Сварочный аппарат матрикс 200
в сварке новичок.купил аппарат (инвертер) Matrix MIG/TIG/MMA-200 «3 в 1 shop.matrix-direct.by,электродом варит здорово,не могу разобраться с mig.Очень скудная инструкция по настройкам.Если кто работал помогите
Ну, варить-то, электродом, он по определению здорово не может, ибо там обычный САИ внутри. Который может, в лучшем случае, "просто варить" (а в худшем, лишь "пытаться варить").
В MIG-е, настроек две. Скорость подачи и напряжение дуги. Чем больше напряжение ставится, тем больше скорость (а вместе с ней и ток) может обеспечить аппарат. Если проволока "пихается" или валиком кладется, значит напруги мало, для выбранной скорости подачи.
Если проволока "пихается" или валиком кладется, значит напруги мало, для выбранной скорости подачи.Это понятно.Поднимаешь ток и напругу,начинает брызгать.На передней панели три переключателя(TIG on/off MIG;MMA/TIG;Quik/Slow)С последним понятно(Quik/Slow) - быстро/медленно.Оставшихся два переключателя методом тыка пробовал в разных вариантах,вобщем либо брызгает металлом,либо тонкий металл жжот насквозь.Если клемму масса подключать как на обозначении(+ справа), то варить не будет,ставлю массу на клемму где держак нарисован(-слева) - варит.
На "плюсе" (горелка) варят с газом. На "минусе" (горелка), варят флюсовой проволокой. Померьте где реально "+" / "-" в аппарате. Может у Вас под флюсовую "с завода" стоит.
ASN написал :
На "плюсе" (горелка) варят с газом. На "минусе" (горелка), варят флюсовой проволокой. Померьте где реально "+" / "-" в аппарате. Может у Вас под флюсовую "с завода" стоит.
произвёл замер,поставил мультиметр на 1000в "+" на "+", а "-" на горелку, нажал кнопку. итог яркая и быстрая смерть мультиметра.мне нужен мануал по аппарату -описание положений переключателей,что для каких режимов или описание аналога.А мультиметр я давно хотел заменить.
VitalyaICH написал :
произвёл замер,поставил мультиметр на 1000в "+" на "+", а "-" на горелку, нажал кнопку. итог яркая и быстрая смерть
Хм. Мда. Вариантов видится два. Первый, в вашем сварочном аппарате, вмонтирована шайтан машина. что-то вроде осциллятора. В тиг версиях, такое иногда встречается. Второе, в вашем тестере, как и во всяком другом, есть три гнезда/клеммы. "плюс" токовый, "общий" и "плюс для всего остального".
Между "плюс токовый" и "общий", стоит шунт из толстой проволочины, рассчитанный на 10-20А. Если, при любом положении "крутилки", туда вдуть сотенку или того больше ампер, то должен по идее, как раз получиться описанный эффект. Так, куды совали проводки то?
[QUOTE=ASN;3376795]Хм. Мда. Вариантов видится два. Первый, в вашем сварочном аппарате, вмонтирована шайтан машина.( при отключении сварочного трансформатора от сети , не отключив осциллятор , можно получить поражение электрическим током , т.к. на сетевой обмотке возникают очень мощные импульсы напряжением в несколько тысяч вольт . При работе с осциллятором требуется соблюдать особую осторожность . При смене сварочного электрода обязательно выключать устройство)Глянул для общего развития о шайтан-машине.электроды током не били . Второе, в вашем тестере, как и во всяком другом, есть три гнезда/клеммы. "плюс" токовый, "общий" и "плюс для всего остального".Я подключал так:Минус "com" и его на "-" в аппарат,а "+" сначала в верхний,где 10А написано и на горелку,затем нажал кнопку.Результат№1:лёгкий "пук" вылет клеммы из тестера.В положении Минус "com" и его на "-" в аппарат,а "+"в уцелевшее гнездо и на горелку,затем нажал кнопку был пых.
В аппарате ампераж был выставлен нулевой..
С морды это ГИГАНТ-200 MIG,TIG, MMA только переключатель режимов стоит человеческий
VitalyaICH написал :
При работе с осциллятором требуется соблюдать особую осторожность.
Я подключал так:Минус "com" и его на "-" в аппарат,а "+" сначала в верхний,где 10А написано.
Аппараты аргонодуговой сварки ТИГ серии MATRIX AC/DC

Аппараты серии MATRIX предназначены для сварки неплавящимся электродом в среде аргона на постоянном и переменном токе. Это высоконадежное сварочное оборудование для промышленного применения с большим запасом мощности и с отличным качеством сварки. Аппараты MATRIX имеют возможность программирования параметров сварки под задачи пользователя.
Все модели оснащены инверторными источниками питания, разработанными на базе IGBT транзисторов. Инверторные источники обеспечивают стабильное зажигание и горение дуги (дуга становится эластичной и гибкой), способствуют уменьшению габаритных размеров и веса аппарата, обеспечивают возможность помимо сварки W-электродом (ТИГ) работать покрытым плавящимся электродом (в режиме ручной дуговой сварки ММА). Встроенный блок компенсации входного напряжения позволяет максимально расширить диапазон допустимого сетевого напряжения (±15. 20 % от номинала), что особенно актуально при работе с российскими электрическими сетями. Все аппараты серии MATRIX могут работать в импульсном режиме сварки.
Основные технические характеристики
Конструктивные особенности
- Цифровой контроль всех сварочных параметров.
- Базовая комплектация с импульсным режимом, интегрированным в панель управления (функция Easy Pulse).
- Точное и эффективное высокочастотное зажигание дуги.
- Функция оптимизации энергосбережения Energy Saving запускает мотор вентилятора источника только при необходимости.
- Низкое энергопотребление.
- Сохранение и вызов собственных сварочных программ.
- Снижение электромагнитного возмущения, возникающего на высоких частотах только при зажигании дуги.
- Использование горелок с регулировкой тока позволяет осуществлять регулировку сварочных параметров и сохраненных программ непосредственно на самой горелке.
- Термостатическая защита от перегрева.
- Компактный металлический корпус с ударопрочной пластиковой лицевой панелью и прочной ручкой.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки. Панель управления защищена от случайных повреждений.
- Класс защиты IP 23 и защита электронных компонентов от попадания пыли, благодаря инновационной принудительной системе охлаждения источника «туннельный эффект», позволяют использовать аппарат в жестких производственных условиях.
- Кнопка выбора сварочного процесса: ТИГ переменный тока, ТИГ постоянный ток; ТИГ постоянный ток с режимом подъема дуги Lift; MMA.
- Кнопка выбора режима сварки: 2-тактный; 4-тактный; циклический; таймер точечной сварки.
- Возможность регулировки частоты импульсной TИГ сварки от 0,5 до 2000 Гц с подключением функции Syn Pulse.
- Баланс прямоугольной волны переменного тока и функция Balance Plus.
- Регулировка частоты прямоугольной волны.
- Установка диаметра вольфрамового электрода для улучшения контроля зажигания дуги и динамических свойств дуги.
- Выбор формы волны: прямоугольная; смешанная; синусоидальная; треугольная.
Функциональные возможности.
- Бесконтактный / контактный поджиг дуги.
- Высокочастотное зажигание дуги.
- Режим подъема дуги Lift.
- Режим форсирования дуги.
- 2/4-тактовый режим работы.
- Плавная регулировка сварочного тока и напряжения.
- Предварительная и послесварочная продувка газа.
- Регулировка времени нарастания и спада сварочного тока.
- Регулировка тока заварки кратера.
- Импульсная сварка.
- Легкий импульс.
- Цифровой вольтметр и амперметр.
- Программирование (до 9 программ).
- Режим сварки на прихватках.
- Режим циклической сварки.
- Встроенный блок защиты от больших перепадов напряжений в сети PFC (только для модели 2200).
Импульсная сварка обеспечивает меньшее тепловложение по сравнению с обычным способом сварки, что позволяет сваривать более широкий диапазон толщин. За счет повышения частоты до 500 Гц достигается высокая степень сжатия дуги, тем самым уменьшается зона термического влияния, что позволяет повысить эстетичный вид сварного шва. Повышается качество сварки тонких материалов (0,5−0,8 мм), исключаются прожоги, снижается коробление во время и после сварки.
Легкий импульс позволяет оператору выставить только значение максимального сварочного тока, а машина сама автоматически подберет значение частоты (0,5−500 Гц) и длительность сварочного тока. Благодаря использованию данной функцию значительно снижаются требования к квалификации сварщика.
Функция Цикл позволяет посредством быстрого нажатия кнопки на горелке мгновенно переключиться между двумя заранее установленными значениями сварочного тока. Эта функция применяется при сварке разнотолщинных профилированных заготовок, где требуется продолжительная смена значений сварочного тока. Возможность использования большого стартового сварочного тока необходима для подогрева свариваемых заготовок.
Функция Syn Pulse в зависимости от выбранной амплитуды тока автоматически с использованием синергетики, генерирует соответствующую частоту следования и основной ток. Возможность предварительной установки величины импульсных параметров сокращает время настройки, обеспечивая тем самым оптимальные импульсные комбинации параметров, что дает возможность даже малоквалифицированным сварщикам работать на данном типе оборудования.
Высокочастотная сварка на постоянном токе − импульсная сварка TIG, обеспечивающая хороший контроль дуги и уменьшение коробления.
Высокочастотная импульсная сварка (до 2000 Гц) применяется для тонких материалов, обеспечивая уменьшение конуса дуги и меньшее термическое влияние. Дуга становится более концентрированной и стабильной, что способствует увеличению скорости сварки и глубокому проплавлению металла.
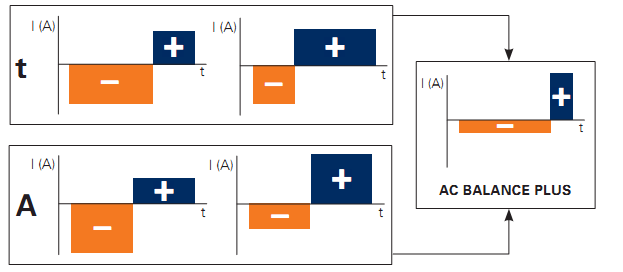
Функция Balance Plus – это возможность регулировки времени (t) и амплитуды (A) сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
Контроль формы волны переменного тока
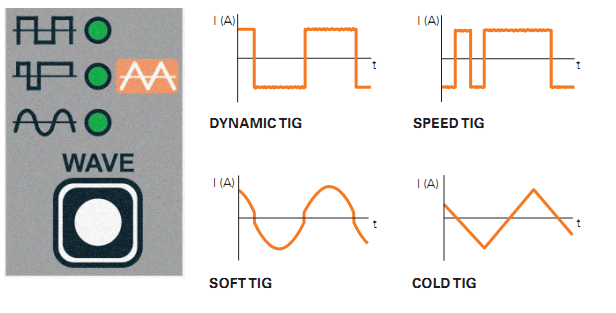
- DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.
- SOFT TIG – синусоидальная волна: более плавная и мягкая дуга со сниженным уровнем помех, идеально подходит для сварки средних толщин металла.
- SPEED TIG – смешанная волна: оптимальное проплавление при высокой скорости сварки и небольшом износе электрода.
- COLD TIG – треугольная волна: пониженное тепловложение при уменьшенной деформации материала, идеально подходит для сварки малых толщин.
Контроль частоты переменного тока
- Регулировка частоты различных форм волны переменного тока импульса переменного сварочного тока обеспечивает более глубокое проплавление и уменьшенный износ электродов.
- Высокая частота позволяет производит сварку тонких листов с очень хорошими результатами.
- Сварка на низкой частоте идеально подходит для средних толщин, а также для заготовок с плохо подготовленными кромками.
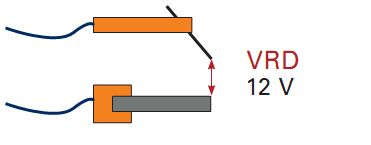
Устройство снижения напряжения VRD (для моделей MATRIX 2200 и 3000) уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Компенсация коэффициента мощности PFC
Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Аппараты аргонодуговой сварки ТИГ серии MATRIX HF

Аппараты серии MATRIX HF предназначены для сварки неплавящимся электродом в среде аргона на постоянном токе. Это надежное сварочное оборудование с большим запасом мощности и отличным качеством сварки. Аппараты MATRIX HF имеют возможность программирования под свои параметры сварки.
Все модели оснащены инверторными источниками питания, разработанными на базе IGBT транзисторов. Инверторные источники обеспечивают стабильное зажигание и горение дуги (дуга становится эластичной и гибкой), способствуют уменьшению габаритных размеров и веса аппарата, обеспечивают возможность помимо сварки W-электродом (ТИГ) работать покрытым плавящимся электродом (в режиме ручной дуговой сварки ММА). Встроенный блок компенсации входного напряжения позволяет максимально расширить диапазон допустимого сетевого напряжения (от +15 до 20% от номинала), что особенно актуально при работе с российскими электрическими сетями. Все аппараты серии MATRIX HF (кроме модели 3001 HF) могут работать в импульсном режиме сварки.
| Модель | MATRIX 2200 HF | MATRIX 2600 HF | MATRIX 3000 HF | MATRIX 3001 HF | MATRIX 4200 HF |
| Напряжение питания при 50/60 Гц, В | 1~230 | 3~400 | 3~400 | 3~400 | 3~400 |
| Потребляемая мощность, кВA | 6 | 7 | 9.1 | 9.1 | 13.3 |
| Плавкий предохранитель, A | 16 | 10 | 10 | 10 | 16 |
| Напряжение холостого хода, В | 100 | 100 | 100 | 100 | 100 |
| Диапазон по току, A | 5 - 220 | 5 - 260 | 5 - 300 | 5 - 300 | 5 - 420 |
| Сварочный ток (температура 40°С) при 100% ПВ, A | 160 | 200 | 210 | 210 | 270 |
| Сварочный ток (температура 40°С) при 60% ПВ, A | 190 | 230 | 250 | 250 | 340 |
| Сварочный ток (температура 40°С) при X% ПВ, A | 220 (30%) | 260 (40%) | 300 (35%) | 300 (35%) | 420 (40%) |
| Толщина свариваемого металла, мм | 0,5 - 7 | 0,5 - 8 | 0,5 - 10 | 0,5 - 10 | 0,5 - 12 |
| Стандарты | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 | EN 60974-1; EN 60974-3; EN 60974-10 |
| Класс защиты | IP 23; S | IP 23; S | IP 23; S | IP 23; S | IP 23; S |
| Класс изоляции | F | F | F | F | F |
| Габаритные размеры, мм | 465x185x390 | 495x185x390 | 495x185x390 | 495x185x390 | 560x220x425 |
| Вес, кг | 14 | 14 | 17.5 | 17.5 | 25 |
- Цифровой контроль всех сварочных параметров.
- Базовая комплектация с импульсным режимом, интегрированным в панель управления (функция Easy Pulse, кроме MATRIX 3001HF).
- Точное и эффективное высокочастотное зажигание дуги.
- Функция оптимизации энергосбережения Energy Saving запускает мотор вентилятора источника только при необходимости.
- Низкое энергопотребление.
- Сохранение и вызов собственных сварочных программ.
- Снижение электромагнитного возмущения, возникающего на высоких частотах только при зажигании дуги.
- Использование горелок с регулировкой тока позволяет осуществлять регулировку сварочных параметров и сохраненных программ непосредственно на самой горелке.
- Термостатическая защита от перегрева.
- Металлический корпус с ударопрочной пластиковой лицевой панелью и прочной ручкой. Панель управления защищена от случайных повреждений.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки.
- Кнопка выбора сварочного процесса: ТИГ постоянный ток; ТИГ постоянный ток с режимом подъема дуги Lift; MMA.
- Кнопка выбора режима сварки: 2-тактный; 4-тактный; циклический; таймер точечной сварки.
- Возможность регулировки частоты импульсной TИГ сварки от 0,5 до 2000 Гц с подключением функции Syn Pulse (кроме MATRIX 3001HF).
- Бесконтактный / контактный поджиг дуги.
- Высокочастотное зажигание дуги.
- Режим подъема дуги Lift.
- Режим форсирования дуги
- 2/4-тактовый режим работы.
- Плавная регулировка сварочного тока и напряжения.
- Предварительная и послесварочная продувка газа.
- Регулировка времени нарастания и спада сварочного тока.
- Регулировка тока заварки кратера.
- Импульсная сварка (кроме MATRIX 3001HF).
- Легкий импульс (кроме MATRIX 3001HF).
- Цифровой вольтметр и амперметр.
- Программирование (до 9 программ).
- Режим сварки на прихватках.
- Режим циклической сварки.
- Встроенный блок защиты от больших перепадов напряжений в сети PFC (только для модели 2200HF).
- Сварка ММА.
Импульсная сварка обеспечивает меньшее тепловложение по сравнению с обычным способом сварки, что позволяет сваривать более широкий диапазон деталей. За счет повышения частоты до 500 Гц достигается высокая степень сжатия дуги. Тем самым уменьшается зона термического влияния, что позволяет повысить эстетичный вид сварного шва. Повышается качество сварки тонких материалов (0,5−0,8мм), исключаются прожоги, снижается коробление во время и после сварки.
Легкий импульс позволяет оператору выставлять только значение максимального сварочного тока, машина сама автоматически подбирает значение частоты (0,5−500 Гц) и длительность сварочного тока. Благодаря использованию данной функцию значительно снижаются требования к квалификации сварщика.
Функция Цикл позволяет с помощью быстрого нажатия кнопки на горелке мгновенно переключиться между двумя заранее установленными значениями сварочного тока. Эта функция применяется для сварки разнотолщинных профилированных заготовок, где требуется продолжительная смена значений сварочного тока. Возможность использования большого стартового сварочного тока необходима для подогрева свариваемых заготовок.
Функция Syn Pulse в зависимости от выбранной амплитуды тока автоматически с использованием синергетики генерирует соответствующую частоту следования и основной ток.
Предварительно установленная величина импульсных параметров сокращает время настройки, обеспечивая тем самым оптимальные импульсные комбинации параметров, что дает возможность даже малоквалифицированным сварщикам работать на оборудовании.
Высокочастотная сварка на постоянном токе (импульсная сварка TIG) обеспечивает хороший контроль дуги и уменьшение коробления.
Устройство снижения напряжения VRD уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Компенсация коэффициента мощности PFC (для модели MATRIX 2200HF) – формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
CEA MATRIX 200 AC-DC
Один форумчанин прислал на ремонт такой аппаратец. Просил переделать осциллятор. В реалии оказалось, что виноват не осциллятор, а силовой первичный инвертор. Правда осциллятор уже был покоцан , его переделал на другой, от Гроверса. Для питания этого осциллятора встроил отдельный транс, потому как принцип действия родного осциллятора был немного другой. Места там немного, пришлось изворачиваться. Пересверливать отверстия и мудрить. Восстановлена сила. Виновник в реалии был один канал микры ШИМ. Оказалось она довольно редкая (даже в Китае), заказывал в Китае. Довольно долго ждал. Естественно она утянула и силовуху в пробой. Замена транзисторов там приводит к разборке всего силового блока, если не вырезать пластик. Пришлось разбирать весь силовой блок.
В итоге аппарат заработал. Кстати, плевок там так же имеется.
Прикрепленные изображения
Hlorofos ,так это почти у всех производителей такой плевок имеется. Просто никто об этом не пишет и мозг не клюёт. Как мне.
До них достучатся трудно, потому и ответа от них нет. Меня в этом убедили, я добился от производителя другой программы.
Да, на долю секунды.
tehsvar ,Алексей,ты молдчага!Еслибы не ты,то варилибы многие сундуками,а не гроверсами,да ещё без плевков.Спасибо тебе!
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Присоединюсь к ugaida ,только положительные эмоции и от аппарата,и от общения с техносваркой в целом.
ну в общем это убирается. Есть функции В АППАРАТЕ, которые это убирают, достаточно кнопочки нажать.
Осциллятор ремонтируется путем замены конденсаторов. Но итальяны уже давно доработали осциллятор и решили эту проблему. Т.е. надо купить именно доработанный вариант. Но я дорабатывал родной осциллятор, который потом стоял всю жизнь в аппарате и до сих пор работают.
насчет проблемы с управлением силовой части. это нонсенс. Видимо не повезло товарищу. Силовая часть редко накрывается.
Ставить внутрь дополнительный транс . ех. Ну Алексей, ну за чем так? Почему нельзя сделать добротно и без колхоза?! Я удивлен. Не ожидал такого.
P.S. совершенно новый инвертор от такого источника где то валяется.
зарабатываем и получаем удовольствие от процесса.
насчет проблемы с управлением силовой части. это нонсенс. Видимо не повезло товарищу. Силовая часть редко накрывается.
Не спорю. Хотя за 16-17 лет ремонта штук и три у меня и штук 5-6 у напарника пробегали с выбитым каналом ШИМ. На 150-180 Радугах. Сила там идентична. ШИМ так же.
Ставить внутрь дополнительный транс . ех. Ну Алексей, ну за чем так? Почему нельзя сделать добротно и без колхоза?! Я удивлен. Не ожидал такого.
Осциллятор от Гроверса работает от 17 до 27 вольт. Постоянка - переменка не имеет значения. Потребление сейчас точно не помню, но около 500 милиАмпер в максимуме. Какое питание в инверторе нужно было взять, не просадив при этом рабочие режимы этой цепи ? Плюс помехи по питанию, что он даёт в момент работы ?
При осмотре лишних ампер в питальнике аппарата я не углядел. Да и особой помехозащищённости.
Потому и принято было решение установить отдельный транс. Только на осциллятор. По размеру конечно лишка, с огромным запасом. Тут особо выбора у меня нет. Не Москва. Зато надёжно. Осциллятор установлен в пакете для предотвращения попадания пыли. Стоит на том же самом месте, что и оригинал.
Как я уже и говорил, осциллятор что пришёл ко мне в данном аппарате, уже был убит. Транс.
Что же именно тебя так возмутило в этой доработке ?
Не спорю. Хотя за 16-17 лет ремонта штук и три у меня и штук 5-6 у напарника пробегали с выбитым каналом ШИМ. На 150-180 Радугах. Сила там идентична. ШИМ так же.
Предложения .
Осциллятор от Гроверса работает от 17 до 27 вольт. Постоянка - переменка не имеет значения. Потребление сейчас точно не помню, но около 500 милиАмпер в максимуме. Какое питание в инверторе нужно было взять, не просадив при этом рабочие режимы этой цепи ? Плюс помехи по питанию, что он даёт в момент работы ?
При осмотре лишних ампер в питальнике аппарата я не углядел. Да и особой помехозащищённости.
Потому и принято было решение установить отдельный транс. Только на осциллятор. По размеру конечно лишка, с огромным запасом. Тут особо выбора у меня нет. Не Москва. Зато надёжно. Осциллятор установлен в пакете для предотвращения попадания пыли. Стоит на том же самом месте, что и оригинал.
Как я уже и говорил, осциллятор что пришёл ко мне в данном аппарате, уже был убит. Транс.
Что же именно тебя так возмутило в этой доработке ?
Да, этот матрас 200-т амперный . та же радуга. Только в другом корпусе. Есть радуга 200ХФ, но она чуть слабее. Следущий был 250. Поэтому и сделали 200-ый матрас с увеличенными параметрами.
Осциллятора надо было взять оригинала. Просто такой колхоз при вскрытии меня всегда убивает. И резисторы МЛТ.
Свиснул бы, есть платка осциллятора на доработку. Забрал бы без колхоза. И сделал бы без колхоза надо было клич кинуть
А в радугах ШИМ вылетал. Не часто но было. В них провод питания осциллятора (или . не помню уже) шел рядом с ШИМ. Когда сдвигал дальше, то все работало без проблем. Видимо наводки ШИМ убивали. Микросхема проблемная, действительно не везде. Но еще в запасниках, пара есть. Итальяны присылали.
Но в целом, как вижу, от гроверса очень похожий осциллятор. Питание родное шло от инвертора. Поэтому если инвертор труп, то и осциллятор не работал
Инвертор для ручной дуговой сварки CEA Matrix 2200 E
Мощный, компактный и легкий аппарат MATRIX 2200 E - один из самых инновационных, высокопроизводительных и технологически передовых однофазных источников питания, когда-либо произведённых для дуговой сварки штучным электродом. Устройство PFC Компенсации Коэффициента Мощности оптимизирует количество потребляемой энергии, что позволяет без проблем использовать этот мощный источник с предохранителем на 16 А. Таким образом, этот аппарат явлется идеальным решением для осуществления квалифицированной сварки и ремонта, когда необходим мощный и портативный сварочный аппарат. Благодаря своему цифровому сварочному контроллеру, аппараты MATRIX 2200 E, разработанные на базе последнего поколения инверторных технологий IGBT, обеспечивают идеальную стабильность сварочных параметров, за счет чего достигается высокое качество сварного стыка при использовании всех типов электродов, включая целлюлозные, а также при использовании режима подъема дуги “Lift”.
Особенности MATRIX 2200 E:
- Встроенный блок защиты от больших перепадов в сети PFC
- Цифровое устройство управления всеми сварочными параметрами
- Сварочный ток (при 40 о C) 150 A при ПВ 60% для сварки ММА, 140 A при ПВ 100% для сварки ТИГ
- Цифровой амперметр и вольтметр отображает установленное значение сварочного тока и последнюю выбранную функцию
- Низкое энергопотребление (-30%)
- Высокая надежность при использовании с электрогенератором
- Подходит для работы с сетевым кабелем длиной более 100 м
- Отличные сварочные характеристики при ТИГ и ММА сварке с любым типом электродов, а также при использовании режима подъёма дуги “Lift”
- Возможность активации функции VRD (стабилизация напряжения)
- Функция оптимизации энергосбережения "ENERGY SAVING” запускает мотор вентилятора источника только при необходимости
- Возможность запоминания сварочных параметров (до 99 задач/программ)
- Режим "Ожидание" при применении пульта дистанционного управления
- Возможность Авто-диагностики для поиска и устранения неисправностей
- Небольшой вес и размер аппарата, портативность
- Панель управления с защитным экраном
- Класс защиты IP 23 и электронные компоненты, защищенные от попадания пыли, благодаря инновационной принудительной системе охлаждения источника "туннельный эффект", позволяют использовать аппарат в жестких производственных условиях
- Функция "антистик" предотвращает залипание электрода
VRD – УСТРОЙСТВО СНИЖЕНИЯ НАПРЯЖЕНИЯ
VRD уменьшает напряжение холостого хода до 12 В, что дает возможность использовать аппараты в жестких условиях окружающей среды для обеспечения максимальной безопасности оператора.
PFC КОМПЕНСАЦИЯ КОЭФФИЦИЕНТА МОЩНОСТИ
Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту машины от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Читайте также: