Сварочные работы на объекте
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.

Сварочные работы и пожарная безопасность
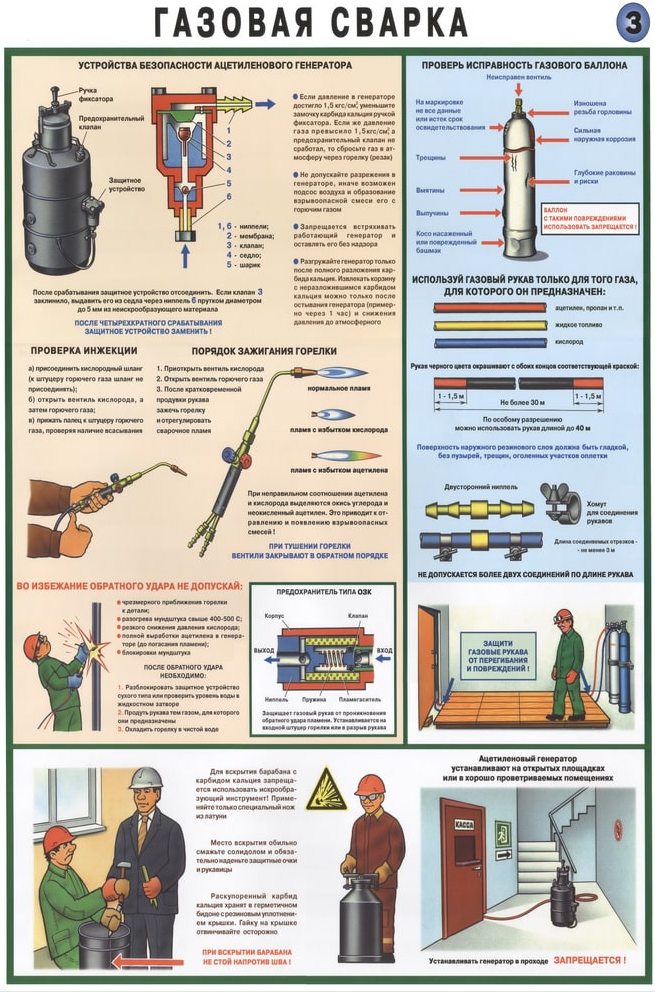
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
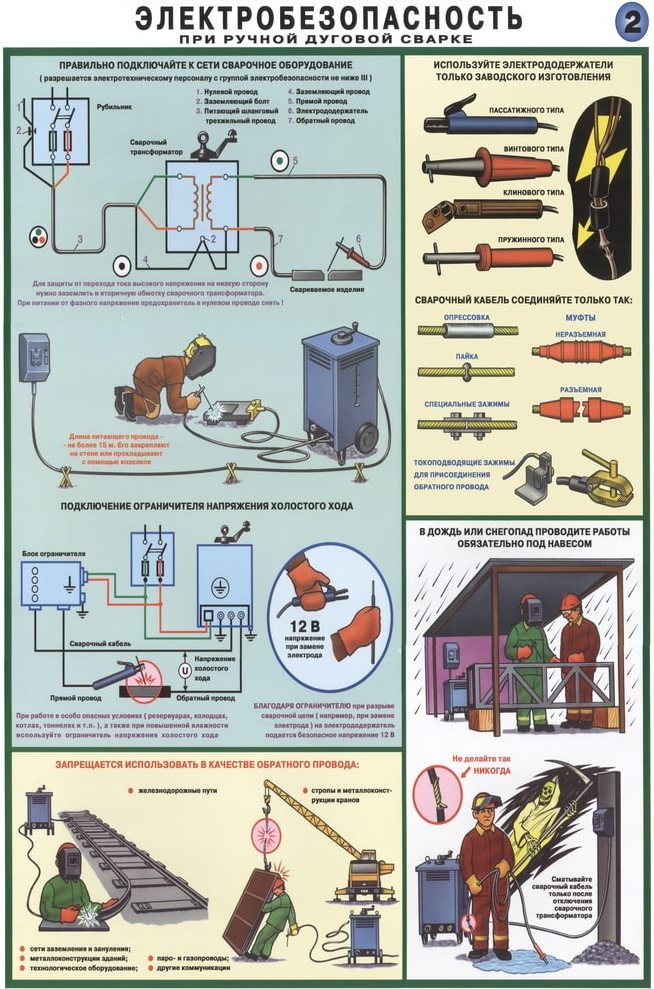
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.

Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Сварочные работы на объекте
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Сварочные работы в Москве

Сварка – это процесс создания неразъемных соединений из двух или более элементов различных размеров и материалов. В настоящее время сваривать между собой металлические конструкции можно многими способами: электродуговой, орбитальной, газопламенной, плазменной сваркой и т.д. При газопламенной и электродуговой сварке инженер осуществляет управление мощностью сварочного аппарата как в ручном режиме, так и в автоматическом или полуавтоматическом режимах. Работая в ручном режиме, сварщик формирует в процессе швы руками, именно поэтому к работе допускаются только высококвалифицированные мастера.
Выездные сварочные работы
Услуги для спецтехники
Спецтехника – это машины или механизмы, которые имеют определенное назначение для работы в щадящих условиях, к ним могут относиться: тракторы, бульдозеры, манипуляторы, карьерные самосвалы, погрузчики и другое. С одной стороны специальные машины делаются для работы в тяжелых условиях, но с другой стороны из-за частой эксплуатации этих машин, они выходят из строя. Кроме основных видов услуги ремонта, таких как обслуживание ДВС и ходовой части, применяется также и бытовой сварочный ремонт спецтехники. Услуги применяеются в нескольких случаях: для ремонта изломов, трещин, обслуживания старых сварочных швов или приваривания нового конструктивного элемента. Также ремонт позволяет осуществляться в специально подготовленных ремонтных мастерских или на месте работы специальных машин заказчика.
Сварочные работы в квартире
В квартирах строительные работы могут выполнять только настоящие мастера своего дела с рабочим стажем от 10 лет, потому что сваривание любых элементов трубопровода является очень трудным и скрупулезным делом. Такого типа работа всегда должна быть на высшем уровне, ведь от этого зависит прочность, надежность и долговечность использования изделий на годы. Для того, чтобы подготовить свариваемые поверхности, нужно нанести на них разметку, подогнать друг к другу, затем снять фаску, согласно проектной технической документации. Перед самым началом процесса необходимо состыковать металлические трубы, и оставить между ними небольшое расстояние. В ходе сварки инженер-сварщик внимательно наблюдает за тем, чтобы не образовались поры, плотно и ровно сварились между собой. Данная работа заканчивается тем, что сварщик очищает их от пор и зачищает до гладкости и блеска. Если работа выполнена идеально, то в таком трубопроводе на месте соединения будет даже металлический блеск и не будет никаких дефектов.
Стоимость сварочных работ
*Цены указаны ориентировочно и зависят от сложности производимых работ
Оставьте заявку прямо сейчас
Наши специалисты бесплатно проконсультируют Вас и произведут предварительный расчет
🗹 нажимая на кнопку на сайте Вы даете согласие на обработку персональных данных
Фото примеры сварочных работ
Видео сварочных работ
Сварочные работы в Москве и Московской области
Оказываем полный спектр услуг по сварочно-монтажным работам в центре Москве и области. Коллектив состоит из сплоченной команды высоко-квалифицированных специалистов, имеющих за плечами многолетний опыт работы на разных предприятиях, знающих всю технологию сварочного производства и имеющих следующие действующие удостоверения Накс, Национального Агентства Контроля Сварки.
Виды сварочных работ в Москве и Подмосковье

Аргонная
Данный вид работ применяется, когда необходим неразъемный сварной шов, совмещает в себе использование электрической дуги и газа;

Газовая
Метод отличается долгим нагревом металлов, мощность удобно контролировать, в составе газосварки применяется горючий газ и кислород;

Ручная дуговая
(MMA, РД, РДС)В данном случае сварное соединение формируется при помощи электрической дуги, которая образуется между электродом и металлом;

Полуавтоматическая
Принцип работы полуавтоматом заключается в том, что защитный газ подается в зону сварки с электродной подвижной проволокой;

Сборочно-сварочные работы
Сборка изделий перед сваркой по шаблонам, чертежам или первоначальной модели;

Сварочно-ремонтные работы
Необходимы при деформации конструкций и деталей из металла, помогают избежать крупных аварий;

Сварочно-слесарные работы
Комплексный вид работ, который включает в себя изготовление и установку изделий, двери, окна и т.д.;

Точечная (контактная) лазерная
Сущность метода заключается в соединении частей двумя электродами.(Короткие замыкания)
Организация сварочных работ: место, оборудование, кадры

Организация сварочных работ – это не только сам процесс сварки, но и комплекс мероприятий, связанных с подготовкой рабочего места, контролем качества, обеспечением безопасности и решением кадровых вопросов, в том числе с повышением квалификации сотрудников. Также следует помнить о закупке расходных материалов, оборудования, соответствующей одежды.
Помимо текущих организационных моментов, грамотное руководство стремится к модернизации производства и повышению эффективности. Расходы окупаются за счет расширения видов производимых работ, увеличения их объемов и роста качества. Подробнее об организации сварочных работ на современном производстве читайте в нашем материале.
Основные принципы организации сварочных работ
Организация сварочных работ включает такие составляющие, как проверка технологического уровня предприятия; подготовка квалифицированных руководящих кадров; обучение и аттестация сварщиков; обеспечение материально-технической базы; грамотное распределение рабочей силы; проверка оборудования для сварки.

Все работы по сварке необходимо осуществлять строго по проектам производства работ (ППР), картам трудовых процессов или технологическим картам. Раздел сварки ППР включает:
- вычисление объемов работ в трудовом (нормативы) и натуральном исчислении;
- схемы энергоснабжения;
- ведомости ресурсов — как материальных, так и трудовых;
- принятие решения о форме организации трудовой деятельности;
- нормативные документы на сварочные работы, процесс термообработки и правила контроля качества сварных швов;
- правила соблюдения техники безопасности и нормативов по охране труда.
Если требуется, при организации выполнения сварочных работ можно составить производственный график. При этом важно предусмотреть максимальные возможности по изготовлению и укрупнению конструкций на заводе или ином предприятии, проводящем механизацию работ по сборке и сварке.
Исходя из объемов сварки, предусмотренных ППР, проводят тактическое и оперативное планирование работ по сварке, а также рассчитывают размеры заработной платы мастеров.
Кадровое обеспечение
Всей техникой сварочных работ на предприятии руководят главный сварщик (в крупных организациях, где в штате имеется 200 сварщиков и более или производится не менее 20 тыс. т сварных конструкций), инженер, мастер по сварке, прораб.

В организации-подрядчике каждый специалист по сварочным работам отвечает за свой комплекс операций, и под его началом работают от 10 до 20 сварщиков. Должность инженерно-технического работника (ИТР) занимает специалист из линейного персонала, при этом он должен:
- следить за тем, чтобы работы производились согласно ППР и иным нормативным документам и инструкциям;
- проверять выполнение работниками требований к организации сварочных и сборочных работ с целью соблюдения необходимого их качества, а также рекомендуемых режимов сварки и термической обработки;
- грамотно распределять имеющиеся ресурсы сварочной техники и внедрять новые, а также правильно хранить сварочные материалы и оптимально их расходовать;
- выписывать сварщикам наряды на работу, вести учетные записи сделанных работ;
- в соответствии с госстандартами и техническими условиями проводить контроль сварных швов на всех стадиях работы (начало, процесс работы и приемка готового изделия);
- участвовать в создании исполнительных документов на сварные швы, а также в процедуре сдачи сооружений или их комплексов заказчику либо контролирующим органам;
- время от времени принимать участие в аттестации сварщиков и мастеров по резке газом;
- принимать участие при написании заявок на оборудование и материалы для сварки, отчетов по сварочным работам.
Старший специалист по сварочным работам находится в непосредственном подчинении у главного инженера управления, а в техническом смысле — еще и у главного сварщика производственного объединения.
Количество сварщиков на предприятии зависит от принятых на нем форм организации труда:
Сварщики высокой квалификации, работающие в одиночку, числятся на определенном монтажном участке и начинают трудиться, как только монтажная бригада провела подготовительные работы. Сотрудник, отвечающий за организацию проведения сварочных работ (прораб, начальник участка), распределяет рабочие места, выписывает наряды и принимает готовую работу.
Наряды на работу у каждого сварщика индивидуальные. Такая форма организации трудовой деятельности наиболее эффективна там, где предполагаются малые объемы выпускаемой продукции либо небольшой фронт сварочных работ.
Если на предприятии планируется выпуск большого количества продукции и разворачивается широкий фронт работ (крупногабаритные изделия, тяжелые по массе установки, сложные сборные конструкции), то сварщиков высокой квалификации объединяют в бригады, которые подчиняются прорабу (начальнику участка), отвечающему за организацию работ на сварочном участке.
Он распределяет рабочие места и принимает готовую работу. Выплаты производятся по бригадному наряду.
Еще один вариант — формирование из высококвалифицированных сварщиков комплексных монтажных бригад, трудящихся по бригадным нарядам. Он актуален в основном при монтажных работах на трубопроводах и других подобных сооружениях. Здесь, рассчитывая состав бригад, ориентируются на время, за которое свариваются стыки.
Таким образом, сварщикам не приходится выполнять тяжелую физическую работу и гарантируется высокое качество сварных соединений.
Формируют бригады из сварщиков невысокой квалификации (четвертый разряд или ниже), которые выполняют относительно несложные работы по сварке и прихватке. Здесь также могут работать слесари-монтажники, получившие специальность сварщика.
Сварка осуществляется по бригадному наряду. Чаще всего такой вариант используется при монтаже и сварке неответственных конструкций.
Сварщиков, имеющих высокую квалификацию и работающих в монтажном управлении, собирают в группы, трудящиеся на каждом объекте данного управления (формируются специализированные участки сварочных работ).
Процессом руководят ИТР с соответствующим уровнем образования. Сварочные работы ведутся путем внутреннего субподряда у монтажных участков. Такой способ организации работ применяется при больших объемах сварки ответственных конструкций в монтажных управлениях и на отдельных участках.
Тогда рекомендуется такая форма организации труда при выполнении сварочных работ: ответственный исполнитель — это целый специализированный сварочный участок, в состав которого включены и монтажные бригады (либо монтажный участок как субподрядчик находится в подчинении у сварочного участка).
Оборудование и технология сварочного производства
Сварочные работы невозможны без специального оборудования. Минимальный комплект необходимых устройств включает инвертор, выпрямитель и трансформатор. Их необходимо иметь на каждом производстве, даже совсем небольшом.

Дело в том, что такой набор универсален, благодаря ему можно настроить любой необходимый режим сварки. Инвертор — простой в использовании прибор, доступный даже начинающим сварщикам и позволяющий проделывать нужные объемы работ. Роль трансформатора заключается в подаче на электрод электрического тока, причем диапазон его значений довольно широк. Наконец, выпрямитель помогает сваривать наиболее качественные швы.
Крупные производственные предприятия оснащаются соответствующим высококлассным оборудованием, сложным по устройству, но зато очень функциональным. Такие аппараты обладают большими производственными возможностями и могут настраиваться в зависимости от специфики работы. В том числе имеются модели-роботы, работающие самостоятельно и не требующие присутствия рядом оператора. Рассмотрим более подробно процесс автоматизации производственных линий.
Автоматизация производства требуется на тех предприятиях, которые работают масштабно и выпускают много продукции. Прогресс не стоит на месте, и сейчас созданы аппараты, работающие самостоятельно или, по крайней мере, делающие труд сварщика гораздо более легким. Самый элементарный пример такого устройства — полуавтоматы, в которых сварочная проволока подается не вручную, а с помощью механизмов.
Как правило, современнейшее оборудование для различных видов сварки изобретается для тех предприятий, которые идут в ногу со временем и разрабатывают новые технологии. Все работает в совокупности: спрос рождает предложение.
Благодаря техническим инновациям процесс электродуговой сварки осуществляется гораздо легче и быстрее. Стоит отметить, что в настоящее время сварочные участки в основном очень хорошо механизированы. На крупных заводах создаются роботизированные линии, которые могут работать по вложенной в них программе. Здесь не нужно задействовать дополнительных работников для организации контроля качества сварочных работ.
Организация рабочего места сварщика
Рабочее пространство сварщика необходимо содержать в полном порядке. Каждый прибор, каждый элемент оборудования должны находиться на своем месте. Нужно следить, чтобы инструмент для сварки и прочий инвентарь были исправны. Сварочные работы и сборку конструкций следует осуществлять в специальных козелках, имеющих ровную рабочую поверхность и высоту 60—65 см.

Трансформаторы для сварки размещают на площадках, изготовленных из металла, имеющих высоту 10 см и ширину 80 см. Впрочем, ширина площадки зависит от того, сколько агрегатов на ней установлено. Трансформаторы ставят, не ограждая их, чтобы к ним имелся открытый доступ в любое время для регулирования тока, проверки и починки. Рубильники для них располагают на трубчатых стойках. Сварочные преобразователи тока размещают у колонн цеха на полу, а их включающие устройства монтируют на колонне.
Рабочее место сварщика должно быть оснащено инвентарными алюминиевыми лестницами для работы с конструкциями, имеющими большую высоту. Все провода, электрододержатели обязательно нужно изолировать. Инструменты и рабочие приспособления следует хранить в специальных шкафах, устанавливаемых возле колонн.
Безопасная организация сварочных работ предполагает оборудование в цехе стабильной приточно-вытяжной вентиляции, чтобы уменьшить содержание вредных примесей в воздухе и обеспечить сварщикам нормальные условия труда.
Для небезопасных для здоровья веществ в воздухе рабочей зоны стандартами прописаны предельно допустимые концентрации (ПДК): для диоксида азота — 5 мг/м3, оксида углерода — 20 мг/м3, марганца — 0,3 мг/м3, кремниевой пыли (аэрозоль) — 1—4 мг/м3.
Граница рабочей зоны по высоте составляет 2 м (над уровнем пола). Очень важно каждый день мыть пол в цехе, поскольку влажная уборка снижает концентрацию вредных веществ в воздухе. Нельзя забывать и про шумовые загрязнения: например, чтобы уменьшить уровень шума, рекомендуется вместо рубки пневматическими молотками использовать воздушно-дуговую резку.
Если производится сварка металлических листов и таким образом создается замкнутое пространство, то сварщику необходимо обеспечить постоянный приток свежего воздуха. Для освещения рабочего участка пользуются переносными светильниками напряжением 12 В (не больше).
Проводить работы следует на резиновом коврике, мастер при этом должен быть обут в диэлектрические галоши. Очень важно обеспечить надежное заземление свариваемых изделий, инструмента и оборудования, а также стеллажей.
Контроль сварочных работ
В таблице приведена схема входного контроля организации сварочных работ, который осуществляет прораб или мастер по сварке.
Материалы для сварочных работ
Оборудование и приспособления для сварки и монтажных работ
Проверяют проект производства работ (раздел сварки), технологический проект, сертификаты на расходные материалы, технологичность узлов сварки. Рассчитывают количество необходимых оборудования и материалов, определяется, сколько нужно сварщиков и насколько трудоемки работы.
Проверяют, допущены ли рабочие к сварке ответственных конструкций по «Правилам аттестации сварщиков». Если требуется, дополнительно готовят кадры для выполнения этой работы. Организуют сварку, испытывают пробные образцы.
Проверяют наличие сертификатов, соответствие материалов техническим условиям, документы об испытаниях технологических свойств. Контролируют соблюдение сроков и условий хранения, а также наличие бракованных материалов.
Проводят проверку наличия контрольно-измерительной аппаратуры, а также того, исправно ли оборудование и все ли комплектующие на месте.
Проверяют удостоверения сварщиков, проводят дополнительные проверки квалификации.
Проводят осмотр и механические испытания.
Проверяют документацию, контролирует заполнение формуляров, журнала учета и состояния оборудования.
Перед пуском сборочно-сварочных работ.
Сотрудники, привлекаемые к контролю
Отдел главного механика (энергетика).
В следующей таблице дана схема операционного и приемочного контроля качества сварочно-сборочных работ, который также осуществляет прораб или мастер по сварке.
Подготовка конструкций под сварку
Сборка конструкций под сварку
Подготовка исполнительных документов
Проверяют, нет ли на поверхности грязи и сора, соответствуют ли размеры, форма и свойства подготовленных кромок нормативным требованиям. Контролируют, насколько хорошо зачищены кромки.
Проверяют: в каком состоянии находятся кромки и прилегающие к ней части поверхности; соблюдаются ли проектные требования по соответствию размеров и марки сварных материалов; как используются приспособления для сварки; соблюдается ли последовательность технологических операций.
Проверяют: режим сварочных работ; последовательность нанесения слоев (швов); соответствуют ли нормативным требованиям атмосферные и прочие условия в цехе; соблюдены ли требуемые характеристики материалов и хорошо ли они подготовлены к сварке. Организуют сварочные работы и испытывают контрольные образцы.
Уточняют количество сварных соединений и корректируют схему их расположения. Проверяют: насколько качественно оформлены швы; нет ли внутренних или наружных дефектов на изделии; не имеется ли трещин, шлака, металлических брызг в материале соединения и околошовной области; нет ли таких изъянов, как поры, непровары, кратеры, прожоги, подрезы и т. д.
Подвергают проверке все документы, касающиеся сварки: журнал сварочных работ, копии удостоверений сотрудников, сертификаты на сварочные материалы, протоколы испытаний готовых изделий, заключения по ультразвуковому и другим видам контроля, акты проверки сваривания контрольных стыков, документы, подтверждающие проведение металлографических исследований.
Проводят внешний осмотр и измеряют параметры.
Проводят внешний осмотр, измеряют параметры, а также осуществляют механические испытания.
Проводят внешний осмотр, контроль — физический и химический.
Проверяют техническую документацию.
В процессе сварочных работ.
До и после сварки.
Кто привлекается к контролю
Мастер или прораб монтажного участка.
Мастер или прораб сварочного участка.
Какую выбрать форму организации сварочных работ на предприятии? Это зависит от нескольких факторов: производственных условий, объема и характера сварочных работ. Так или иначе, нужно максимально загружать сварщиков в соответствии с их специализацией и создавать межоперационные заделы.
Если посмотреть на работу ведущих монтажных предприятий, то становится ясно: заметно повысить производительность труда сварщиков можно при разделении операций по сварке и сборке конструкций, наличии межоперационных заделов, а также организации работы сварщиков в особых мобильных подразделениях и расширении таким образом зоны обслуживания работ по монтажу.
Все это позволяет наладить стабильную, полную занятость сварщиков работой именно по их специальности. Вынужденные технологические перерывы становятся меньше, сокращаются потери ценного рабочего времени, которое можно будет потратить на осуществление сложных проектов.
Кроме того, слесари и сварщики становятся требовательнее друг к другу и к качеству подготовки изделий под сварку и сварных соединений. Повышается общее качество, изучаются новые технологии, внедряется передовое оборудование и, конечно, возрастает заработная плата.
Многолетний опыт и проведенные расчеты говорят о том, что при работе со сложными монтажными конструкциями занятыми по своей специальности оказываются в среднем 60—70 % квалифицированных сварщиков четвертого – шестого разрядов.
Конечно, начальству необходимо контролировать использование квалифицированного персонала в соответствии с их специальностью и разрядом. В этом залог успешного повышения производительности труда.
Контроль можно осуществлять по формулам, используя при расчетах коэффициент качества рабочего времени к3, представляющий собой отношение нормы времени, затраченного на соответствующую уровню квалификации сварщика работу, либо фактической выработки tu к рассчитанным нормированным затратам времени на эту работу (t).
Производство сварных конструкций — весьма сложный процесс, состоящий из множества уровней. Он выполняется поэтапно, и на каждой стадии задействованы квалифицированные работники. Для четкой, налаженной работы необходимо установить строгий порядок организации сварочных работ и проработать каждый ее этап.
Читайте также: