Сварочные жилы для инвертора
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Какие бывают сварочные кабели и как правильно их использовать?

Оборудование
Говорим о кабеле для сварочных аппаратов. Его строение и, главное выбор конкретного вида для конкретных работ по сварке металлов намного важнее, чем это может показаться на первый взгляд. Начнем с его функционального назначения. Главная и единственная функция – эффективная подача электрического тока к электроду.
Вы знаете, что мы всегда ставим во главу угла эффективность сварочных работ, которая обусловлена многими параметрами. Один из важнейших параметров такого рода относится к характеристикам специального провода – это площадь его поперечного сечения.
Этот показатель нужно держать в голове при выборе подходящего варианта в обязательном порядке, равно как и несколько других параметров: общую длину, характеристики местной сети с точки зрения возможного падения напряжения и многое другое, о чем мы сейчас поговорим.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.

Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток. Но основа в любом случае медная, это важное условие.
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Такие работы относятся к высшей степени ответственным с обязательными требованиями формирования идеальных сварочных швов.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью.
В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках. - Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ.
Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Требования по безопасности
Как и любые другие приспособления, предназначенные для работы с электричеством, провода для сварки подпадают под строгие требования и обязательные высокие нормы безопасности.
Основные требования по безопасности можно разделить следующим образом:
- Сечение жилы должно быть в состоянии выдерживать необходимую электрическую нагрузку, то есть площадь сечения должна быть адекватной.
- Тело провода должно выдерживать механические воздействия, равно как и влияние агрессивной химической среды. Эти условия выполняются с помощью правильной оплетки из полимерных материалов.
- Обычно провода многократно скручиваются. Этот факт не должен сказаться на целостности оплетки – она должна быть эластичной и упругой.
Выбор сечения у сварочного кабеля
Площадь сечения провода для сварки – один из важнейших параметров для эффективной работы всего устройства: именно от площади сечения будут зависеть такие ключевые показатели как предельно максимальная сила тока и проводимость.
От этих ключевых показателей зависит качество общих работ по сварке – прочность и эстетика сформированного шва и скорость проведения операционных работ.

Марка провода и допустимая нагрузка.
Площадь сечений, которые относятся к малым калибрам, насчитывают примерно 7 мм². Эти изделия предназначены для инверторных аппаратов компактных габаритов, с которыми работают при подключении к бытовым электрическим сетям с уровнем напряжения 220В.
Если же вы имеете дело с промышленным оборудованием для сварки автоматического типа, вам придется разбираться с токопроводящими кабелями с большими площадями сечения – около 47 — 49 мм².
Линейка такого рода изделий с самыми разными вариантами сечений и оплеток представлена в много численных каталогах и таблицах, которые помогут вам выбрать самый подходящий кабель по сечению с точностью до миллиметра.
В таких каталогах указаны дополнительно и маркировки, и предельные сила тока с вольтажом, длиной шнура и расчетной массой аппаратуры.
Если вы ошибетесь и подберете провод с неверным количеством жил и неадекватной площадью сечения, вы получите неприятности: как минимум это будет неэффективная с точки зрения затрат времени и энергии работа. А скорее всего, у вас случится короткое замыкание с поломкой реостата, всего оборудования и прочими бедами.
Что случится, если площадь сечения вашего провода меньше необходимого размера и никак не подходит по запрограммированной мощности к инвентарному аппарату: электрический ток будет вырабатываться в избытке, в результате он начнет концентрироваться на предохранителе устройства.
Вы не сможете работать в таких условиях, потому что при малейшем зажигании электрической дуги аппарат будет мгновенно отключаться, чтобы сбросить напряжение.
Правила подключения и использования

При подключении кабелей к инверторным аппаратам существует ряд правил, которые необходимо знать и выполнять в обязательном порядке:
- Для подключения устройства на его конце имеются сварочные разъемы и специальные наконечники, прикрепленные спаиванием — вилки для сварочного кабеля. Подключать изделие следует только через них.
- Провода можно соединять друг с другом. Делать это следует только с помощью специальной опрессовки. Главным правилом здесь является обязательная изоляция соединения между собой.
- Кабель подключается к разъемам силового типа и электродам через их держатели. В данном случае необходимо помнить о полярности, которую менять нельзя, за исключением тех случаев, когда меняются все параметры тока.
- Сварочный кабель для инвертора нельзя использовать для каких-либо других целей – подтягивать с его помощью, к примеру, аппарат к себе.
- Обязательное требование – полное техническое соответствие кабеля и соответствующего оборудования по номинальной мощности и всем остальным параметрам.
Удлинение кабеля: да или нет
Данный вопрос самым удивительным образом продолжает волновать умы профессионалов и является горячей темой обсуждения в течение долгого времени.
Одни считают, что удлинение производить ни в коем случае нельзя, потому что слишком длинные провода с разъемами для сварочного кабеля приведут к снижению эффективности и качества работ.
Производители инверторных аппаратов для сварки предпочитают по этому вопросу не высказываться. Это означает, что провода можно удлинять, и оборудование можно использовать при очень длинных проводах, что дает снизить передвижения аппарата до минимума.
С другой стороны, из-за слишком большой длины провода могут произойти потери напряжения. В этом случае дуга станет короче, контролировать ее будет намного сложнее, общее качество сварки снизится в значительной степени.
Критерии выбора кабеля для сварки
Главным критерием для выбора является стабильность процесса сварочных работ. На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
Поэтому при выборе думаем о правильной длине, верной площади сечения и материала оплетки – все три параметра имеют серьезное значение. Если, к примеру, сила сварочного тока достигает высоких значений, провод нужно выбирать по определенному типа и материалу.
Мы уже говорили, что все провода для сварочных аппаратов имеют свои значения электрического сопротивления. Его можно рассчитать по таблицам, это не проблема. Например, проводник из алюминия имеет больший коэффициент сопротивления, чем проводник из меди.
В результате такой разницы алюминиевого провода для сетевого удлинителя понадобится много больше в килограммах, чем медного. Да и площадь сечения у алюминия также должна быть больше.

Таблица токовых нагрузок.
С учетом таких фактов удлинение сетевых проводов производят с помощью медных изделий в двух вариантах: двух- или трехжильными, длиной, не превышающей сорока метров. Что же касается площади сечения, то она должна быть больше 2,5 мм².
Выбор сварочных проводов немного отличается от выбора сетевых проводов. Изделия для сварки отбираются с учетом силы выходного тока, здесь имеют огромное преимущество медные многожильные марки с оплеткой высокой гибкости и усовершенствованной изоляцией.
Самые популярные провода для сварочного инвертора продаются под маркировкой КГ, что означает гибкую оплетку, или КОГ, что означает очень гибкую оплетку. Эти марки отличаются отличной изоляцией в несколько слоев с внешней оплеткой, выполненной из резиновых материалов.
Стандартная длина провода примерно 2 – 3 метра и редко, когда длиннее. Это объясняется тем, что каждый лишний метр длины провода приведет к увеличению площади сечения примерно в полтора раза, так как значительно возрастает сопротивление и провод начинает нагреваться.
Условия будущих работ должны быть заранее учтены в обязательном порядке, потому что нужно выбрать самый адекватный вид изоляции и стойкости к повреждениям механического характера, температурным условиям или агрессивной химической внешней среде.
Умение читать и понимать маркировку сварочных кабелей может помочь вам в этом непростом деле:
- Если маркировка выглядит КГ Т 1х16, то это означает изделие одножильное с площадью сечения жилы 16 мм², в тропическом исполнении с устойчивостью к температурам от -10 до +55°С.
- Маркировка КОГ ХЛ 1х50: одножильное изделие с сечением 50 мм², морозоустойчивое и теплоустойчивое к температурам от -40 до +50°С. В данном случае индекс термостойкости не присутствует.
Длина провода и площадь сечения должны согласовываться с силой электрического тока и остальными параметрами.
Подводим итоги
Мы разбирались с вопросом выбора сварочного кабеля, его маркировкой, техническими характеристиками и параметрами их работы в экстремальных условиях.
Кабель для сварочного инвертора стоит дорого, ошибаться с его выбором очень нежелательно, ведет помимо лишних трат вы рискуете получить целый набор неприятностей типа короткого замыкания или отсутствия возможности поджечь электрическую дугу.
Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Хотите правильно выбрать сварочный кабель, его марку, сечение и материал. В нашей статье Вы найдете ответы на все эти вопросы, потому что правильный выбор изделия важен, для достижения результата в работе.
Сварочные кабеля для инвертора — виды кабелей
Сварочный кабель работает при повышенных параметрах нагрузок: внутри через него проходит высокое напряжение, а снаружи воздействуют температурные перепады, сила трения и другие условия.
- Ток постоянный при напряжении до 1000 В или переменный – до 600 В.
- Частота не более 400 Гц.
- Работает от сети 220 и 380 В.
В магазинах представлен товар в ассортименте.
Изготовлен из меди, поэтому отлично проводит ток. Провод гибкий и эластичный. Предназначен для инверторных устройств с невысокой мощностью.

Изделия выполнены для проведения импульсной электросварки, в них имеются катод и анод. Изготавливаются из медной проволоки или проволоки из сплавов, в состав которых входит медь.

В маркировке содержаться технические характеристики, которые следует учитывать при выборе товара:
- КС – это изделие, предназначенное для всех видов работ.
- П – это сварочные провода, покрытые полимером, обеспечивающим дополнительную защиту. Если при маркировке прописывается цифра, то она указывает на количество жил.
- ВЧ – изделие, рассчитанное на высокочастотное напряжение.
Трехжильные сварочные провода — кабели этого типа изготовлены для технически сложного оборудования. По условиям техпроцесса шов должен получаться идеальным.

Марки сварочного кабеля и их характеристики
Сварочные провода во время подвергаются повышенным нагрузкам, поступающим от оборудования и от окружающих факторов. От правильного выбора зависим срок службы сварочного кабеля. Сварочный кабель маркируется цифровыми и буквенными обозначениями. В помощь, какой кабель подобрать, приведены описания ниже.
Описание гибкого сварочного кабеля КГ
Расшифровка букв «КГ» в маркировке обозначают – кабель гибкий. Это распространенный вид продукции. Эксплуатируется при постоянном токе с показателем напряжения до 1000 В, при переменном – не превышающем 600 В, при частоте, не более 400 Гц. Подключается от сети 220 или 380 В или при соединении держака и зажима.

Кабель для сварочных работ КОГ1
Для изготовления изделия используют жилы с диаметрами малого сечения. Это пригождается при образовании швов в недоступных местах. Чтобы по сторонам не торчали петли кабель можно использовать, намотанным на руку. Это удобно при выполнении работ на высоте.
Рассчитан на эксплуатацию под напряжением 220 В и частоту 50 Гц.

Сварочный кабель КГН
КГН, буква «Н» обозначает, что провод несгораемый. Изоляционный слой изготовлен из жаростойкого состава и выдерживает температуру более 200 0С. Этот кабель можно использовать не только для сварки, но для резки (плазменной или электродом), к примеру, для неотложных работ при возникновении нештатных ситуаций.
Провод при соприкосновении с подогретым металлическими изделиями плавиться, не будет.
КГ ХЛ

В индексе товара содержиться обозначения «ХЛ», то есть его можно эксплуатировать при морозах. В нем содержится каучук, который выдерживает холод. Гибкость сохраняется при температурных режимах до -60 0С, в связи с этим провода идеально подходят для северных районов. Если работы проводятся на открытой местности, то внимание стоит заострить на данную продукцию.
Сварочный кабель КПЭС
Изделие предназначено для наплавления швов полуавтоматом или это кабель для сварочного инвертора. В этой разновидности вместо жил использованы спиралевидные трубки. Чтобы цепь была замкнута и возбудилась электродуга, внутри шнура пропущена проволока, которая может быть трех видов:
- цельной;
- трубчатой;
- с флюсом.
Стоимость зависит от величины внутреннего диаметра. Если конструкция полая, то срок службы сокращается на полтора года. В электромагистрали подается напряжение от 42 до 48 В при постоянном или переменном токе. При температурном режиме до -10 0С применяется низковольтная линия.

В составе изоляционного слоя использован поливинилхлорид. Изделие не поддается истиранию и идеально подходит, когда рабочему требуется постоянно перемещаться, волоча за собой кабель. Сердечник сохраняется за счет надежной изоляции. Работает под нагрузкой 127 или 220В, при температурном режиме от -40 до +400С, не гибкий. Сварочные провода для инвертора используются для подключения к розетке.
Сварочный кабель марки КГТ
Продукция рассчитана на высокие температуры. Эксплуатация изделия возможна при +85 0 С. Изделие подойдет для эксплуатации во влажном климате.

Модель КРПТ
Этот провод гибкий с жилами. Жилы изготовлены из меди. Оболочка и изоляция изготовлены из резины. Кабель для сварки изготовителем выполнен для работы со следующими показателями:
- При напряжении 660 В переменного тока и 110 В при постоянном токе.
- Допускаемая токовая нагрузка от 3 до 20А/мм2.
- Температурный режим от -60 до +500С.
Сечение у сварочного кабеля зависит от числа и сечения жил – от 8 до 69 мм. Продукция не поддается возгоранию.

Кабель для сварочного аппарата – как правильно выбрать
Как маркируется продукция известно. Главное правильно выбрать изделие, чтобы оно соответствовало параметрам сварочного аппарата и иным характеристикам.
Какой должна быть жила
Применяется для присоединения инвертора к держаку и массе. Маркировка 1х16 расшифровывается: «1» — это 1 сердечник, не разделенный на несколько проводов под одной оболочкой. При работе уменьшается нагревание и ускоряется передача напряжения.
Маркировка 11х30 расшифровывается: 11 – количество жил. Применяются для промышленного оборудования, работающего под напряжением более 500 В. Жила изготавливается из алюминия или меди. В комплекте с аппаратами поставляются алюминиевые кабеля, они дешевле. Их, как правило, приобретают начинающие рабочие.
Для профессионалов предлагается приобрести медные изделия, так как показатель удельного сопротивления меньше в 7 раз, по сравнению с алюминием. При этом снижаются потери тока.
Если производитель медного кабеля — Китай, то такая продукция лучше подойдет для применения в бытовых целях, а не для производственных нужд, так как они рассчитаны на невысокое сопротивление.
Сечение кабеля для сварочного аппарата
Если изделие по сечению выбрать неправильно, то риск износа оборудования увеличивается. Возможно возникновение возгорания или неэффективной работы вследствие короткого замыкания. Если сечение провода не достаточное, то потребуется повышенный уровень тока для режима сварки. Держатель будет труднее перемещать при создании шва по вертикали или на потолке.
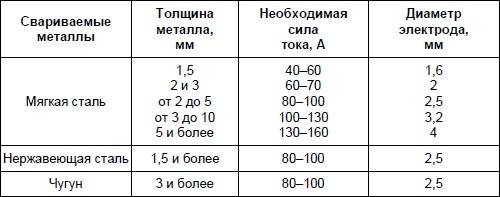
В таблице указана зависимость тока от сечения.

Требования к гибкости кабеля
Сварочные провода для инвертора применяются в работе с гибкостью выше 4 класса. При выборе тяжелых проводов сварщику будет сложнее их перегибать или наматывать.
При выборе шнура КГ, который относят к 5-му классу по гибкости с диаметром 0,41 мм. Если продукция с маркированием КОГ, то она относится по гибкости к 6 классу. Гибкость 0,21 мм — повышенная.
Длина кабеля для сварки
Если необходимо перемещение вдоль габаритных конструкций, то к аппарату нужно подсоединить длинный кабель, чтобы не переносить инвертор. Если работа выполняется на одном месте, то достаточно приобрести 2 м на массу, и на держатель 3 м. На производства рекомендуется покупать по 5 метров провода на массу и на держак.
Удлинение изделия без причин приводит к снижению силы тока вследствие повышения сопротивления.
Длина сварочного кабеля не должна превышать расчетных показателей. Показатель максимального тока нужно разделить на 100.
Получился делитель, на который нужно разделить значение сечения провода. То есть, если сечение 1х25 мм2, то
Длина получилась максимальной, ее нужно поделить на подсоединения к массе и держаку: 5 и 10 метров.
При подсоединении более длинного изделия сила тока, выдаваемого аппаратом, понизится. Для наращивания дополнительного провода используется медная опрессовка, а также наращивать кабель можно сваркой или спайкой, но запрещено на скрутки. Соединение на скрутки создает увеличение сопротивления, поэтому их делать не допускается.
Сборка устройства
В комплекте поставки для ручного режима дуговой сварки два провода:
Это стандартный набор, которым комплектуется недорогой аппарат. При покупке отдельного комплекта качеству бюджетных моделей тоже не стоит доверять. Если приобрести набор по самой высокой цене, то стоимость будет мало отличаться от стоимости инвертора. Поэтому лучше выполнить сборку устройства самостоятельно.
Электродержатель
Это самое важное устройство, на котором не стоит экономить. От него зависит качество выполняемых работ.
Всего три вида изделия:
- Пружинные. Для работы они удобны.
- Вилочные. Это наиболее надежные, но не удобны в работе и в большинстве случаев не заизолированы. Изготавливаются рабочими.
- Винтовые. Электрод фиксируется надежно под нужным углом. Качество отличное, цена приемлемая. Особенно подходят для новичков.

Сечение сварочного кабеля зависит от размера держака.
Силовые кабеля или провода
Эти элементы относят ко вторым по значимости в конструкции. От качества силового кабеля зависит максимальный показатель тока и поджиг дуги. При работе с недорогим аппаратом это особенно актуально, если устройство выдает силу тока до 130 А, то сварочные швы можно уверенно выполнять 3 мм электродами.
Зажим массы
Существует несколько типов зажимов:
«Крокодил». Или прищепка.
Крепиться напрямую к детали. Соединение надежное, удобное, закрепляется быстро, выдает минимальное сопротивление, хорошо раскрывается. Фиксируются детали разных конфигураций. К недостаткам можно отнести низкий уровень прочности из-за пружины в устройстве, используется только когда изделие необходимо закрепить. Модели клемм в продаже на 300, 200 или 500 А. Выбор зависит от модели аппарата.
Магнитная.
Зажим можно закрепить на любом основании, конструкция рассчитана на длительную эксплуатацию, выдерживает скачки напряжения и не перегорает, используется в труднодоступных местах, закрепляется надежно. К недоставкам относят ненадежное крепление на небольших участках, периодическая очистка от грязи и пыли, перегревание не допускается, так как возможно размагничивание.

Струбцина.
Это зажимы с высокой степенью надежности крепежа, фиксируются винтом с шестигранной головкой, плавный переход тока обеспечивается за счет хорошего контакта. К недостаткам относят сложное строение и большие размеры клемм.

Клемма (Вилка) кабельная
Чтобы быстро и надежно подцепить кабель к источнику питания, нужна разъемная клемма (вилка). Это изделие может применяться для соединения отрезков проводов.
Клемма аппарата (вилка) изготовлена из меди или латуни высокого качества круглого профиля.
Технологическое отверстие с обратной стороны клеммы служит для закрепления кабеля. Конусная муфта выполнена из резины, поэтому хорошо защищает от механических повреждений. В комплекте с вилкой поставляется медная гильза. Установка провода производится в муфту, а затем в гильзу и в корпус из латуни. Фиксация производится на винт, плотно затянутый.

При выборе изделия нужно обратить внимание:
- Сечение провода. Наиболее востребованными считаются кабели и провода с площадью 10, 25, 30, 35, 50 и 100 мм2.
- Соединение фиксируется, поэтому при сильном натяжении проводов цепь не разрывается.
- Вилка должна соответствовать размеру аппарата (существуют 2 основных типоразмера на 10-25 мм и 35-50 мм)
Можно ли удлинить сварочный кабель
Длина у сварочного кабеля не должна превышать 3 м. С таким изделием работать сложно, особенно на высоте. Дополнительно наращивать длину производители не рекомендуют.
Какие негативные ситуации могут сложиться:
- Резкое падение тока.
- Повышение напряжения из-за ЭДС самоиндукции.
- Могут быть пробиты выходные электроды.
Чтобы этого избежать на аппаратах применялся дроссель. Изделие устанавливалось для накопления энергии, и ее отдача для образования дуги при закрытии транзисторов и отсутствии тока в первичной обмотке. Многие производители не комплектуют товар этими устройствами, потому что цена оборудования возрастает.
Наращивание кабеля не рекомендуется, это связано с тем, что он обладает реактивным и активным сопротивлением. В связи с этим падает выходное напряжение и ток.
При изменении длины провода может нарушиться работа всей системы и даже выйти из строя оборудование.
На практике установлено, что увеличение длины до 5 м приемлемо при соответствии сечения сварочного кабеля.
Чтобы выполнить правильное подключение нужно знать следующие правила:
- Для подсоединения сварочника с одной стороны находятся разъемы и наконечники, закрепленные на спайку вилки аппарата.
- Сварочные кабели соединяются друг с другом с помощью опрессовки. Соединения обязательно нужно изолировать.
- Подключение производится к силовым разъемам аппарата, электрод вставляется в держак, закрепленный на другом конце провода. Главное знать правила полярности.
- Требования к сварочным аппаратам и требования кабелям должны полностью соответствовать всем техническим нормам, в том числе номинальной мощности.
Основные требования по безопасной эксплуатации
Все устройства, работающие от электрического тока, попадают под повышенные требования охраны труда.
Сварка инвертором для начинающих

Виды сварки
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда

Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.

Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.

Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
В таких случаях нужно сделать несколько первых колебательных движений для формирования сварочной ванны. Наклон электрода делаем под углом в 30°, не больше и не меньше. Как только проход закончен, нужно отбить шлаковую корку молотком, чтобы зачистить новый шов с помощью металлической щетки.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
О сварочных швах
- однопроходные, при которых толщина металлической заготовки восполняется за один проход;
- многопроходные, при которых одного прохода электродов не хватает. Применяются при сварке толстых краев.
Самый известный и простой способ проверки качества шва после сварки – постукивание по нему молотком. При этом отскакивает слой шлака – при условии, если шов ровный и гладкий. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, он может сломаться, если нагрев недостаточный – произойдет весьма неприятная вещь – непровар.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность

Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
С помощью инвертора можно резать металлы и даже производить отверстия в стенках труб. Для того, чтобы сделать это грамотно и быстро, нужно выставить на аппарате правильные показатели. Диаметр электрода 2,5 мм и сила тока в 140 А являются именно такими показателями.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор — ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Длина сварочных проводов

Работая со сварочными аппаратами, мастера используют шнуры разной длины. Это зависит от особенностей оборудования. Проблема в том, что зачастую одного кабеля, который входит в комплект, недостаточно при проведении тех или иных работ. Такие трудности испытывают как начинающие, так и опытные мастера.
Так какая же длина сварочных кабелей является приемлемой для работы на разном оборудовании? Можно ли соединять их между собой и насколько это безопасно? На эти вопросы мы ответим в данной статье.
Назначение и конструкция сварочных кабелей
Сварочным кабелем запитывают ручные, автоматические и полуавтоматические установки в процессе проведения электродуговой сварки. Такие силовые провода позволяют создать замкнутый контур между источником питания (инвертором, реостатом и т. д.) и держателем электродов и заземляющим зажимом («массе») посредством подачи электрического тока.

Сварочные кабели редко производят из алюминия в связи с его высокой теплопроводностью, которая может стать причиной сильнейшего перегрева жилы и изоляционного слоя – этому в наибольшей степени подвержены «горячие» места близкого контакта с поверхностью сварки. Проводникам из алюминия также не хватает эластичности, из-за чего их не рекомендуется часто разматывать и сматывать.
Эти минусы отсутствуют у медных проводов, что делает более предпочтительной сварку с использованием проводников из меди. Сварочные кабели бывают двух видов: одножильные и многожильные, вторые совмещают в себе основную жилу и нулевую, заземляющую и т. д.
Кабели для сварочных аппаратов обладают следующими ключевыми преимуществами:
- допустимые электрические нагрузки имеют высокое значение (на частотах до 400 Гц для переменного тока – до 0,66 кВ, для постоянного – до 1 кВ).
- увеличенная гибкость;
- стойкость при сдавливании и растягивании;
- устойчивость к воспламенению и горению;
- допустимость использования на открытом участке. Кабели обладают стойкостью к резким температурным перепадам, ультрафиолетовому воздействию, осадкам, агрессивному влиянию химических веществ;
- многообразие видов, различные длины сварочных проводов, что значительно упрощает выбор изделий, подходящих для определенных условий сварки.
Сварочные провода обладают необходимыми техническими свойствами и особенностями конструкции, чтобы устоять перед высокими нагрузками тока и суровым режимом температур, при этом подавать электропитание без перебоев и создавать комфортные условия для быстрой и качественной работы.
Требования к сварочным кабелям
Сварочный кабель должен соответствовать следующим важным требованиям:
- отсутствие дефектов на изоляции, вызванных частыми перегибами, а также сматыванием и разматыванием при переноске;
- стойкость внешней оболочки к воздействию продуктов нефтепереработки, а также к нагрузкам при ударах и разрывах;
- проводник, который подключается к держателю, должен отличаться максимальной гибкостью, чтобы не создавать препятствий для рабочего процесса;
- стойкость к образованию трещин при низких температурах и ультрафиолетовом воздействии;
- достаточные длина и сечение сварочных проводов для избежания перегрева при работе на самом высоком токе, который может выдавать сварочный аппарат.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
По количеству жил все многообразие сварочных кабелей можно разделить на 3 группы:
- Одножильные – тонкие медные проволоки, образующие пучок. Их используют с переносными аппаратами для электродуговой сварки.
- Двужильные – позволяют подключить катод и анод при импульсной сварке высокочастотным током и при нарезании заготовок.
- Трехжильные – позволяют осуществить качественную автоматическую сварку стыков трубопроводов и наложить струйные швы.
Характеристики и маркировка сварочного кабеля
Ассортиментный перечень марок кабелей для сварки ориентирован на различные условия работы. Часть изделий отличаются стойкостью к высоким температурам, другие – к низким, третьи предназначены для работы под водой. Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.

Кабель КРТП имеет гибкие многопроволочные медные жилы, его применяют в передвижных аппаратах для ручной сварки. Аббревиатура говорит о тяжести и возможности переноса кабеля, а также указывает на наличие резиновой изоляции («кабель резиновый тяжелый переносной»).
Цифры, следующие за буквами, говорят о количестве проводников и площади сечения. Маркировка имеет несколько звеньев, если проводники отличаются по толщине либо при наличии заземляющего проводника.
Предыдущая марка снимается с производства – на смену ей приходит гибкий кабель для сварки КГ. Цифры в конце названия говорят о числе проводников и сечении. Используемые в аббревиатуре буквы указывают на следующие свойства:
- ХЛ – возможность проводить работы при температурном режиме ниже 60 ?C. Покрытие выполнено из материала, не трескающегося в условиях мороза.
- Т – для создания изоляции использован антисептический материал, стойкий к плесени и грибку. Использовать кабель можно при повышенной влажности и температуре до 55 ?C. По другим данным, температура может достигать 85 ?C.
- Н – проводники имеют негорючую изоляцию, они применимы в условиях повышенной пожароопасности.
Буква П в начале аббревиатуры говорит об отдельной изоляции жилы посредством полимерного материала (к примеру, пленки ПВХ).
Провода, с которыми можно работать на высоких частотах, имеют в названии буквенное сочетание ВЧ. Такие кабели отлично подойдут для инверторных сварочных аппаратов.
КОГ – марка особенно гибких кабелей, позволяющих проводить качественные сварочные работы в некомфортных условиях. С их помощью осуществляется подключение держателей электродов к ручным, автоматическим и полуавтоматическим сварочным аппаратам. О типе изделий говорят следующие буквы:
- Т – температурный режим от -30 до +50 ?C;
- У – от -50 до +50 ?C;
- ХЛ – от -60 до +50 ?C.
Расчет максимальной длины проводов
Длина сварочных проводов не регулируется никакими стандартами. Со стороны части компаний-производителей этот вопрос носит рекомендательный характер, компетентные мастера могу дать совет на основе собственного опыта. Но в любом случае важно знать об особенностях каждого из типов изделий.
Для инвертора (220 в и 380 в)
Для определения допустимой длины сварочных проводов для инвертора используется следующая формула:
Lmax = Sk / k, где
Sk — максимальная площадь сечения медного провода;
Lmax — максимальное значение длины;
k — коэффициент: если величина тока составляет 200–500 А, он принимает значение 2; если ток ниже 200 А — величина тока делится на 100.

Найденное по формуле число будет являться максимальной длиной кабеля для сварочного аппарата инверторного типа, в которую включается также шнур с клеммой и электродержателем.
На примере инверторного аппарата «Ресанта 190» определим, какая длина сварочного провода будет максимальной для этой модели. Предельный ток составляет 190 А – это ниже 200 А, следовательно, для расчета коэффициента следует разделить величину тока на 100: k = 190/100 = 1,9.
Для сварочных инверторов такого типа используются провода с площадью сечения, равной 16 мм2. Значит, Sk = 16. Подставляем выявленные значения в формулу и получаем: Lmax = 16 / 1,9 = 8,4 м.
Такой расчет позволит избежать сложностей при выборе проводов для инверторного сварочного аппарата.
Пожарная безопасность
По нормам безопасности для предотвращения возможного пожара длина сварочного провода не должна превышать значение в 30–40 м.
При сварке с использованием кабеля большей длины падение напряжения в сварной цепи приведет к снижению качества работы. Помимо того, что производить сварку со слишком длинным проводом нерационально, может быть повреждено оборудование и нанесен вред здоровью мастера.
Питающая сеть и мобильные установки должны быть соединены проводами длиной не более 10 м.
Способы соединения кабелей между собой
Чаще всего в комплектацию всех сварочных аппаратов входят наборы проводов длиной не более 2–3 м. Однако в некоторых случаях пользоваться такими шнурами неудобно. Это обусловлено тем, что мастеру зачастую необходимо перемещаться по рабочей площадке вместе с инвертором. Делать этого не придется, если длина сварочных проводов будет достаточной.
Во избежание проблем при проверке инспектором наращивать сварочный провод необходимо в соответствии с нормами пожарной безопасности – максимально допустимая длина может составлять 40 м.

Никаких официальных запретов на увеличение длины жил нет, но при этом повышается сопротивление шнура, что приводит к необходимости работать сварочным аппаратом на максимальных нагрузках. Это негативно сказывается на оборудовании и приводит к быстрому износу.
Для сохранения постоянной величины сопротивления жил следует увеличить площадь сечения. Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Для проведения сварочных работ с небольшими металлическими изделиями длина в 5–10 м будет достаточной. При необходимости сварочный аппарат можно подключить к электрической сети с помощью удлинителя.
Для соединения сварочных проводов между собой можно воспользоваться одним из следующих способов:
Скрутки – самый простой метод, при этом достаточно надежный. Однако на этот способ удлинения кабелей существует запрет согласно правилам устройств электроустановок. Исключительным случаем является включение их в технологии прочих соединений. Но делать скрутки предпочитает большинство специалистов, несмотря на существующий запрет.
Чтобы обеспечить надежный контакт, перед скруткой с концов жил удаляется изоляция, после чего они обрабатываются растворителем и зачищаются с помощью наждачной бумаги.
Горячая пайка – к этому способу наращивания длины сварочных проводов прибегают при соединении жил с малым сечением. Проводится зачистка их концов до блеска, лужение, скручивание и обжим с помощью плоскогубцев. Чтобы исключить окисление, поверхность обрабатывается канифолью или флюсом.
Скрутку необходимо нагреть паяльным аппаратом или горелкой – выбор инструмента зависит от площади сечения проводов. Зазоры между проволоками заполняют припоем, который вносится в пламени горелки или на жале паяльного устройства. Когда кабель остынет, остатки флюса необходимо смыть.
- Опрессовка – этот метод предполагает использование гильз для опрессовки, материал которых аналогичен кабелю (медь или алюминий). Гильзы надеваются на скрутки и обжимаются с помощью клещей.
- Контактная, газовая, термитная сварка позволяют добиться надежного соединения проводов. При контактной сварке жилы нагревают и сплавляют дугой, полученной благодаря угольному электроду. Вторым типом сварки пользуются только в том случае, если нужно соединить алюминиевые провода, площадь сечения которых меньше 20 мм2. Термитная сварка требует применения специальных патронов.
- Подключение жил к стационарным устройствам осуществляют с помощью кабельных наконечников, которые подвергаются опрессовке и припаиванию.
Переносные инверторы оснащены специальными разъемами, гнезда которых имеют маркировку «+» и «–». Гнездо «–» предназначено для присоединения к нему провода от держателя в условиях прямой полярности.
Стремясь к увеличению длины сварочных проводов, следует помнить об одной важной особенности – изменение сопротивления и напряжения. Применение шнура большей длины приводит к увеличению первого и снижению второго. Ошибка при выборе кабеля способна сделать невозможным проведение сварочных работ, или, что еще хуже, – привести к повреждению инвертора.
Читайте также: