Сварочный аппарат для газопроводов
Раньше при устройстве промышленных и бытовых коммуникаций использовали трубы из чугуна, стали, меди. С появлением полимеров, не уступающих металлическим изделиям по прочности, износостойкости и инертности к воздействию химических веществ, трубный материал стали производить из полипропилена, полиэтилена, поливинилхлорида, полибутилена и пр.
Хорошо себя зарекомендовали полиэтиленовые трубы для газопровода – практичные, эластичные, легкие, заметно облегчающие транспортировку и монтаж. Если вы решили газифицировать частный дом, то не лишним будет узнать более подробно о технических характеристиках, условиях и способах монтажа труб из полиэтилена.
Трубы ПНД для газопровода
Полиэтилен низкого давления применяют не только для изготовления элементов газопровода. Его используют и для устройства других коммуникаций – водопровода, канализации, защитных технических трубопроводов. Виды труб отличаются составом, характеристиками, маркировкой.
Виды и типоразмеры
Полимерные напорные трубы для газа могут состоять только из полиэтилена или усилены дополнительными слоями.
Таким образом, выделяют три типа:
- полиэтиленовые, в том числе обозначенные желтыми полосами;
- полиэтиленовые с расположенными внутри или снаружи соэкструзионными слоями;
- полиэтиленовые с термопластовой защитной оболочкой, которую необходимо снимать перед монтажом.
Все виды трубного материала предназначены для транспортировки различных газов, соответствующих нормам ГОСТ 5542 и применяемых в качестве сырья или топлива для промышленных и бытовых нужд. Приняты ограничения для использования трубопроводов: max раб. давление – 1,2 МПа, max раб. температура -/+40°С.

Трубы реализуют упаковками различного вида: изделия с диаметром от 200 мм и выше – только прямыми отрезками, более тонкие – катушками или бухтами
Промышленная продукция поставляется отрезками 5-24 м, кратными 0,25 м, но чаще средней длины, удобной для перевозки спецтехникой – например, 13 м. Намотка тонкой трубы в бухте предполагает различную длину, но чаще можно встретить мотки по 200, 500, 700 м. Возможно производство изделий и другой длины, но только по согласованию с заказчиками.
В зависимости от толщины стенок и раб. давления трубы делят на два вида:
ПЭ (варианты – ПЕ, PE) в названии – это полиэтилен, цифры 80 и 100 – марки полиэтилена.
С точки зрения экономической целесообразности марку ПЭ 100 используют при монтаже газопровода высокого давления или в особых случаях – например, для реконструкции старой изношенной магистрали или строительства экспериментальных веток с давление от 0,6 Мпа и выше.
Технические характеристики и маркировка

Внешне трубы должны иметь гладкую поверхность, без пузырей, раковин и трещин. Посторонние включения, видимые невооруженным глазом, также исключены. Допускаются только незначительная волнистость и продольные полосы
С точки зрения цвета возможность вариативность:
- ПЭ 80 – желтые;
- ПЭ 100 – желтые, оранжевые, черные с желтыми/оранжевыми полосами, распределенными равномерно.
В документе прописаны нормы и таких характеристик, как стойкость при постоянном внутреннем давлении, удлинение при разрыве, стойкость к распространению трещин, термостабильность, свариваемость.
Производители наносят маркировку различными способами: термотиснением, цветной печатью, термотиснением с окрашиванием. Интервал между знаками – не более 1 м
Маркировка не должна влиять на качество материала, то есть провоцировать трещины, вздутия и пр.
Буквы и цифры должны легко читаться, быть разборчивыми и понятными. К обязательным относятся:
- товарный знак или наименование изготовителя;
- условное обозначение трубы;
- дата изготовления;
- номинальный диаметр/толщина стенки;
- назначение;
- ГОСТ.
Остальные данные – название страны, номер партии и др. – наносят по желанию.
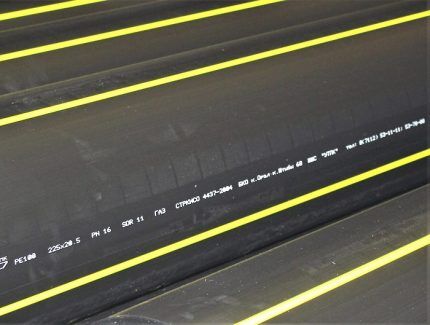
Для примера разберем один из образцов:
По маркировке легко определить, подходят ли трубы для бытового или промышленного применения, соответствуют ли по назначению и диаметру.
Преимущества и недостатки полиэтилена
Благодаря достоинствам полиэтилена его используют для транспортировки такого опасного вида топлива, как природный газ.
К основным преимуществам относят такие качества, как:
- Электроизоляционные свойства. Полиэтилен – полноценный диэлектрик, не проводит электротоки. При монтаже не требуется заземление.
- Устойчивость к воздействию агрессивных химических веществ, которые могут содержаться в грунте или на производстве.
- Отсутствие коррозии, возможность использования во влажной среде.
- Пластичность, благодаря которой трубопровод защищен от подвижек грунта, расширений при замерзании, гидроударов.
- Пассивность к передаче акустических колебаний.
Степень износостойкости достаточно велика – производители современных труб ПЭ для газа дают гарантию от 30 до 50 лет.

Одно из значимых преимуществ – легкий вес труб, который упрощает транспортировку, хранение и монтаж. Часто отпадает необходимость в использовании спецтехники, что снижает общие расходы на газификацию объектов
К недостаткам относят такое свойство полиэтилена, как фотодеструкция. Это значит, что материал под действием ультрафиолета быстро стареет и рассыпается. Чтобы как-то улучшить устойчивость полиэтилена к солнечному излучению, в материал в качестве стабилизирующего средства добавляют черный пигмент.
Среди остальных минусов – небольшой диапазон рабочих температур транспортируемого вещества, проницаемость для кислорода, зависимость технических характеристик от внешней температуры.
Из-за перечисленных недостатков газопроводы из полиэтиленовые труб используют только в грунте, на открытых участках устанавливают металлические аналоги.
Монтаж полиэтиленовых газовых труб
Самостоятельно производить монтаж газопровода к частному дому или промышленному объекту запрещено. Этим должна заниматься организация, имеющая лицензию и обоснованное лицензией право на проведение данного вида работ. Она же в дальнейшем осуществляет и обслуживание – производит проверку, тестирование или ремонтные работы.

Обычно строительством магистрального газопровода занимается бригада рабочих по заранее разработанному плану. Практически всегда без тяжелой техники и специального инструмента не обойтись
Сначала получают разрешение на проведение строительных работ, создают пакет проектно-сметной документации и выстраивают геодезическую разбивочную ось. Затем проводят подготовку, куда входят планировка трассы, земельные работы, транспортировка и раскладка труб, установка инструмента для сварки. И только потом приступают непосредственно к монтажным работам – укладке и сварке труб.
Обзор способов соединения труб
Полиэтилен отличается тем, что при нагревании меняет свои свойства и плавится. Это качество используют для создания неразъемных соединений газопровода – то есть для сварки труб.
Выделяют два способа сварки:
- стыковой, без использования фасонных элементов;
- электромуфтовый, с применением электрорезисторных фитингов.
Первый способ применяют в промышленных целях, для сварки труб большого диаметра, второй – для создания бытовых газовых ответвлений от центральной магистрали.
Если необходимо разъемное соединение, то применяют третий способ – компрессионный. Концы труб соединяют обжимными фитингами, которые при необходимости можно снять или заменить.

Компрессионная технология актуальна для временных решений или проектов, которые в дальнейшем планируется модернизировать. Но чаще разъемные соединения применяют для водопроводов
Сначала рассмотрим, как выполняют сварку. Подготовительные работы проходят по одному плану:
- Подборка и проверка материалов для монтажа и инструментов. Нагреватели, скребки и торцеватели чистят, удаляют остатки полиэтилена и пыль, протирают растворителем. Трущиеся поверхности и узлы смазывают. Подбирают подходящие по диаметру вкладыши и зажимы.
- Выбор параметров сварки. Инструменты программируют, заносят определенные параметры в память нагревательного оборудования.
- Подготовка рабочего участка. Концы труб очищают от песка, налипшей глины, пыли, обтирают. Свободные концы прикрывают заглушками. Окислившиеся торцы зачищают скребками.
- Фиксация и центрирование труб. Перед сваркой необходимо устранить овальность, поэтому концы труб центрируют, а затем закрепляют в нужном положении – ровно напротив друг друга.
- Обработка торцов. С поверхности на концах снимают стружку толщиной 0,1-0,3 мм. Зазор между отрезками, соединенными встык, должен быть не более 0,3 мм. После чистки необходимо произвести сварку, не допуская загрязнения.
После подготовительных работ производят сварку.
Соединение при сварке «встык» происходит за счет «срастания» оплавленных торцов. Оплавления можно добиться, используя нагревательный инструмент с дисковым рабочим элементом.
В процессе сварки важно учитывать такие критерии, как температура и время оплавления, сила давления торцов, длительность периода осадки, давление во время осадки и время охлаждения.
Устанавливают торцеватель и, вращая ручку, управляют торцевателем, чтобы снять верхний слой полиэтилена и подготовить трубы
После торцевания удаляют снятую стружку, проверяют качество зачистки концов, обезжиривают их и проверяют точность примыкания краев
Признаки надежного шва – ровный однородный рубец, невозможность разъединить трубу, применив усилия. Сварное соединение способом плавления считается очень прочным и не требует дополнительных мер по герметизации.
Второй способ – электромуфтовой – отличается наличием соединительных элементов – муфт, переходников, отводов, тройников. На внутренней поверхности фитингов закреплена металлическая спираль, которая нагревается от электротока и расплавляет полиэтилен. В результате фитинги «срастаются» с трубами, образуя неразъемные соединения.
При выборе элементов для соединения труб для газа из полиэтилена, а также в процессе выполнения процедуры важно учесть такие параметры, как напряжение тока, время сварки и охлаждения.
Технология проще, чем у сварки встык, и происходит в следующем порядке:
Перед началом работы необходимо подготовить комплект инструментов: торцеватель, резак, измерители, маркер, рулетку, а также жидкость для обезжиривания
Чтобы место реза было идеально ровным, используют специальный инструмент – его устанавливают на конец трубы и поворачивают несколько раз
Переходник должен по всем параметрам подходить трубам, которые необходимо соединить. Обязательно учитывают диаметр и толщину стенки
Измерив длину муфты и разделив ее пополам, наносят разметку на концы обеих труб для дальнейшего снятия фаски
Устанавливают специальный аппарат для снятия верхнего слоя полиэтилена и, вращая его, снимают стружку с поверхности
Обозначают границы участка сварки, а затем обезжиривают все задействованные участки – внутреннюю поверхность муфты и внешнюю – труб
Трубы заводят в муфту и соединяют их друг с другом максимально плотно. Муфта находится ровно посередине рабочего участка
В специальные отверстия в муфте вставляют электроды и подключают электроток. Полиэтилен плавится, в результате чего получается монолитное соединение
Современные сварочные аппараты оснащены пультом управления с дисплеем. Процедуру выполняют по программе, выбранной в зависимости от типа трубы.
Разъемные соединения при устройстве газопровода используют крайне редко. Для этого также применяют фитинги, но их закрепляют механическим путем, без нагревания.
Соединительные элементы состоят из двух частей – обжимного кольца и корпуса. В результате закручивания резьбовых деталей получается прочное, но нестабильное соединение. Если необходима дополнительная надежность, части фитинга скручивают болтами и гайками.
Правила обустройства газопровода ПНД
При монтаже и эксплуатации полиэтиленовых труб следует соблюдать множество правил, обеспечивающих как исправность газопровода и оборудования, так и безопасность пользователей.
Существует масса запретов на прокладку магистралей. Например, нельзя проводить газ с помощью труб ПНД в скальных и сильнопучинистых грунтах, а также грунтах 2 типа просадочности. Если район подвержен землетрясениям и в нем наблюдается сейсмичность выше 6 баллов, необходимо для прокладки коммуникаций использовать другой материал.

Полиэтилен не применяют в промышленных и жилых зданиях, под открытым небом, в коллекторах и каналах. Вместо него устанавливают стальные трубы
Если разрешено использовать ПНД трубы, необходимо выполнять ряд условий. Например, на крутых склонах необходимо обезопасить газопровод от возможного размытия траншей и принять дополнительные меры по их укреплению.
При пересечении подземных коллекторов или каналов, канализационных или силовых коммуникаций, колодцев полиэтиленовые трубы заключают в металлические футляры. Расстояние от поверхности газопровода до внутренней стенки футляра – не менее 10 см.
В одной траншее можно размещать два или более газопровода, но с обеспечением доступа к каждой ветке для обслуживания или ремонта.
В северных регионах, где температура опускается ниже -40°С, глубина монтажа увеличивается до 2,0-3,2 м.
О том, как производится прокладка газопроводной линии в футляре с вводом ее в газифицируемый дом ознакомит следующая статья, прочитать которую мы советуем всем владельцам загородной собственности.
Выводы и полезное видео по теме
Правила сварки электромуфтовым способом:
Об особенностях стыковой сварки:
Как работает сварочный аппарат для ПНД труб:
Использование полиэтиленовых труб для газификации объектов промышленного и жилого назначения стало традиционным.
ПНД – прочный и надежный материал, не вызывающий опасения. Но монтажом газопровода должны заниматься исключительно монтажники газовых сетей, обладающие опытом и знающие технологию сварки полиэтилена.
Оставляйте, пожалуйста, комментарии в находящейся ниже блок-форме, размещайте фото по теме статьи, задавайте вопросы. Поделитесь собственным опытом в устройстве полиэтиленового газопровода. Не исключено, что представленные вами сведения и рекомендации будут полезны посетителям сайта.
Сварка для металлических и полимерных газовых труб
Монтаж газовых труб проводится регулярно. Выполнять сварку газовых труб самостоятельно запрещено. Такую работу может сделать только специалист с большим опытом. Чаще всего материалом для газовых труб выступает сталь. Соединение компонентов трубопровода выполняется плазменной, аргонодуговой технологией или электросваркой. Любые виды сварочных работ должны проводиться на специально оборудованных местах.

Сварка металлических труб для газопровода производится несколькими способами
Особенности сварки газопровода
Выбор технологии сварки газовых труб зависит от материала их изготовления. В газовом хозяйстве используются металлические и полимерные трубы, их сварка может быть:
- электродуговая;
- газовая (плазменная);
- аргонодуговая;
- диффузионная.
Способ сварки зависит от конкретных условий, например, толщины стенки трубы, вида пластика или стали, внешнего диаметра и т. д. Наиболее распространенным является выполнение сварки газовых труб электросваркой. Перед началом работ кромки труб очищаются от коррозии и загрязнений. Если толщина стенки трубы больше 4 мм, то производится скос кромок, что влияет на качество прогревания металла.
Сварка может происходить слева направо и наоборот. Первый вариант применяется при толщине труб более 5 мм. Пламя направляется на участок трубы, который уже сварен. За горелкой перемещается присадочная проволока.
Обратите внимание! Такой способ экономит расход газа и повышает производительность.
При варианте движения горелки справа налево она проходит по частям изделий, которые еще не сварены. Плавящийся электрод находится перед горелкой. Этот способ подходит для соединения тонкостенных труб. Сварочные швы при работе с газовыми трубами классифицируются на вертикальные, горизонтальные, потолочные и нижние.

Какой способ сварки применить, зависит от типа трубы и ее расположения
Выполнение аргонодуговой сварки
Особенностью аргонной дуговой сварки TIG (Tungsten Insert Gas) является использование тугоплавких электродов. Они не выгорают в процессе образования сварного шва. Между металлической поверхностью и электродом после подачи тока возникает дуга. В рабочую область через сопло поступает газ (чаще всего аргон), который блокирует доступ кислорода. Шов образуется одним из способов:
- за счет плавления кромок металла под действием дуги;
- за счет применения присадочной проволоки.
Подобная сварка газовых труб позволяет получить хороший шов на тонких металлических изделиях. Оборудование для такой технологии соединения представлено выпрямителями и аргонными инверторами. Выпрямитель TIG преобразует переменный ток в постоянный. Инвертор TIG производит выработку постоянного тока с идеальными характеристиками. Некоторые модели аппаратов выдают переменный ток. Во время работы с подобным оборудованием есть возможность контроля дуги и получения высококачественного шва.
К основным характеристикам аппаратов для аргонной сварки труб относятся тип тока и его максимальное значение. Чем выше максимальное значение тока, тем толще электроды можно использовать.

Для аргонной сварки понадобится аппарат постоянного тока
Сварка стальных труб производится оборудованием с использованием постоянного тока (DC). Разные аргонодуговые установки имеют свои максимальные значения сварного тока, которые колеблются от 150 до 500 А.
Сварка технологией MIG/MAG
Выполнение соединения труб электросваркой по степени механизации делится на ручное, автоматическое и полуавтоматическое. Технология выполнения соединения газовых труб MIG/MAG (Metal Inert/Active Gas) основана на дуговой сварке с использованием металлического плавящегося электрода (проволоки) в присутствии инертного/активного газа. Присадочная проволока подается автоматически.
Этот метод реализуется такими аппаратами:
- инверторное полуавтоматическое сварочное оборудование;
- полуавтоматический сварочный аппарат;
- набор из механизма подачи плавящегося электрода и источника дуговой сварки.
Сварка MIG/MAG производится путем подачи пистолетом металлической проволоки в зону соединения и расплавление ее в дуге. Она находится между изделием и плавящимся электродом. Расплавленные проволока и кромки образуют сварочную ванну. Кристаллизующийся шов, дуга, металл сварочной ванны и проволока защищаются газом от влияния окружающей среды.

Сварка MIG/MAG предполагает использование специальной проволоки
Зачастую этот способ еще называют полуавтоматическим, поскольку сварщику необходимо вручную перемещать вдоль шва горелку. Проволока одновременно является присадочным материалом и токопроводящим электродом.
Важно! Регулировку подачи газа лучше производить с помощью редукторов с расходомерами.
Методом MIG/MAG можно сваривать низко- и высоколегированные стали. Качество сварного соединения электросваркой зависит от напряжения дуги, скорости подачи плавящегося электрода, скорости подачи газа и сварки.
Достоинства и недостатки методов сварки
Преимущества аргонной сварки:
- сварной шов высокого качества, надежность соединения труб;
- большой эксплуатационный срок;
- возможность сварки нержавеющей стали и титана.
К недостаткам можно отнести специальную подготовку и отсутствие у некоторых устройств возможности работы в DC и AC/DC режимах.
Достоинствами сварки MIG/MAG являются высокая производительность, незначительное количество дыма, простота автоматизации процесса сварки и отсутствие шлака. У этого метода существуют ограничения в использовании на открытом воздухе и неудобства в наличии газового баллона.
Полуавтоматическая сварка газовых труб может обеспечить высокое качество соединений на металлах разной толщины, возможность сварки во многих пространственных положениях, дешевизну работ в случае применения активных защитных газов.

Каждый из способов сварки имеет свои недостатки и достоинства
Стыковая сварка полиэтиленовых газовых труб достаточно распространена и обеспечивает низкую стоимость, высокую скорость и простоту монтажа, а также возможность соединения труб, имеющих диаметры 50-1200 мм.
Газовая сварка стальных труб
В основу газовой сварки положен нагрев кромок труб газокислородным пламенем и заполнение образовавшегося зазора расплавленным металлом. Сварка газом дает соединение с худшими механическими показателями, чем электросваркой, но она позволяет сцепить трубы малого диаметра с толщиной стенок до 3,5 мм. Для проведения работ понадобятся газовая горелка и резак.
В процессе сварки участвуют два газа – кислород и ацетилен. Кислород поддерживает горение ацетилена. Он находится в специальных баллонах под высоким давлением, которое во время сварочных работ снижается применением редуктора. Температура горения ацетилена может составлять 3 тыс. градусов. Вместо него можно использовать другой горючий газ.
Важно! При горении газа температура пламени должна в 2 раза превышать температуру плавления свариваемого металла.
Сварочная проволока подбирается исходя из идентичности ее химических и физических характеристик с такими же параметрами свариваемых деталей. Применение флюсов позволяет предотвратить окисление металла. Газовая сварка позволяет получить прочное соединение тонкостенных труб, не прожигая металл.

Кислородно-ацетиленовая сварка пригодна для соединения труб с тонкими стенками
Сварка полиэтиленовых газовых труб встык
Сварка газовых труб из полиэтилена может быть выполнена аппаратами с механическим или гидравлическим приводом, а также приборами с программным управлением. Специальные таблицы, имеющиеся в инструкциях к приборам, регламентируют в зависимости от толщины стенок и диаметра трубы значения параметров сварки – температуры, времени нагрева и т. д.
Этапы стыковой сварки газовых полиэтиленовых труб такие:
- Части свариваемых труб устанавливаются в сварочную машину.
- Между соединяемыми деталями помещается нагретая плита.
- К плите с некоторым усилием прижимаются торцы труб.
- Через некоторое время полиэтилен плавится.
- После снижения давления на трубы нагреваются торцы.
- Горячая плита удаляется.
- Детали под некоторым давлением сразу соединяются.
После полного остывания трубопровод готов к эксплуатации. Шов получается очень прочным и качественным. Он способен выдержать давление до 4,5 МПа.

Для монтажа полимерных газопроводных труб применяются специальные сварочные машины
Особенности выполнения сварочных работ в квартире
В целях безопасности перед началом работ по сварке в квартире перекрывается газ. Бытовой газ легко воспламеним, поэтому, если трубы вовремя не перекрыть, то это может привести к пожару. Сварку труб малого диаметра может проводить один человек.
Обратите внимание! Для соединения труб с разными диаметрами используются специальные переходники, которые снизят вероятность утечки газа.
Часто сварку газовых труб в квартире выполняют встык. В таком случае дугу требуется вести так, чтобы кромки изделия успевали немного плавиться, а на них осаждалось необходимое количество присадочного материала. Это обеспечит качество и эстетичность всех швов.
Переварить газовую трубу в квартире зачастую требуется при ее переносе. После перекрытия газа процесс протекает в такой последовательности:
- Газопровод продувается для удаления оставшихся газов.
- Ненужная труба срезается, а образовавшееся отверстие заваривается.
- В необходимом месте просверливается отверстие и отвод металлической трубы приваривается к газопроводу.
- К отводу монтируется кран и выполняется отводка к плите.
Наличие утечки определяется с помощью специальных тестов. В случае ее обнаружения производится повторный монтаж. По завершении работ пускается газ и проверяется функционирование труб.

Прежде, чем начинать монтаж газопровода в квартире, нужно перекрыть кран подачи газа
Техника безопасности при проведении сварки газовых труб
При необходимости перенести или переварить газовые трубы в квартире следует обращаться в газовую службу. В многоквартирном доме самостоятельно проводить такие работы запрещается, при необходимости их выполняют мастера специализированных организаций.
В процессе сварки в воздухе появляются частицы от окисления паров металла. Опасность представляет взрыв вследствие неправильного обращения с ацетиленовым генератором и горелкой при обратном ударе пламени. Кроме того, возможны воспламенения клапанов кислородных редукторов либо при резком открытии баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
Газовая сварка вредна для зрения действием видимых и инфракрасных лучей. Запрещено проводить сварочные работы близко от легковоспламеняющихся и огнеопасных материалов. Помещение, где производится сварка газовых труб, должно хорошо вентилироваться.
Перед подачей газа в трубы после сварки необходимо проверить на герметичность все соединения. Только специалист может выполнить сварку газовых труб качественно и безопасно.
Оборудование для сварки ПЭ труб
Способы соединения полиэтиленовых труб с помощью термической сварки
Полимерные трубы используются при строительстве систем холодного водоснабжения, водоотведения, распределения газа, кабелезащиты. Они не ржавеют, химически устойчивы, экологически безвредны, их внутренняя поверхность не зарастает. Сварной шов получается очень надежным, так как температура размягчения полимера превышает 70°С: расплав, с которым приходится работать, не слишком вязкий.
Для монтажа трубопроводов применяют ручную, частично или полностью автоматизированную технику. Различают два способа сварки полиэтиленовых труб — электромуфтами или встык.
Электромуфтовая сварка ПЭ труб (муфтами)
Сварка труб из полиэтилена по электромуфтовой технологии — процесс, в котором используют фитинги со встроенными нагревательными элементами. Устройства представляет собой полый цилиндр, в теле которого размещена металлическая спираль. Хотя цена муфт относительно высока, метод обладает преимуществами перед стыковой техникой, а в ряде случаев считается незаменимым.. В частности, электрофузионное оборудование для сварки полиэтиленовых труб применяется для работы в затрудненных условиях (например, в узких траншеях), иногда это единственно доступный мастеру вариант. Самые сложные узлы и развязки полимерного трубопровода выполняются именно посредством сварки с закладными нагревателями. Враструб можно соединять стенки магистрали практически любой толщины (даже менее 4 мм, чего нельзя добиться при стыковой технике).
Устройство надевают на концы соединяемых деталей, предварительно зачищенные и обезжиренные. На нагревательный элемент подается напряжение, материал в зоне контакта плавится и образуется герметичный шов. Сварочный процесс регламентируется ГОСТ Р ИСО 12176-2. Аппараты удобны в обращении, компактны, мало весят. Их может переносить один человек. Они прочно сваривают изделия диаметром до 630 мм и более. Дополнительное преимущество — пониженный расход электроэнергии.
Сварка ПЭ труб встык
Это универсальный, сравнительно малозатратный способ создания неразъемных соединений. По прочностным характеристикам швы не уступают цельным участкам деталей; готовые системы герметичные, надежные, но при этом гибкие. Сварочный аппарат для сварки полиэтиленовых труб обязательно сертифицируется. Температура внешней среды, при которой проводят работы — выше +5°С.
• расплавленные концы труб прижимают друг к другу, выдерживая заданное усилие и давление , пока они не охладятся.
Чтобы оценить качество шва, проверяют валики вокруг стыка — грат, образующийся после термической обработки. Учитываются его форма и размер.
Чтобы купить аппарат для сварки ПЭ труб, оформляйте онлайн-заявку или обратитесь к менеджерам Группы ПОЛИПЛАСТИК. Также вы можете взять в аренду основную и вспомогательную оснастку. Среди последней — приспособления для снятия оксидного слоя, которые окупаются на первом же проекте, позиционеры, фиксирующие детали во время сварки, инструмент для снятия наружного грата и фасок, устройства для зачистки рабочих поверхностей. У нас вы найдете и рихтующую оснастку — скругляющие, выравнивающие накладки для устранения овальности труб. Использование полного комплекта оборудования обеспечит герметичность и долговечность швов и всей магистрали.
Научиться правильно работать на сварочном оборудовании можно в Учебном центре «Группа ПОЛИПЛАСТИК». Учебный центр проводит обучение и профессиональную подготовку сварщиков и специалистов сварочного производства. Выдаются удостоверения о повышении квалификации и карты сварщика оператора.
Сварочные аппараты для стыковой сварки ПЭ труб
Группа ПОЛИПЛАСТИК поставляет стыковые сварочные аппараты для сварки полиэтиленовых труб, цехового изготовления фитингов, отводов, тройников. Предлагаем купить или взять в аренду оборудование GEORG FISCHER и других проверенных производителей.
Аппараты для сварки встык состоят из следующих узлов:
- центратор — исключает деформацию разогретого соединения, фиксируя детали зажимами и выравнивая их по оси, с заданным усилием сдавливает торцы труб; гидравлический привод — перемещает, сдвигает трубы на этапе подготовки к сварке, во время работы поддерживает необходимое давление;
- торцеватель — обрабатывает торцы труб плоскопараллельным способом, чтобы обеспечить максимальное прилегание;
- нагреватель (сварочное зеркало) — повышает температуру свариваемых деталей до нужного значения.
При сварке полиэтиленовых труб встык в полевых условиях производители обращают внимание на некоторые особенности. Так, по рекомендациям GEORG FISCHER, не допускаются перекос центраторов относительно оси трубопровода, проседание оборудования и заглубление под своим весом. Для предупреждения нарушений аппарат для стыковой сварки полиэтиленовых труб устанавливают на выровненной поверхности — твердом дощатом щите, листе ДСП, бетонных плитах и т. д.
Если диаметр трубопровода средний/увеличенный, машину обязательно дополняют роликовыми опорами, чтобы снизить в центраторах усилие холостого хода. Применяя вспомогательную оснастку, Вы добьетесь точного совпадения оси деталей и аппаратных узлов, что исключит брак в работе. Свободные концы в трубах при сварке закрывают заглушками, чтобы из-за движений воздуха или конденсата не появлялись дефекты. Область сварки укрывают палаточными навесами из брезента — так исключается негативное влияние природной среды.
Сварочные аппараты GEORG FISCHER (OMICRON)
Компания GEORG FISCHER — разработчик и изготовитель профессионального оборудования для сварки полиэтиленовых труб диаметром от 40 мм и SDR от 7,4. Аппараты выпускаются в разных типоразмерах, различаются конструктивно и по функциональным свойствам.
Аппараты с механическим приводом центратора
Модели с ручным управлением для труб диаметром 40–160 и 90–250 мм. Достоинства — компактность, легкость, работа на открытых площадках и в закрытых цехах. Аппараты поставляются с рамами, ящиками-верстаками, набором редукционных сварочных колец. В электрическом торцевателе устанавливаются сменные ножи. Предусмотрен термостат для ручной регулировки температуры сварочного зеркала. Оператор выставляет нужное значение по шкале. Транспортировочная рама может использоваться как стол.
Аппараты с гидравлическим приводом центратора
Группа ПОЛИПЛАСТИК предлагает модели следующих серий:
- с облегченной сварной рамой и открытым гидроблоком — для сварки труб диаметром 75–250 и 90–315 мм ; . с ведением, распечаткой протоколов, авторасчетом, корректировкой характеристик сварки — для труб диаметром 40–160, 75–250 и 90–315 мм ; с расчетом характеристик по DVS/WIS/UNI, их изменением, ведением, передачей, распечаткой протоколов — для деталей диаметром от 200 до 1000 мм. , в которых поддерживается полностью автоматизированная сварка ПЭ труб встык и контроль процесса — для труб диаметром от 40 до 630 мм.
Аппараты для производства фитингов
Группа ПОЛИПЛАСТИК реализует оборудование для производства фитингов, сегментных отводов, тройников, удлинения втулок и переходов в заводских условиях.
- – рассчитаны на изделия диаметром 90–315, 250–500, 315–630, 630–1200 мм. Главные фиксаторы проворачиваются на 22,5 градуса. – поддерживают на 100% автоматизированный сварочный процесс, управляются с помощью сенсорного дисплея.
Доставляем оборудование во все регионы РФ и страны ближнего зарубежья.
Читайте также: