Сварочные проволоки каких марок применяются для механизированной сварки в углекислом газе с345к
Благодаря таким преимуществам, как высокая производительность, легкость транспортирования защитной среды в плавильное пространство, отсутствие шлаковой корки, снижение ширины зоны термического влияния и сварочных деформаций, возможность сварки во всех пространственных положениях, наблюдения за дугой и управления ею, полуавтоматическая сварка в среде защитных газов полностью вытеснила полуавтоматическую сварку под флюсом и стала доминирующим процессом среди механизированных процессов сварки при изготовлении металлоконструкций ответственного и особо ответственного назначения.
Сварка в среде защитных газов плавящимся электродом, как и самозащитной проволокой, выполняется на постоянном токе обратной полярности, так как этот параметр обеспечивает наибольшую стабильность горения дуги.
Наибольшее распространение для защиты плавильного пространства благодаря своей дешевизне получил углекислый газ; параметры режима сварки в среде СО2 приведены в табл. 11—18.
Таблица 11. Рекомендуемые соотношения между диаметром электрода, током и напряжением дуги и вылетом электрода
Таблица 12. Параметры режима сварки тонкостенного металла
Примечание. При использовании сварочной проволоки диаметром 0,5 мм параметры режима уменьшить на 25 %.
Таблица 13. Параметры режима механизированной сварки в СО2 стыковых соединений без скоса кромок
Таблица 14. Параметры режима механизированной сварки сталей в углекислом газе стыковых соединений (двухсторонние швы)
Примечание. 1. Сварка выполняется проволокой диаметром 2 мм.
2. В числителе — режимы для первого прохода и подварочного шва
Таблица 15. Параметры режима автоматической и полуавтоматической сварки в углекислом газе сплошной проволокой угловых соединений
Таблица 16. Параметры режима механизированной сварки сталей в углекислом газе тавровых соединений без скоса кромок (двухсторонние и односторонние швы)
Таблица 17. Параметры режима сварки электрозаклепками в углекислом газе с проплавлением верхнего элемента
Таблица 18. Параметры режима сварки в СО2 стыковых соединений с принудительным формированием сварного шва
Примечание. 1. Положение шва — вертикальное.
2. Расход СО2 18…20 л/мин.
Однако эта технология имеет один существенный недостаток — повышенное разбрызгивание, вследствие чего возрастают трудозатраты на очищение шва и околошовной зоны.
Поскольку получить струйный перенос металла при сварке в СО2 невозможно, с разбрызгиванием борются несколькими способами: сварку ведут стандартными проволоками в газовой смеси СО2 + О2; при этом достигается получение мелкокапельного переноса металла, и разбрызгивание уменьшается (параметры режима приведены в табл. 19—22).
Таблица 19. Параметры режима механизированной сварки стыковых соединений в СО2, СО2+ О2, Ar + 25 % CO2 проволокой Св-08Г2С в нижнем положении
Таблица 20. Параметры режима сварки стыковых и угловых швов проволокой Св-08Г2С в смеси 70%Ar+25%CO2+5%O2 в нижнем положении
Режимы прокалки электродов, порошковой проволоки и флюсов
По истечении указанного срока электроды должны быть перед применением повторно прокалены. Прокалка электродов может проводиться не более трех раз, не считая прокалки при их изготовлении. В случае хранения электродов в сушильном шкафу при температуре 60-100°С срок использования их не ограничивается.
3.2.6. Перед применением электродов независимо от наличия сертификата должны быть проверены сварочно-технологические свойства каждой партии.
Проверка сварочно-технологических свойств электродов должна поручаться опытному дипломированному сварщику и выполняться в соответствии с пп. 5.7 - 5.10 ГОСТ 9466. Результаты проверки оформляются актом, форма которого приведена в приложении 15.
Перед выдачей электродов сварщику необходимо убедиться в том, что электроды были прокалены и срок действия прокалки не истек.
Примечание. При наличии на этикетках пачек номера замесов обмазки электродов (в пределах одной партии) рекомендуется проводить контроль сварочно-технологических свойств электродов каждого замеса.
3.2.7. Сварочно-технологические свойства электродов необходимо определять при сварке в потолочном положении одностороннего таврового образца из двух пластин размеромСварку выполняют в один слой. После сварки таврового образца сварной шов и излом по шву осматривают. Для облегчения разрушения образца следует сделать надрез по середине шва со стороны усиления глубиной 1,5 - 2 мм.
3.2.8. Толщину пластин и катет шва при сварке тавровых образцов выбирают в зависимости от диаметра электрода:
Пластины для проверки сварочно-технологических свойств электродов должны быть изготовлены из стали той марки, для сварки которой могут быть использованы проверяемые электроды в соответствии с табл. 3.2.
3.2.9. Сплошность металла шва, определяемая в изломе образца, должна отвечать требованиям, предъявляемым к сварным соединениям по результатам радиографического контроля (см. приложение 14, табл. П14.3).
3.2.10. Сварочно-технологические свойства электродов должны удовлетворять требованиям ГОСТ 9466. Основные из этих требований следующие:
покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования "козырька", препятствующих нормальному плавлению электрода во всех пространственных положениях;
образование "козырька" из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака;
образующийся при сварке шлак должен обеспечивать правильное формирование шва и легко удаляться после охлаждения;
Для определения размера "козырька" и прочности покрытия отбирается 10-12 электродов из 5-6 пачек и производится их расплавление в вертикальном положении при угле наклона электрода к шву 50-60°. Измерение "козырька" производится от торца стержня электрода до наиболее удаленной части сплавившегося покрытия.
3.2.11. При неудовлетворительных сварочно-технологических свойствах электроды следует повторно прокалить в печи по одному из режимов, указанных в табл. 3.4. Если после повторной прокалки технологические свойства электродов не удовлетворяют приведенным выше требованиям, то данную партию электродов использовать для сварки ответственных металлоконструкций нельзя.
3.3. Сварочная проволока
3.3.1. Для автоматической и механизированной сварки под слоем флюса, а также для механизированной сварки в углекислом газе сталей всех марок, приведенных в п. 1.1.3 настоящего РД, применяется сварочная проволока сплошного сечения по ГОСТ 2246. Области применения сварочной проволоки для этих видов сварки приведены в табл. 3.5, химический состав - в приложении 6.
3.3.2. Для механизированной сварки порошковой проволокой применяются самозащитные порошковые проволоки, изготовленные по ГОСТ 26271 и соответствующим техническим условиям.
3.3.3. Марки порошковой проволоки, которые могут быть применены для сварки металлоконструкций, изготовленных из стали с нормативным пределом текучести не более 375 МПа (стали марок, приведенных в приложении 1, которые соответствуют обозначениям стали до С375Д включительно), указаны в табл. 3.5. Характеристика этих проволок приведена в приложении 7.
Возможность сварки порошковой проволокой более прочных сталей, а также марки порошковой проволоки для их сварки должны быть согласованы с проектной и материаловедческой организациями.
3.3.4. Каждая часть сварочной проволоки, отделенная от бухты (мотка), должна быть снабжена биркой, на которой указывается завод-изготовитель, марка, номер плавки и диаметр проволоки.
3.3.5. Сварочная проволока сплошного сечения должна храниться в условиях, исключающих ее загрязнение или коррозию. Перед употреблением проволока должна быть проконтролирована путем внешнего осмотра на предмет определения чистоты поверхности.
При необходимости проволоку очищают от ржавчины и грязи травлением в 5% растворе соляной или ингибированной (3% раствор уротропина в соляной кислоте) кислоты.
Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется прокалить при температуре 150-200°С в течение 1,5-2 часов.
Разрешается также очищать проволоку наждачной шкуркой или любыми другими способами до металлического блеска. При очистке проволоки нельзя допускать ее резких перегибов (переломов), что может нарушить нормальный процесс подачи проволоки в зону сварки.
3.3.6. Порошковая проволока должна храниться в мотках в специальной таре, предупреждающей ее увлажнение. Перемотку порошковой проволоки производить запрещается.
Каждый моток порошковой проволоки должен быть проконтролирован путем внешнего осмотра на предмет определения чистоты поверхности проволоки, повреждения и переломов оболочки.
Перед применением порошковая проволока должна быть прокалена по режиму, приведенному в табл. 3.4. После прокалки проволока может быть использована в течение пяти суток, если она хранится в соответствии с требованиями п. 1.3.16 настоящего РД. По истечении указанного срока порошковую проволоку перед применением следует вновь прокалить.
3.3.7. Каждая партия порошковой проволоки перед применением должна быть проверена на сварочно-технологические свойства путем наплавки валика на пластину и визуального контроля поверхности валика на наличие трещин, пор и неровностей. Наплавка валика производится на пластину толщиной 14-18 мм из углеродистой стали в нижнем положении по режиму, предписанному для данной марки проволоки. Сварочно-технологические свойства считаются удовлетворительными, если: на поверхности валика не будет обнаружено трещин; максимальный размер поры не превышает 1,2 мм, а число пор на любых 100 мм протяженности валика не превышает 5; глубина чешуйчатости не превышает 1,5 мм.
Область применения сварочной проволоки и флюса
2 Применение флюсов АН-348А и АН-348АМ для сварки сталей С345 и более прочных требует проведения дополнительного контроля механических свойств металла шва при сварке элементов всех толщин для конструкций в климатических районах , и толщин свыше 32 мм - в остальных климатических районах.
3.4. Газы
3.4.1. Для механизированной сварки в углекислом газе в качестве защитного газа должна применяться газообразная или жидкая двуокись углерода высшего и первого сорта по ГОСТ 8050.
По физико-химическим показателям газообразная и жидкая двуокись углерода (углекислый газ -3.4.2. Хранение и транспортировка двуокиси углерода под давлением производится в стальных баллонах по ГОСТ 949 вместимостью до 50 кПа (200 . Баллоны, поступающие от потребителей, должны иметь остаточное давление двуокиси углерода не ниже ).
Сварочные проволоки и порошкообразные материалы для механизированной сварки
Сварочные проволоки предназначены для ручной и механизированной сварки, наплавки и изготовления электродов; выпускаются диаметром от 0,3 до 12 мм. Проволока диаметром до 5 мм используется для механизированной сварки, поставляется в мотках или кассетах для непосредственного использования в сварочных автоматах и полуавтоматах. Современные марки цельнотянутых проволок для сварки под флюсом и в среде защитных газов приведены в табл. 1 и 2, а порошковых проволок — в табл. 3. Для сварки чугуна используют самозащитные порошковые проволоки и цельнотянутые проволоки (табл. 4).
Таблица 1. Стальная проволока для сварки под флюсом (по ГОСТ 2246-70)
Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св-13Х2МФТ, Св-04Х2МА, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ, Св-08ХЗГ2СМ,
Св-07Х18Н9ТЮ, Св-05Х19Н9ФЗС2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б,
Св-06Х19Н10М3Т, Св-08Х19Н10МЗБ, Св-04Х19Н11М3, Св-06Х20Н11М3ТБ, Св-10Х20Н15, Св-07Х25Н12Г2Т, Св-06Х25Н12ТЮ, Св-ХН75М6ТЮ,
Св-08Х25Н13БТЮ, Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6,
Примечание. В марках проволоки буквы «Св» означают «сварочная», после дефиса указан состав стали (обозначения см. в гл. 1). В проволоке Св-08АА содержание серы н фосфора еще ниже, чем в Св-08А.
По специальному заказу изготовляют проволоку из стали, выплавленной в вакуумноиндукционных печах (ВИ), подвергнутой электрошлаковому (Ш) и вакуумно-дуговому (ВД) переплаву. Поверхность низкоуглеродистой и легированной проволоки может быть омедненной (О). Шифры этих дополнительных требований, приведенные в скобках, указывают в марке проволоки после состава стали.
Таблица 2. Стальная проволока для сварки в защитных газах
Таблица 3. Порошковые проволоки для дуговой сварки сталей
Струйный перенос металла.
15ХСНД, 17ГС, 10ХН1М, 15ГСТЮ,
*1 Фирма AIR-LIQUIDE-Group, Швейцария.
*2 Проволока ПП-АН-А1 — для сварки в углекислом газе, остальные — самозащитные.
Таблица 4. Порошковые проволоки для сварки чугуна
Примечание. 1. Проволока ПАНЧ-11 — самозащитная, сплошного сечения, остальные — самозащитные, порошковые.
2. Технология и техника механизированной сварки такие же, как и при ручной сварке.
В целях повышения производительности сварки и улучшения качества сварных швов наряду с подачей сварочной проволоки в сварочную ванну подают порошкообразный присадочный материал (ПМ) в виде агломерированных шариков или рубленой проволоки — крупки (табл. 5).
Таблица 5. Порошкообразные сварочные материалы для сварки под флюсом низкоуглеродистых и низколегированных сталей
Св-08ГА или Св-08Г2С
Св-08Г2С или Св10Г2
Св-10Г2 или Св-08Г2С
Св-08Г2С или Св-08ГА
Для сварки меди и некоторых сплавов выпускается проволока диаметром 0,8…8,0 мм и прутки диаметром 0,6…8,0 мм (табл. 6).
Таблица 6. Рекомендуемые марки проволок для сварки меди и ее сплавов
При сварке никеля и его сплавов применяют проволоку диаметром 3…5 мм марок НП-1, НП-2, НМц-2,5. Разработаны также специальные комплексно-легированные проволоки, содержащие титан, алюминий, марганец, кремний марок НМцАТ3-1,5-0,6 и НМцТК11-1,5-2,5-0,15.
Для сварки титана выпускается проволока диаметром 1…7 мм нескольких марок.
Проволока ВТ1-00 является универсальной для сварки всех титановых сплавов, однако если требуется высокий уровень прочностных свойств, применяются проволоки специальных марок, например, ВТ6св, СПТ-2, ВТ20-1св и т.д.
Для механизированной сварки алюминия и его сплавов применяются марки проволок в соответствии с рекомендациями табл. 7.
Таблица 7. Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов (ГОСТ 7871-75)
* Фирма AIR-LIQUIDE Group, Швейцария.
Примечание. Т — повышенная стойкость швов против горячих трещин; Пр — высокая прочность соединений; Пл — высокая пластичность соединений; К — повышенная коррозионная стойкость соединений; У — универсальная проволока, обеспечивающая удовлетворительные свойства соединений.
Механизированная сварка в среде углекислого газа
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.
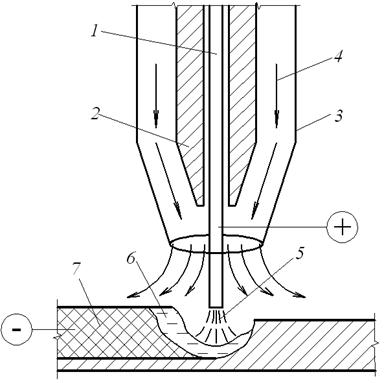
Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм 2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.
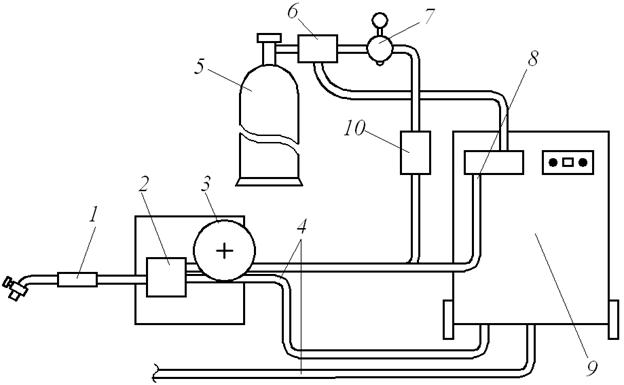
Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Читайте также: