Сварочный аппарат к трактору
Сварочные тракторы TW являются составной частью аппарата и предназначены для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
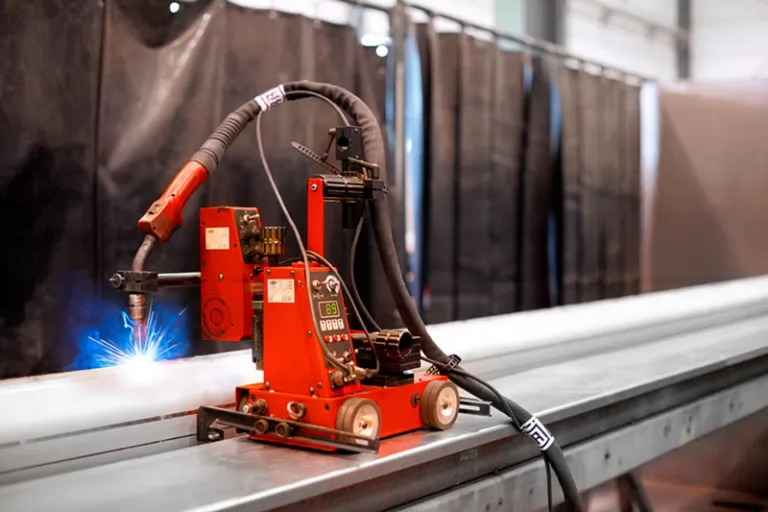
Источник тока AlphaSAW-1250 и его модификации в сочетании с сварочным трактором КЕДР AlphaTRAC-1 представляют собой высокотехнологичный комплекс оборудования для автоматизированной сварки под слоем флюса.
ASAW 1000 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Сварочный трактор КЕДР AlphaTRAC-1 и его модификации в сочетании с источником тока AlphaSAW-1250 представляют собой высокотехнологичный комплекс оборудования для автоматизированной сварки под слоем флюса.
Промышленный многофункциональный сварочный аппарат для сварки под флюсом изделий из углеродистых, низколегированных, нержавеющих сталей больших толщин, от 4 до 50 мм. Сварочные процессы: автоматическая сварка под флюсом SAW, ручная дуговая сварка (ММА), воздушная строжка (Googing). 100 % продолжительность работы.
Оборудование предназначено для автоматической сварки под флюсом, как проволокой сплошного сечения , так и самозащитной порошковой. Оборудование также можно использовать для ручной дуговой сварки, наплавки и строжки.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом трубных изделий с разделкой или без разделки кромок.
Сварочный трактор является составной частью автоматов МС-1001А1 и МС-1251А1 и предназначен для сварки под флюсом изделий различного типа (как плоских пространственных, так и при сварке «в лодочку») с разделкой или без разделки кромок.
ASAW 1250 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Сварочный автомат ТС-16 (сварочный трактор) применяется для автоматической электродуговой сварки электродной проволоки под слоем флюса
Выпрямитель сварочный ВДУ-1202 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Выпрямитель ВДУ-1000 предназначен для комплектации сварочных автоматов.
Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Сварочный автомат АДГ-630 предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой в среде защитных газов изделий из малоуглеродистых и низко-легированных сталей на постоянном токе.
Трактор сварочный ТСФ-101 с плавным регулированием скорости подачи электродной проволоки и скорости сварки, предназначен для автоматической электродуговой сварки однопроходных и многопроходных соединений внахлестку, угловых, тавровых, а также стыковых соединений с разделкой и без разделки кромок.
Выпрямитель ВДУ-1204 в комплекте со сварочным автоматом предназначен для сварки под слоем флюса изделий из углеродистых и легированных сталей, а также может быть использован для воздушно-дуговой резки (строжки) угольным электродом в режиме падающей внешней характеристики.
Трактор сварочный ТС-16-1 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей со ступенчатой регулировкой скорости подачи электродной проволоки и ступенчатой регулировкой скорости перемещения тележки
Мощный инверторный источник питания Fubag SW 1250 для автоматической сварки под слоем флюса. Имеет широкий диапазон настройки сварочной дуги и длительный цикл продолжительности включения, что обеспечивает непрерывность процесса сварки металла любой толщины.
Выпрямитель для дуговой сварки Пионер - А 1000 с универсальными внешними характеристиками предназначен для различных видов сварки.
Выпрямители сварочные Пионер - А 1200 предназначены для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Выпрямитель сварочный ВДУ-1001 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Трансформаторы ТДФЖ-1250 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Компактный минитрактор АДГ-500 с электроприводом, предназначен для механизации процесса сварки плавящимся электродом в среде защитных газов (MIG/MAG) в горизонтальном, наклонном и вертикальном положениях.
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной, механизированной сварки, а также ручной дуговой строжки металла.
Сварочная головка СГФ-1000 в комплекте с источником сварочного тока предназначена для дуговой сварки кольцевых швов с разделкой кромок. Сварка осуществляется на постоянном токе плавящимся электродом под слоем флюса.
Аппарат для автоматической сварки под флюсом, ручной дуговой сварки, наплавки и строжки металла. Комплект поставки состоит из источника питания, передвижной каретки бункер с флюсом и блок управления.
Профессиональный SAW-аппарат MZ 1000 (J58) – мощный инверторный источник тока, который предназначен для интенсивной и высококачественной сварки под слоем флюса с полностью автоматизированным циклом. Мощная система охлаждения и современная инверторная технология гарантируют высокий КПД и ПН.
Автоматический аппарат MZ 630 (J38) — мощный сварочный инвертор для полностью механизированной сварки под слоем флюса для быстрого и качественного соединения металлических изделий с протяженностью шва от нескольких метров и толщиной кромок до 30 мм.
Промышленный аппарат MZ 1250 (J40) для автоматической сварки под слоем флюса с питанием от сети 380 В позволяет сваривать большинство металлических изделий из разных марок сталей, цветных или черных металлов. Высокая мощность, полностью механизированный процесс сварки обеспечивают идеальный шов с оптимальной глубиной проплавления и без необходимости доработки кромок.
Сварочный трактор KEMPPI MagTrac F 61 — это быстрый и простой способ перехода от ручной сварки MIG/MAG к эффективной механизации.
ASAW 630 II – относится к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Самоходные автоматы тракторного типа для сварки стыковых, нахлёсточных и тавровых швов внутри колеи и вне колеи
Малогабаритный сварочный автомат для дуговой сварки и наплавки АДФГ-305 (исполнение для сварки и наплавки в среде защитных газов)
Сварочный трактор АДФ-630 в комплекте с источником сварочного тока предназначен для автоматической сварки под флюсом изделий из малоуглеродистых и низколегированных сталей.
Трансформаторы ТДФЖ-1002 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Мощный источник питания КЕДР MZ -1250 предназначен для автоматической сварки под слоем флюса.
Мобильный и функциональный сварочный трактор FD12-200T предназначен для автоматической сварки под слоем флюса.
Сварочный трактор является составной частью аппарата и предназначен для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Сварочный трактор используется для высокопроизводительной сварки под флюсом.
Мощный источник питания КЕДР MZ -1250 предназначен для автоматической сварки под слоем флюса. Автомат сварочный MZ -1250 способен обеспечить качественный процесс сварки в паре с трактором FD 12-200T или сварочной колонной.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Трактор сварочный двухголовочный 2ТС-16 в комплекте с источниками сварочного тока предназначен для автоматической сварки под слоем флюса тавровых соединений, приварки трапециевидного профиля двумя наклонными электродами.
Сварочный трактор АДФ-1000 предназначен для автоматической однослойной и многослойной сварки и наплавки электродной проволокой под флюсом на постоянном токе.
Автомат сварочный угловой АСУ-5 предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости высотой более 170 мм.
Выпрямитель сварочный ВДУ-1500 с универсальными внешними характеристиками предназначен для комплектации автоматов для сварки и наплавки под слоем флюса.
Особенности сварочных кареток
В процессе работы современного крупного производства все более востребованы сварочные каретки. В этой статье ознакомимся подробнее с данным инструментом.
Что это такое?
Такой элемент представляет собой агрегат с приводом передвижения, на котором фиксируется сварочная горелка. Данное устройство перемещается по траектории сварного стыка. Это оборудование бывает 2-х видов.
- Каретка, снабженная магнитными колесами или поддоном. В этом варианте движения осуществляются напрямую по конфигурации обрабатываемой детали.
- Каретка с направляющими. Здесь движение осуществляется по направляющим. Данный вид используется для обработки швов тавровых и стыковых типов. Для выполнения сварки фигурных поверхностей, емкостей, имеющих определенный радиус изгиба, используются гибкие направляющие, которые фиксируются к устройству с помощью специальных держателей (работают по вакуумному либо магнитному принципу). Удерживающие устройства создают надежное закрепление одной либо сразу двух горелок на требуемом расстоянии сварки, фиксацию расположения горелки с помощью специальных слайдеров, наклон устройства в поперечном направлении стыка и в его плоскости.

Благодаря системе управления есть возможность регулировки оборотов сварки в значительном интервале и обеспечения подачи оповещений на источник для подключения, выключения режима.
Эксплуатация самоходных кареток обладает следующими преимуществами перед применением полуавтоматов ручного вида.
- Возможность применения стандартного устройства. При введении в процесс изготовления таких деталей не требуется приобретения дополнительного специального оборудования. Основная их часть работает вместе с обыкновенными сварочными полуавтоматами и горелками.
- Нет потребности в дополнительных тратах для обучения сварщиков. Простота в управлении сварочным устройством позволяет работать на привычных полуавтоматах, поэтому не требуется дополнительная подготовка сварщика. Нужно будет пройти только краткое ознакомление по управлению и обслуживанию с самого устройства. С подобной работой справятся даже низкоквалифицированные сварщики. Все это возможно благодаря тому, что основные показатели режима сварки предварительно проверены опытными специалистами и установлены на источнике сварки. Фиксация горелки по отношению к свариваемому стыку обозначается предварительно. От оператора потребуется лишь точная фиксация каретки на обрабатываемой конструкции, выбрать требуемый режим работы на источнике и включить оборудование.
- Более высокий уровень качества работы. При выполнении сварочных работ с применением каретки все установленные параметры будут постоянны, и определяются они фиксацией горелки в удерживающем устройстве горелки. Темп работы не меняется на всей протяженности перемещения дуги вдоль стыка. Также под контролем будет и траектория движения дуги вдоль стыка. Все это способствует формированию одинаковой конфигурации сварных швов.
- Увеличение производительности сварочных операций. Любая автоматизация способствует увеличению производительности труда. При ручном выполнении сварочных операций работнику в процессе приходится менять положение, также требуется изменение положения свариваемого элемента, потом гасится дуга. Перед возобновлением рабочего процесса зачищается конец шва от мелких частиц, провариваются перекрытия шва. На все подобные манипуляции уходит немало времени. Благодаря непрерывному передвижению сварочной каретки не происходит прерывания момента сварки, поэтому операция выполняется быстрее.
- Сокращение сварочных неровностей. Благодаря максимально точному контролю показателей количество неровностей на конструкции будет минимальным.
- Значительная экономия материалов. Благодаря балансу правильного выставления показателей и их поддержанию в установленных пределах в процессе сварки удается избежать лишних трат.
- Сокращение денежных затрат на другие операции.
Так как с использованием каретки получаются гладкие, аккуратные швы, отпадает необходимость лишних затрат по зачистке околошовной области.
Популярные модели
Одним из известных производителей сварочных кареток является польская компания Promotech. Данная марка выпускает четыре модели, каждая из которых представляет определенный тип самоходных кареток. Ознакомимся с ними более подробно.

Gecko
Это наиболее простой вариант с колесами магнитного типа, который передвигается по самой свариваемой заготовке. Данное устройство может создавать все виды швов в любых пространственных положениях. Приводные колеса дают неплохое удержание на заготовке с мягким и постепенным передвижением. Основным видом швов, которые выполняются с использованием этой каретки, являются тавровые.
Также с помощью этого устройства можно варить стыки на деталях с кривыми линиями. Еще одним преимуществом каретки является возможность использования ее для газокислородной резки.


Lizard
Конструкция данной каретки аналогична предыдущему варианту. Отличительными качествами являются сокращенный вылет роликов для упора и чуть более высокая скорость передвижения по горизонтальному направлению. Ярким отличием считаются усложненная система для управления и возможность применения осцилляторов.
Существующая система управления дает возможность формировать прерывистые швы. Блок управления устройства снабжен запрограммированной системой и энергозависимым запасом на 40 различных режимов работы, благодаря чему каретку можно задействовать для сварки легких панельных сооружений со швами прерывистого вида.


Rail Bull
Данный вариант не обладает колесами с подмагничиванием и передвигается по рельсам направляющего вида, зафиксированным на свариваемой конструкции. Деталь выпускается вместе с линейным блоком колебаний, который обеспечивает два вида траектории – в форме треугольника и трапеции. Этот агрегат может использоваться и для строжки основы шва.
Основным назначением самоходной каретки в отрасли судостроения является сварка соединительных мест в стапельной отрасли и большой перечень функций в ремонте судов.


Нюансы выбора
При подборе каретки следует учитывать следующие характеристики:
- тип заготовки (балка, лист);
- толщину материала и наличие разделки кромки;
- пространственное расположение во время сварки.
Для выполнения определенных работ потребуется соответствующая по функциям самоходная каретка.
Сварочный трактор. Автоматизация сварочного процесса

Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов.
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.

Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.

Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.

В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
Применение тракторов позволяет:
- Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
- Стабилизировать условия поджига сварочной дуги.
- Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
- Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.

Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.

Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.
Что такое сварочный трактор?
Разновидностью автоматического сварочника является сварочный трактор, осуществляющий сварку без участия человека. Оператор задает необходимые вольт-амперные показатели рабочего тока, контролирует передвижение агрегата. В автоматическом режиме возможна сварка в облаке защитного газа или под флюсом. Разработано несколько видов автоматов на колесном и рельсовом ходу. Многие из аппаратов многофункциональные, выполняют сварку в нескольких режимах.
Назначение сварочных тракторов
По сути, тракторный агрегат – это разновидность оборудования для промышленной автоматизированной электродуговой сварки с большой производительностью. Область применения каждой из моделей ограничена функционалом. В зависимости от конструкции подвижной рамы тракторный агрегат сварочный на колесах используется для стыковой или угловой сварки, возможно соединение элементов внахлест или «в лодочку» (стыки располагают под углом менее 45°). Когда в сварочном тракторе предусмотрены боковые ролики, осуществляется боковое соединение, в этом случае движение аппарата происходит по двутавровым балкам.
Самоходный автомат передвигается на колесах или по специальным рельсам. Вектор движения зависит от траектории сварного шва. Имеются мобильные агрегаты, которые без труда можно перенести в другое место. Сварочные тракторы используются при массовом производстве, некоторые модификации оснащаются дополнительными опциями:
- регулировкой подачи флюса, дозатором и отсосом излишков порошка (тракторы для сварки под флюсом обычно многофункциональные);
- лазерной настройкой контура шва (необходимая функция для выполнения швов сложной геометрии);
- направителя второй катушки сварочной проволоки;
- головкой подачи газа и сварочной проволоки (необходим для нержавеющих сталей, легко окисляемых цветных сплавов).
Тракторные сварочные механизмы отличаются высокой производительностью, низким процентом брака, хорошим качеством соединений.
Устройство
Типовая конструкция агрегата схожа у всех модификаций, включает несколько основных узлов:
- ходовая тележка бывает на колесном и рельсовом ходу (двигается по направляющим), от типа передвижения зависит тип образуемых швов;
- сменная катушка со сварочной проволокой необходима для бесперебойной подачи присадки в рабочую зону;
- механизм подачи проволоки бывает с разным числом направляющих и тянущих роликов;
- система направляющих определяет мобильность перемещения электрода; сварочная головка представляет собой тугоплавкий электрод для розжига и поддержания электродуги;
- пульт управления создан для рациональной настройки, агрегат предназначен для соединения заготовок различной толщины.

Обычно все управление размещается в корпусе тракторной тележки, иногда блок выносится отдельно для удобства пользования аппаратом.
Двигатель приводит в движение механизм подачи присадки и элементы ходовой части. С помощью редукторов изменяется частота и скорость вращения отдельных узлов. Сложность системы управления зависит от конструкционных особенностей профессиональной электротехники. Использование лазерных считывающих устройств, блоков непрерывного мониторинга полностью исключают влияние человеческого фактора на качество сварки. Аппарат способен работать дистанционно и независимо.
Классификация
Разработаны модели сварочных тракторов под все виды сварки. При выборе техники пользуются классификацией по многим признакам:
одномоторные оснащаются понижающими редукторами на узлах подачи присадки, модели легкие, мобильные, но с низкой производительностью, минимальным функционалом;
двухмоторные конструкции более массивные, но точность регулировки настройки существенно увеличивается, отдельно подается усилие на ходовую часть и узел подачи сварочной проволоки, устройства способны выполнять швы любой сложности.
- Агрегаты различаются по методу защиты металла от окисления, перегрева:
тракторы с открытой дугой аналогичны традиционным ручным электродуговым сварочникам;
модификации с подачей защитного газа работают с инертными смесями и активным газом, сопло расположено так, что облако создается непосредственно над ванной расплава, расход газа минимальный;
у сварочных тракторов для сварки под флюсом имеется автоматический дозатор порошка, защищающего металл от перегрева или окисления, образующего шлаковый слой.
- Количество головок у тракторов тоже бывает разным:
однодуговые предназначены для традиционной электросварки;
двух- и трехдуговые одновременно формируют несколько швов, параллельных друг другу.
рельсово-роликовые конструкции с параллельными или круговыми направляющими.
Специальных присадок и флюсов для трактора не требуется, используются расходники для обычной сварки.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
Читайте также: