была осуществлена правильно и получилась качественной, то в микроскоп не должно быть видно сварного шва или какого-либо дефекта.
Fujikura FSM-05SVHII
- Выравнивание волокон с помощью V-образной канавки, автоматическое сведение волокон при сварке;
- Средние потери при сварке волокна:
- - многомодовое - 0.05 дБ
- - одномодовое - 0.12 дБК
- Контроль свариваемых волокон на экране проекционного микроскопаК
- Тест на разрыв сварного соединения волокна;
- Вес менее 2 кг.


В данном аппарате необходимо было вручную устанавливать положения волокон (на фото человек крутит винтовые регуляторы большими пальцами), снайперски добиваясь расположения их концов в пределах вертикальной полосы на объективе .

Fujikura FSM-10B (1983 г)





Вместе с аппаратом идет отдельный модуль печки – tube heater.

Fujikura FSM-20C (1987 г)
Начиная с данной модели все блоки электропитания встроены внутри аппарата (внешняя печка стала более массивной, но зато с разъемом на 220 В). На самом аппарате кнопка включения стала трехрежимной. Появился выбор между питанием по постоянному напряжению 12 В и переменному 220 В.
Характеристики:
Способен сваривать волокна, сохраняющие состояние поляризации (PM), одномодовые волокна (SM), многомодовые волокна (MM)
Фактические средние потери: 0.03 дБ для SM и 0.02 дБ для MM.





Через этот крошечный экранчик можно увидеть процесс сварки волокон
Сварка волокон на аппарате FSM-20C

Через 3 года была выпущена модель FSM-20CS для многомода с более большим привычным откидывающимся экраном (правда черно-белым) и встроенной в сам аппарат печкой, а еще через 3 года в середине девяностых была разработана и выпущена легендарная Fujikura тридцатка.
Аппараты Ericsson
Инженер Уве Бетчер, работая на Sieverts Kabelverk (которая позже изменила свое название на Ericsson Cables, а позже и на Ericsson Fiber Optics) разработал ряд сварочных аппаратов. В конце 1990-х годов продавалось приблизительно 800 аппаратов в год. Сварочные аппараты Ericsson считались конкурентами лучшим сварочным аппаратам мира того времени. Уве Бетчер и его команда разработали множество моделей: FSU 790, FSU 800, FSU 820, FSU 830, FSU 850, FSU 900 и FSU 905.
12 декабря 1979 г. – разработана модель FSU 790
Это первый сварочный аппарат Ericsson (с фиксированными v-образными канавами для многомодовых волокон). Использовался в полевых испытаниях для сращивания установленного в Стокгольме первого оптического кабеля Швеции. Был выпущен в единственном экземпляре.

Декабрь 1980 г. – разработана модель FSU-800
Стал первым аппаратом Ericsson, поступившим в коммерческую реализацию. Было выпущено приблизительно 100 аппаратов.

1985 г. – выпущена модель Ericsson FSU 830
Стал первым аппаратом Ericsson для сварки одномодового волокна. Этот аппарат стал в свое время индустриальным стандартом, выиграв британский контракт на поставку оборудования для строительства сетей. Всего было выпущено несколько тысяч таких аппаратов.



Июнь 1986 г – выпущена модель FSU 900
Первая модель с выравниванием волокон по методу тепловых изображений.



Аппарат Fitel S141 (1986 г)





Британский аппарат Tritec FASE II
Компактный сварочный аппарат с микроскопом, весом всего 2.5 кг. Обеспечивает потери соединений 0.05 дБ (максимум 0.1 дБ) для одномодового и многомодового ОВ.
Сварочные аппараты СССР
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.
Выпрямитель дополнительно может использоваться для:
запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;
питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.
Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.
Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»:
ВД — выпрямитель для дуговой сварки;
12 — номинальный сварочный ток, десятки А;
1 — номер модификации;
У2 — климатическое исполнение и категория размещения
по ГОСТ 15150-69;
«УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 45 до 45°С.
Относительная влажность воздуха не более 98% при температуре 25°С.
Исключение воздействия дождя или снега.
Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.
При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:
Сырости (относительная влажность более 75%).
Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).
Высокой температуры (длительно более 30°С).
Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.
Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29
Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
1 — клеммная колодка;
2 — сигнальная лампа;
3 — замыкатель;
4 — пластмассовая колодка переключателя
Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя.
Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки.
Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ.
В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка.
Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов.
Электрическая принципиальная схема выпрямителя представлена на рис. 2.
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
QF — автоматический выключатель;
М — вентилятор;
С1-С6 — конденсаторы;
TV — трансформатор;
SA — переключатель втычного типа;
HL — сигнальная лампа;
VD1, VD2 — выпрямительные блоки;
L — дроссель;
ХР — вилка;
ХТ — клеммная колодка;
RU — варистор;
БК1-БК5 — выводы большой катушки трансформатора;
МК1-МК5 — выводы малой катушки трансформатора
Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа.
Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+».
Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние.
Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги.
Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125.
Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления.
Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин.
Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха.
При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил».
Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля).
Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть.
Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд.
Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе.
Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
В комплект поставки входят: сварочный выпрямитель, щиток сварщика, электрододержатель с кабелем, зажим «крокодил» с кабелем длиной 1,8 м, зажим «крокодил» с кабелем длиной 3 м, розетка на 10 А, светофильтр С4 (Э1), светофильтр С5 (Э2), лампа КМ 24-90 (сигнальная запасная), сварочные электроды диаметром 2 и 3 мм по 10 шт., пробная стальная пластинка, зажим (3 шт.), замыкатель и руководство по эксплуатации.
Промышленные сварочные аппараты советского производства
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.










Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.

Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
воскресенье, 1 апреля 2012 г.
Старый сварочный аппарат
Опробовать эту «идею для заработка» меня «вынудило» огромное количество объявлений в местной городской газете типа «дорого куплю старый сварочный аппарат»,»куплю советский сварочный аппарат» и т.д. Мне показалось слегка странным то, что такому огромному количеству людей вдруг понадобились именно старые, громоздкие и тяжелые сварочные аппараты при том, что в любом хозяйственном магазине в наличии огромный выбор современных, лёгких и удобных инверторных сварочных аппаратов. Короче говоря интуитивно)) я понимал что дело в меди, вернее медной обмотке на которую раньше не скупились кулибины, изготавливавшие старые сварочные аппараты. Но кто скажет сколько её там? А сколько трансформаторного железа? Конечно же НИКТО. Кто захочет отдать свой хлеб незнакомому. да и знакомому человеку? В общем было принято решение попробовать.
Автоматизированные системы

Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Сварочный аппарат своими руками
Конструкция большинства самодельных сварочных аппаратов требуют для их создания определенных навыков и специфических материалов. Между тем, наиболее простое устройство для сварки в быту можно устроить и без знания электротехники — понадобятся лишь обычные автомобильные аккумуляторы (сойдут и б/у).

Итак, четыре 12-вольтовых аккумулятора или два 24-вольтовых последовательно соединяются электрическими кабелями с зажимами-«крокодилами», к « — » крайнего аккумулятора подсоединяется кабель с держателем сварочных электродов, « + » другого крайнего аккумулятора соединяется через кабель и зажим со свариваемой деталью. Вот и все — просто и эффективно! Такой сварочный аппарат, выполненный своими руками, имеет несколько преимуществ: ровный сварочный шов (нет никаких скачков напряжения), независимость от электросети в процессе сварки. Наконец, по завершении сварочных работ аккумуляторы можно использовать по их прямому назначению — для 3-х мм электрода понадобится ток силой в 90-120 A, т.е. он не потребует и 60% от штатной нагрузки аккумулятора.
Для постоянного использования сварочного аппарата из аккумуляторов понадобится 54-вольтовое зарядное устройство (если аккумуляторов четыре) и зарядный ток в 5 A (если емкость аккумуляторов 55 Ah. Используя самодельный сварочный аппарат из аккумуляторов летом, необходимо периодически доливать в аккумуляторные банки дистиллированную воду (не водопроводную!) — ее уровень будет понижаться из-за испарения. При использовании необслуживаемых аккумуляторов никаких действий с ними выполнять не требуется.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.











Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Сварочный генератор
Состоит из двух основных элементов — генератора постоянного тока и асинхронного двигателя, установленных в одном корпусе (якорь генератора и ротор двигателя установлены на общий вал). Технические требования к конструкции сварочных генераторов приведены в ГОСТ 304-82.
Сварочные генераторы создаются по нескольким схемам, среди которых наиболее популярны две. Первая — обмотка возбуждения независима, размагничивание происходит через последовательную обмотку. Питание такого генератора выполняется через выпрямитель с селеновыми вентилями от сети переменного тока — образуется магнитный поток, индуктирующий напряжение на щетках генератора, что вызывает возбуждение дуги. Изменяя (переключая) на последовательной обмотке число витков, оператор сварки регулирует сварочный ток до необходимых характеристик.
Вторая по популярности схема сварочного генератора — обмотка возбуждения параллельна, обмотка размагничивания последовательна. Для магнитных полюсов таких генераторов требуется ферромагнитная сталь — они должны обладать остаточным магнетизмом. В качестве источника питания используется бензиновый (дизельный) двигатель.

По своим характеристикам сварочные генераторы далеко не идеальны — они дороги (средняя цена — от 50 000 руб.), имеют сложную конструкцию, их КПД низок (0,7), высок расход электроэнергии (5 кВт/ч на кг расплавленного металла). Однако в полевых условиях без них не обойтись — только бензиновые (дизельные) сварочные генераторы обеспечат зажигание и устойчивость дуги в отсутствии электросети.
Кузовной цех во дворе: тест советского сварочного аппарата с питанием от бортсети

Автомобильная сварочная приставка АСП-1 производства АвтоВАЗа – экзотический аксессуар и для своего времени, и тем более – для нынешнего. Сварочный аппарат, питающийся напрямую от бортовой сети самого обычного легкового автомобиля – штука весьма редкая и в наши дни не выпускающаяся. Однако в начале 90-х годов такой гаджет мог при желании приобрести любой автолюбитель.
Давненько мы не обновляли экспозицию нашего редакционного музея советских автомобильных ретро-аксессуаров и гаджетов! Новым пополнением, очередной найденной на гаражных чердаках «капсулой времени», стало уникальное устройство – автомобильный сварочный аппарат!
Он представлял собой трехкилограммовую металлическую коробку отчаянно-красной масти с размерами 260х190х110 мм, с двумя мощными болтовыми клеммами для подключения сварочных проводов на передней панели. С помощью этого аппарата допускалось варить электродом с диаметром до 3 миллиметров в режиме «2,5 минуты сварка – 2,5 минуты отдых».
По моде наивной эпохи, когда каждое деревенское сельпо стремилось назвать себя «шопом» и «маркетом», надпись на приборе дублирована на английском. На передней же панели сварочного аппарата красуется крупное слово «АВТОВАЗ» и всем знакомый логотип тольяттинской «ладьи». Однако, разумеется, выпускал это устройство не сам автозавод, а его дочернее предприятие – ПТО ВАЗ, основанное в 1972 году, спустя шесть лет после запуска основного завода в Тольятти. «ПТО» расшифровывалось как «Производство Технологического Оборудования» – это вспомогательное предприятие делало для основного жигулевского конвейера металлообрабатывающие станки, окрасочное и прочее технологическое оборудование, которое поставлялось в том числе и на другие автозаводы СССР.
В эпоху перестройки все госпредприятия были добровольно-принудительно ориентированы на расширение ассортимента в сторону «продукции народного потребления», в рамках чего на ПТО ВАЗ и был рожден автомобильный сварочный аппарат АСП-1 – для граждан и, как сказали бы сейчас, для «микробизнеса» – кооператоров, трудящихся в сфере мелких услуг населению..
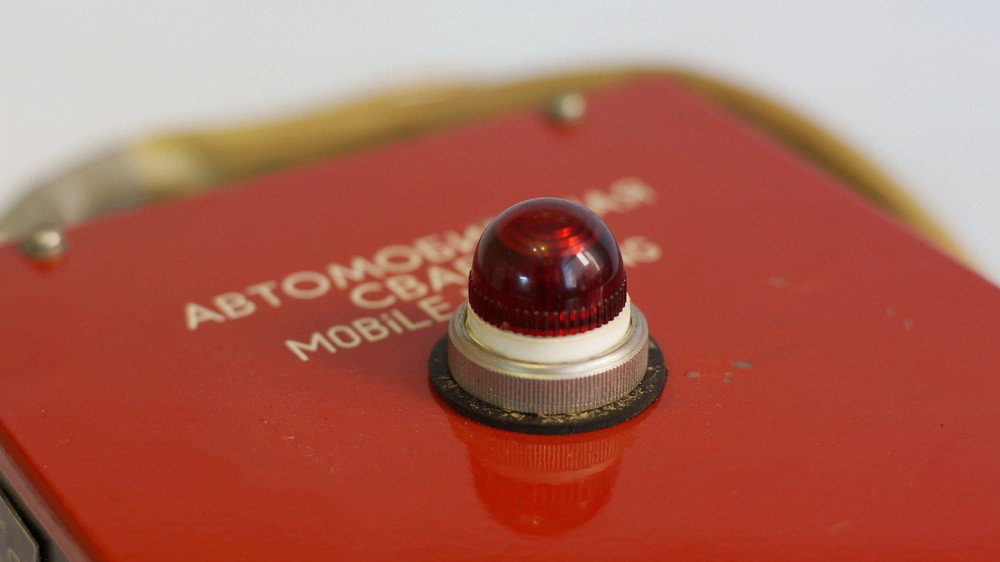
Огромный плафон красной лампочки на верхней крышке выглядит как некая кустарная доработка – странно и нелепо… Однако это штатный элемент конструкции, роль которого отражена в инструкции. Он ярко горит, пока электрическая дуга на электроде не зажжена, свидетельствуя о зарядке аккумулятора, и гаснет при начале сварки.
Почему вместо такого здоровенного «фонаря» не использовался светодиод или хотя бы миниатюрная индикаторная лампочка накаливания – непонятно…
На шильдике устройства выбита масса – «5 кг». Однако сам прибор весит около трех кило; пять – это масса со сварочными проводами, электрододержателем и «крокодилом» массы.

Знакомые с электроникой могут подумать, что под крышкой АСП-1 находится импульсный преобразователь-инвертор, как и внутри большинства современных инверторных сварочных аппаратов, работающих от сети 220 вольт… Но не забывайте – это самое начало десятилетия 90-х, когда большинство людей продолжало называть свою страну по привычке СССР, все машины были карбюраторными, а компьютеры встречались только в крупных НИИ… Мощная импульсная техника, а также соответствующие ей мощные силовые транзисторы и диоды редко встречались в то время в бытовых устройствах даже за рубежом – не то что во вчерашнем «совке». Так что все было гораздо проще!
Никаких преобразований напряжения внутри сварочника не происходило – из всей электроники он содержал только два мощных тиристора. Для того чтобы от бортсети легкового автомобиля можно было варить, АСП-1 делал, по сути, всего три простые вещи:
- Поднимал напряжение на генераторе, перехватывая роль штатного реле-регулятора.
- Подключал аккумулятор параллельно генератору, если силы тока не хватало.
- Автоматически переключался на зарядку аккумулятора, как только сварщик отрывал электрод от детали и прекращал работу.
То есть, в сущности, сварочным аппаратом на 90% являлся генератор автомобиля, плюсовой вывод которого напрямую подключался к сварочному электроду. Двигатель машины во время сварки должен был, разумеется, работать, и для обеспечения максимального выходного тока инструкция предписывала крутить коленвал до 2500 оборотов с помощью подсоса или помощника, нажимающего на педаль. А роль АСП-1 была «вспомогательно-коммутационная», если так можно выразиться…

Сварка с помощью АСП-1 достаточно проста. Запускается мотор машины, подсосом выставляются 2500 оборотов двигателя, к свариваемой детали подключается мощная клемма-«крокодил», в рукоятку-держак вставляется электрод, на глаза опускается щиток или маска, и процесс пошел.
Но если вы подумали, что перед этим нужно элементарно подключить питание аппарата «крокодилами» к аккумулятору, то вы серьезно ошиблись! Это – суровый советский жигулевский гаджет, а не современный литий-ионный пусковой бустер-пауэрбанк, с которым справится любая блондинка! Для подключения АСП-1 требовалось серьезное вмешательство в электропроводку под капотом.
Собственно, первый пункт процесса установки требовал закрепить сварочный аппарат стационарно под капотом «классики» или «девятки». Да-да, предполагалось, что сварочник станет постоянным «подкапотным жителем», как карбюратор или бензонасос, ибо электрическое его внедрение в электросистему автомобиля имело ряд особенностей. От генератора нужно было отсоединить силовой плюсовой выходной провод и подключить его к сварочному аппарату. Таким образом, сварочник включался между генератором и батареей. Затем предписывалось отключить от генератора реле-регулятор, роль которого брал на себя сварочный аппарат. Короче говоря, для подключения сварки автовладелец делал добрый десяток коммутаций в электропроводке машины – что-то размыкал, что-то наоборот – соединял перемычками. Все необходимое для этого, включая проводочки, клеммы и всякие кембрики, шло в комплекте поставки сварочного аппарата.
На первый взгляд может показаться, что даже для кратковременного использования собственного автомобиля в качестве сварочной установки требовалась длительная возня под капотом, а потом аналогичная возня в обратном порядке, чтобы вернуть проводку в прежнее состояние, дабы уехать. А вот и нет!
Так что же такое АСП-1? Гениальная разработка, незаменимая в ряде экстремальных случаев, или странный выкидыш неповоротливой промышленности эпохи зарождающейся рыночной экономики? Почему подобные гаджеты не производятся сегодня, ведь периодическая необходимость в простой и легкой мобильной сварке там, где нет розетки, у многих по-прежнему возникает?
Будем откровенны: все же такое устройство – типичный продукт «смутного времени», типа кухонного половника из танковой бронестали от Уралвагонзавода. Надежность самого прибора была крайне высокой, но обмотки статоров и хиленькие советские выпрямительные диоды генераторов Жигулей и Москвичей работали со сваркой практически в режиме короткого замыкания, на пределе по току, да еще и с повышенным напряжением! Аккумулятор, который также постоянно включался в сварочный процесс, терял ресурс от больших токов разряда и заряда.
Сварка АСП-1 разрабатывалась и продавалась в эпоху карбюраторных автомобилей с минимумом электроники, и, как ни странно, несколько «опередила свое время», ибо сегодня даже на многих бюджетных машинах стоят генераторы на 120-160 ампер с куда более мощными диодами, которые как раз гораздо лучше подошли бы для использования совместно с электродом и маской… Но на современной насыщенной электроникой машине подобное внедрение в электросистему крайне опасно, а зачастую принципиально неприемлемо, поэтому аналогов АСП-1 в наши дни не выпускают и не продают. «Красная коробочка» перешла в разряд коллекционных курьезов…
Маленькие мини-сварочные аппараты для мелких работ
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов. Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Пролог

Первый раз я построил подобный сварочный аппарат ещё в детстве, после того как побывал на съёмках художественного фильма, где для освещения использовались электродуговые прожекторы.
К счастью, у нас дома имелся автотрансформатор Ватт на двести, который использовался для корректировки напряжения питания лампового телевизора.
Схема этого автотрансформатора выглядела примерно так. Переключение выходного напряжения осуществлялось перестановкой вилки телевизора в нескольких гнёздах.

Так вот, я подключал графитовые электроды между выводами, на которых присутствовало напряжение около 40-ка Вольт. В качестве светофильтра использовал кусок засвеченной и проявленной фотоплёнки. Правда, по неопытности, тогда всё равно нахватал «зайчиков».
Нужно заметить, что автотрансформатор не обеспечивает гальваническую развязку с электросетью, поэтому использовать его рекомендуется только, если вы хорошо знакомы с основами электробезопасности.
С тех пор прошло много лет, но я успешно использовал тот первый опыт при решении самых разнообразных задач, начиная от сварки проводов и кончая закаливанием рабочих частей инструмента.





Детали и принцип работы
Мини инверторный сварочный аппарат делают с применением таких деталей:
- мостовой выпрямитель входного сетевого напряжения на мощных диодах;
- реле мягкого пуска;
- датчик сварочного тока;
- генератор высокой частоты;
- трансформатор;
- стабилизатор интегральный;
- фильтр низких частот;
- радиаторы на диоды и транзисторы;
- система охлаждения.
Работа происходит по следующей схеме. Переменный ток 220 В поступает на диодный выпрямитель и становится постоянным. Затем с помощью генератора превращается в ток высокой частоты. Получившийся переменный ток попадает в первичную обмотку трансформатора.
Так как трансформатор понижающий, то на выходе получается низкое напряжение, но достаточное для зажигания дуги. Ток высокой частоты вновь преобразуется на выпрямителе в постоянный ток.
С его помощью и варят металлические изделия. Благодаря наличию интегрального стабилизатора независимо от качества сетевого напряжения на выходе получается требуемое стабильное значение напряжения.
Примеры использования Вольтовой дуги
Иногда, в радиолюбительской практике нужно что-нибудь приварить или очень сильно разогреть. Наверное, ради этого не стоит строить серьёзный сварочный аппарат, ведь создать высокотемпературную плазму можно и без специального оборудования.
Перечислю несколько случаев из своей практики, когда использование Вольтовой дуги оказалось весьма полезным:

Сварка накала магнетрона с шинами питания.
Тут без сварки никак не обойтись. Между тем, часто, из-за этой пустяковой неисправности заменяют магнетрон. Для тех, кто не знает, сообщу, что у магнетронов бывают две основные неисправности – обрыв накала в точке поз.1 и пробой проходных конденсаторов поз.2.
На картинке магнетрон от СВЧ «Kenwood», проработавший после такого ремонта уже 20 лет.

Изготовление или ремонт термопары.
Мало, кто станет изготавливать термопару, но зато может возникнуть необходимость ремонта имеющейся, когда обломится «шарик». Такими термопарами комплектуются мультиметры, имеющие режим измерения температуры.

Нагрев высокоуглеродистой стали.
Это может понадобиться, когда нужно изменить форму пружины или проделать в ней отверстие. Дело в том, что сильно закалённая пружина слишком тверда для сверления и слишком хрупка для проделывания отверстия с помощью пробойника.

В других случаях требуется закалить стальной инструмент, изготовленный из инструментальной стали. Для этого достаточно раскалить рабочую часть до малинового цвета и опустить в машинное масло. На картинке жало отвёртки после закалки и шлифовки рабочей кромки.











Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.

Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.

И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.

Получение Вольтовой дуги

Для мелких сварочных работ подойдёт трансформатор на 200-300 Ватт или более с выходным напряжением 30-50 Вольт. Сварочный ток, при этом, будет ограничиваться мощностью трансформатора и может достигнуть 10-12 Ампер. Но, так как сам процесс горения дуги длится недолго, то это не может привести к перегреву трансформатора, даже при насыщенном магнитопроводе.
О том, как изменить выходное напряжение трансформатора, можно почитать здесь>>>

Можно так же воспользоваться лабораторным автотрансформатором — ЛАТР-ом на 9 Ампер и более. Но, делайте это, только если Вы осознаёте опасность отсутствия гальванической развязки с электросетью. Также, при использовании ЛАТР-а, желательно ограничить входной ток предохранителем (плавкой вставкой), чтобы не повредить графитовый ролик-токосъёмник ЛАТР-а, при случайном коротком замыкании в цепи электрода.

В качестве электродов можно использовать практически любые грифели от простых карандашей, хотя мягкие предпочтительнее. Наверняка у многих сохранились ненужные, в век всеобщей компьютеризации, простые карандаши.

Держатель для грифеля можно изготовить из любых подручных средств. Очень удобно использовать металлическую часть электротехнических клеммников (клемм).

Вот держатель, собранный на основе вышеупомянутого клеммника. Одно резьбовое отверстие латунной части клеммы используется для крепления грифеля, а другое для крепления к ручке.

Стеклотекстолитовые шайбы поз.2 в большом количестве были использованы для того, чтобы клеммник поз.1, при нагреве, не расплавил корпус одноразового шприца поз.3. Просто не нашёл другой, более термостойкой детали для ручки держателя электрода. Для того чтобы держатель электрода можно было подключить к любому стандартному кабелю (концу), я использовал стандартное же приборное гнездо поз.4.

Держатель электрода подключается к одному выводу вторичной обмотки понижающего трансформатора, а свариваемая деталь или детали к другому выводу вторичной же обмотки.

А это ещё один держатель электрода также собранный на основе электротехнической клеммы. Второй держатель пригодится, когда требуется сварить два металла с одинаковой температурой плавления. Также он может понадобиться, когда нужно раскалить какую-нибудь металлическую деталь, например, при закалке инструмента или изменении формы пружины.

Схема подключения двух графитовых электродов к вторичной обмотке понижающего трансформатора.

Чтобы яркий свет вольтовой дуги не стал причиной ожога роговицы глаз, нужно использовать защитный светофильтр. Этот же светофильтр защитит глаза от попадания искр. Я купил светофильтр в магазине «Всё для ремонта» всего за 0,5$. Вместо сварочного щитка использовал оправу бинокулярных очков, из которой удалил линзы. Фильтр закрепил с помощью канцелярского зажима, предварительно проложив кусочек хлопчатобумажной изоленты. Вероятно, такие очки найдутся в арсенале современного радиолюбителя, знакомого с SMD компонентами.
Не стоит использовать тёмные очки для наблюдения за Вольтовой дугой, тем более что плотность их светофильтров недостаточна. Намного безопаснее использовать предложенный щиток, который позволит защитить глаза простым наклоном головы.

Для сварки меди со сталью или нихромом желательно использовать флюс. Изготовить его можно путём добавления небольшого количества воды в буру (тетраборат натрия) или в борную кислоту. Полученной кашицей можно смазывать места сварки.
Минералы для изготовления флюса можно приобрести в хозяйственном магазине или аптеке. Я как-то давно купил коробку борной кислоты, как средство по борьбе с насекомыми под названием «Боракс».









Что происходит при сварке?
В самом общем виде при сварке происходит следующее. Если мы подадим напряжение на металлическую деталь и на сварочный электрод, то при их соприкосновении возникнет короткое замыкание, в точке касания мгновенно возрастет температура, и сопутствующая ей термоэлектронная эмиссия . Т. е. металл начинает испускать электроны.
Теперь, даже если электрод немного отодвинуть, через промежуток все равно будет проходить эл. ток, то есть возникнет электрическая дуга.
Дальнейшее ее горение поддерживается за счет образования свободных ионов – молекул вещества, имеющих электрический заряд. Образуются они благодаря высокой температуре дуги, а сам процесс называется термической ионизацией.
Часть ионов рассеивается в процессе диффузии, которая с увеличением расстояния между электродом и деталью возрастает в геометрической прогрессии. Сопротивление току резко нарастает, дуга слабеет и гаснет.

Мелкие подробности

Для того чтобы не повредить матрицу фотокамеры во время съёмки сварочных работ, я использовал четырёхкратный нейтральный светофильтр. Так как диаметр светофильтра оказался намного меньше нормы, я изготовил переходник из крышки от банки с горчицей. Как бы это ни было смешно, но на решение этой задачи пришлось потратить больше времени, чем на подготовку и проведение сварочных работ.
Советы по эксплуатации
Приобретая сварочное устройство необходимо заранее представлять, все его достоинства и ограничения. Не стоит требовать от небольшого бытового агрегата возможностей профессиональных моделей.
Мини электросварка не является заменой мощным устройствам. Ее область применения дом, небольшое производство, собственное строительство.
Не нагружайте аппарат излишне толстым электродом. Как правило, оптимальный диаметр для небольших аппаратов 2,5 – 3 мм.
Избегайте попадания влаги внутрь прибора. В том числе конденсата. Если аппарат внесен в теплое помещение с мороза, прежде чем начинать работу необходимо дать ему высохнуть минимум 2-3 часа.
Не забывайте, что яркость дуги, поражающие факторы электротока у мелких устройств практически не отличаются от больших. И способны причинить не менее серьезную травму.
Подготовка места шва
К сожалению, когда мастером преподается электросварка для начинающих сварщиков, подготовительным операциям часто уделяют недостаточно внимания. Для специалиста порой это слишком очевидно, а для новичка незнание азов отражается на качестве работы.
Нужно помнить, до начала сварных работ, металл должен быть тщательно очищен от загрязнений. Ржавчина, масло, жир, краска, грязь – все будет ухудшать качество шва.
Для очистки используют стальную щетку, напильники. Значительно облегчит работу наличие УШМ.
Как правило, выполнение сварочных работ особенно затруднено, когда толщина металла невелика – 1-4 мм. Без навыка прожечь тонкий металл проще простого. Новичкам поможет устройство отбортовки, – отгибание узких кромок металла, для увеличения толщины основы шва.
Если металл толще 5 мм, отбортовка не требуется. Такая деталь и шов выдержит, и проварится на всю глубину.
Чтобы надежно сварить детали из еще более толстого металла требуется скашивание кромок под углом друг к другу порядка 50 градусов (см.

).
Виды электросварки
На этом принципе основано множество видов и подвидов электросварки:
- электросварка с использованием плавящегося электрода;
- дуговая сварка под флюсом;
- дуговая сварка в среде защитного газа;
- электрошлаковая сварка;
- сварка с принудительным формированием шва;
- плазменная сварка;
- контактная точечная, шовная контактная и т.д.
Рекомендую: Вопрос: Какие размеры плит перекрытия можно применить для проёмов 6300 и 3920?
Во всех видах сварки есть общий момент – образование в месте соприкосновения дуги и свариваемого металла, так называемой «сварочной ванны» – области расплавленного металла, где и осуществляется взаимопроникновение молекул металла свариваемых деталей и металла присадки.
Из перечисленных видов, наиболее популярна ручная сварка плавящимся электродом, металл которого и есть присадка.
Электроды для сварки
Чтобы приварить детали электросваркой используют специальные плавкие электроды. Именно с их помощью образуется сварочная дуга, а сам металл электрода служит присадкой, образующей тело шва.
Электрод — это металлический стержень, покрытый слоем специальной обмазки, которая:
- формирует и стабилизирует сварочную дугу, облегчает ее зажигание с помощью специальных ионизирующих веществ;
- обеспечивает защиту расплавленного металла шва от окисления;
- легирует и рафинирует (очищает) металл шва.
Какой электрод использовать для соединения деталей электросваркой во многом зависимости от толщины металла и задач конструкции. Чем толще металл и выше нагрузка, тем большего диаметра нужен электрод. Для бытовой электросварки своими руками, применяют электроды от 1,5 до 6 мм.
Кроме того, для разных металлов могут использоваться электроды из чугуна, меди, нержавеющих сталей.
Читайте также: