Сварочные горелки для сварки неплавящимся электродом
Сварочная горелка SR 26 для TIG сварки, гибкая шейка, силовой кабель 25 мм2, кабель управления и газовый шланг отдельные упакованы в защитный покрышка. Независимый силовой кабель, кабель управления и шланг подвода защитного газа, дает возможность экономного ремонта сварочной горелки.
ESAB PSF 250 – самоохлаждаемая горелка для автоматической и полуавтоматической сварки проволокой в среде защитного газа (MAG/MIG).
Горелки ESAB PSF 520W нового поколения имеют совершенно новую конструкцию, при этом изнашиваемые детали остаются полностью совместимыми с прежними моделями горелок PSF, прекрасно зарекомендовавшими себя.
TIG горелка TXH предназначена для ручной сварки неплавящимся электродом в среде защитного газа и поставлятся с водяным охлаждением.
TIG горелка TXH предназначена для ручной сварки неплавящимся электродом в среде защитного газа и поставляется с водяным охлаждением.
Горелки ESAB PSF 420W нового поколения имеют совершенно новую конструкцию, при этом изнашиваемые детали остаются полностью совместимыми с прежними моделями горелок PSF, прекрасно зарекомендовавшими себя.
Этот универсальный и удобный в работе плазменный резак рассчитан на ток 300 А, для охлаждения используется вода.
Сварочная горелка для аргонодуговой TIG сварки SR 400 OKC50, 8 метров.
Горелки ESAB PSF 415 нового поколения имеют совершенно новую конструкцию, при этом изнашиваемые детали остаются полностью совместимыми с прежними моделями горелок PSF, прекрасно зарекомендовавшими себя.
Главной характеристикой линейки горелок ESAB SR-B является высокое качество. Горелки обеспечивают максимальное удобство, универсальность и эргономику.
TIG горелка TXH предназначена для ручной сварки неплавящимся электродом в среде защитного газа и может поставляться с водяным или воздушным охлаждением.
Горелки ESAB PSF 515 нового поколения имеют совершенно новую конструкцию, при этом изнашиваемые детали остаются полностью совместимыми с прежними моделями горелок PSF, прекрасно зарекомендовавшими себя.
Самый маленький резак плазменной резки на рынке сварочного оборудования.
Сварочная горелка с водяным охлаждением ESAB PSF 510W с интегрированной системой дымоудаления.
Сварочные горелки MXH 300 PP и MXH 400w PP представляют собой устройства с воздушным и жидкостным охлаждением , предназначены для полуавтоматической сварки в защитном газе ( MIG/MAG ).
SF 505 ESAB – самоохлаждаемая горелка для автоматической и полуавтоматической сварки проволокой в среде защитного газа (MAG/MIG).
Самый маленький резак плазменной резки на рынке сварочного оборудования. Обеспечивает самые комфортные условия работы. Ток непрерывной работы – 50 А. Специально сконструирован для работы в стесненных условиях. Может производить резку, скользя по поверхности (ВЧ – старт). Резак используется в установках CaddyCut, HandyPlasma 50 и РСМ 500I.
Сварочная горелка с водяным охлаждением ESAB PSF 410W с интегрированной системой дымоудаления.
PSF 405 ESAB – самоохлаждаемая горелка для автоматической и полуавтоматической сварки проволокой в среде защитного газа (MAG/MIG).
Общая концепция сварки TIG. Оборудование для сварки TIG
Наличие оксидной плёнки, обладающей высокой тугоплавкостью и плохой электропроводностью, весьма затрудняет сварку алюминиевых сплавов. Кроме того, алюминий имеет такое большое химическое сродство к кислороду, что механическая очистка поверхности основного материала перед сваркой действует в течение непродолжительного времени, после чего поверхности очень скоро вновь образуется оксидная плёнка Разрушение оксидной плёнки представляется довольно сложной задачей, требующей больших вложений энергии. Поскольку разрушить плёнку нагревом электрическим током сложно из-за её плохой электропроводности, можно прибегнуть к разрушению плёнки методом катодного распыления. Это обуславливает необходимость применения сварки на переменном токе.
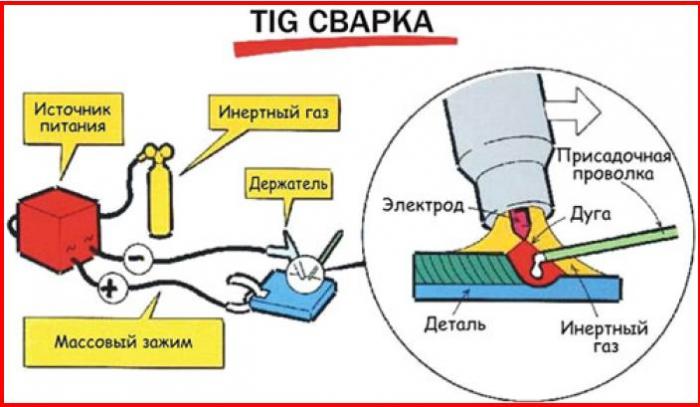
Рис. 6. Концепция сварки TIG
1. Сварка TIG
Сварка методом TIG — наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса.
При сварке TIG дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием. При этом отсутствует перенос расплавленного металла через дуговой промежуток, что облегчает условия горения дуги и обусловливает её высокую стабильность, исключает разбрызгивание расплавленного металла, сокращает потери на испарение и улучшает качество сварного шва за счёт ограничения взаимодействия расплавленного металла с газами столба дуги.
Сварка TIG на переменном токе открывается возможность разрушить и устранить оксидный слой при помощи носителей заряда в электрической дуге. Для этого подходят только ионы, поскольку электроны из-за своей малой массы не обладают достаточной для такого процесса кинетической энергией.
На рис. 7 показан поток носителей заряда в электрической дуге. Когда отрицательный полюс находится на электроде, электроны перемещаются от электрода к изделию, а остаточные ионы — от изделия к электроду. При такой полярности очищающий эффект невозможен. При обратной полярности более тяжёлые ионы возвращаются на поверхность изделия. При этом за счёт своей высокой кинетической энергии они могут разрушить и устранить оксидный слой на поверхности изделия.
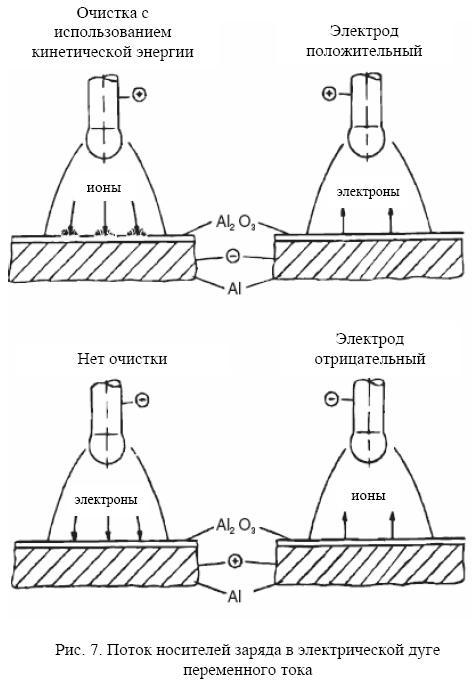
Если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонесущая способность. Поэтому данный вариант сварки TIG применим только для сварки очень тонких алюминиевых конструкций (с толщиной стенки до 2,5 мм). Переменный ток предлагает компромиссное решение. Когда на электроде находится позитивная полуволна, возникает очищающий эффект. Следующая за ней отрицательная полуволна снова охлаждает электрод. Поэтому можно говорить об очищающей и охлаждающей полуволнах. Токонесущая способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе, но она значительно выше, чем при сварке на положительном полюсе.
В настоящее время также применяют вариант сварки TIG на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90% He / 10% Ar). При сварке на отрицательном полюсе, как уже было описано, оксидная плёнка на поверхности не разрушается. Однако она расплавляется при высокой температуре мощной гелиевой дуги. Поэтому она лишь немного повреждается. Сварка TIG постоянным током на отрицательном полюсе в среде гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
2. Источники питания для сварки TIG
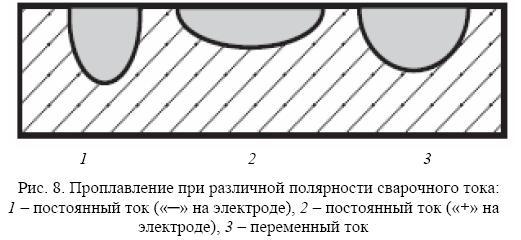
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что сварку TIG необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции — бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ сварки TIG.
По сравнению со сваркой TIG симметричным током, сварка алюминиевых сплавов асимметричным переменным током расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога.
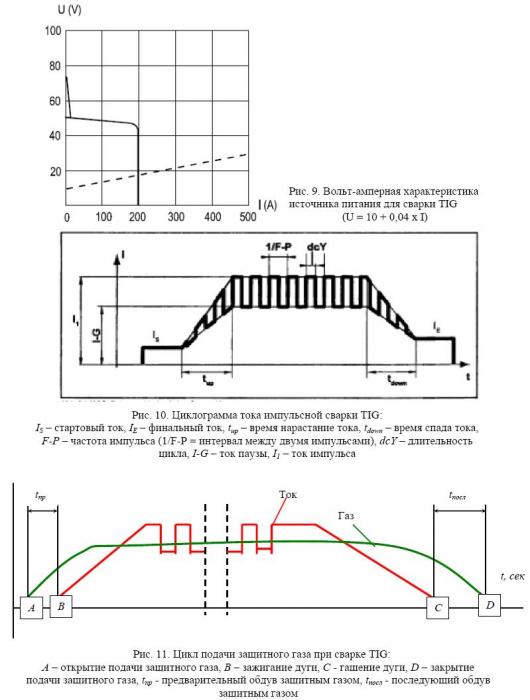
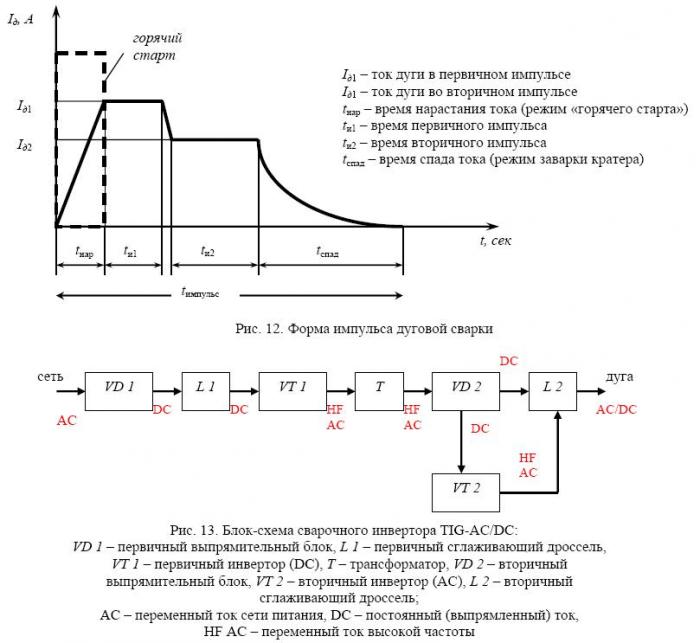
В ряде случаев целесообразно использовать сварку TIG импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100 Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла.
Генераторы импульсов тока являются основным блоком источника питания для импульсной сварки. Они включают в себя регуляторы нарастания/спада тока и осуществляют цикл сварки, показанный на Рис. 10. При такой схеме цикла сварки регулируются все составляющие цикла — IИ, IП, tН, tИ, tП, tК. Наиболее важной составляющей является tК; при плавном спаде тока в конце сварки происходит равномерная и качественная заварка кратера шва, что позволяет завершать сварку на самом изделии, не прибегая к трудоёмкой технологии установки выводных пластин. Этот же генератор управляет и открытием электромагнитного газового клапана и позволяет осуществлять предварительный (до зажигания дуги) и последующий (после гашения дуги) обдув защитным газом. При предварительном обдуве защитный газ вытесняет атмосферный воздух из зоны сварки, а последующий обдув газом позволяет завершить кристаллизацию и остывание металла шва в течение 3-5 сек после окончания сварки. Схема открытия газового клапана приведена на Рис. 11. При этом tпр и tпосл также можно регулировать.
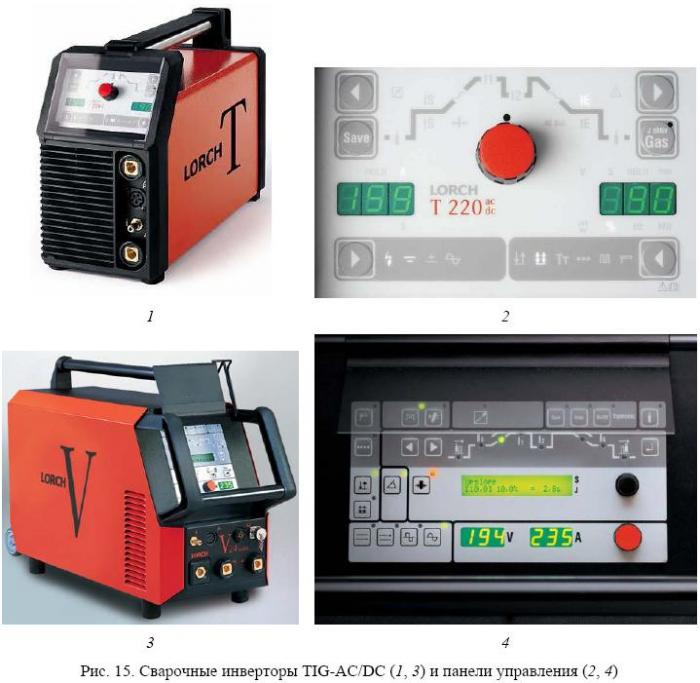
Наилучшими сварочными свойствами обладают инверторные источники питания, основным элементом которых является полупроводниковый инвертор — устройство для преобразования постоянного напряжения в переменное высокочастотное. Инверторные схемы строятся на быстодействующих тиристорах или транзисторах. По сути, в сварочной цепи течёт переменный ток высокой частоты (несколько десятков кГц, а иногда и МГц). Несущая частота сварочного тока обуславливает высокие сварочные свойства инверторных выпрямителей. Инверторы AC/DC, используемые при TIG сварке алюминиевых сплавов, имеют дополнительный блок — вторичный инвертор, осуществляющий дополнительное инвертирование сварочного тока.
Поскольку частота тока напрямую связана с массой магнитопроводов и потребным сечением проводов катушек, масса трансформаторов и дросселей в инверторных выпрямителях очень невелика (примерно в 10 раз меньше, чем масса трансформаторов и дросселей, рассчитанных на ток частотой 50 Гц) и составляет 0,1 ÷ 0,3 кг на 1 А сварочного тока и 4 ÷ 8 кг на 1 кВт потребляемой мощности. Инверторные выпрямители очень экономичны в эксплуатации; так как они не потребляют реактивной мощности, их коэффициент мощности cosφ близок к единице, а КПД не ниже 0,7, а иногда достигает 0,9.
Для достаточного очищающего эффекта совсем не нужно целой положительной полуволны, достаточно 20 — 30%. Именно это используется в современных источниках тока для TIG сварки. Они производят искусственный переменный ток с волнами прямоугольной формы; за счёт быстрого переключения силовых элементов (тиристоров или транзисторов) на электрод попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обоих полуволн может изменяться, например, от 20% положительного полупериода/80 % отрицательного полупериода до 80% положительного полупериода /20% отрицательного полупериода (Рис. 14). Проплавляющая способность дуги при этом остаётся на приемлемом уровне.

Меньшая фаза положительного полюса обеспечивает более высокую токонесущую способность электрода, а при одинаковой установке тока — большую стойкость. В таких так называемых «прямоугольных источниках» может часто изменяться и частота искусственного переменного тока, например, от 50 до 300 Гц. Повышение частоты способствует сохранению электрода. Прямоугольный искусственный переменный ток обладает и другими преимуществами. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Поэтому происходит более надёжное зажигание, даже без использования приспособления для зажигания, а электрическая дуга в целом стабильнее. При этом повторные зажигания дуги сопровождаются сильным гудением.
3. Горелки для сварки TIG
Сварочная горелка TIG является основным рабочим инструментом сварщика, в котором закреплён неплавящийся электрод; через горелку подаётся сварочный ток и защитный газ. В настоящее время выпускается большое количество различных горелок:
— с газовым и водяным охлаждением,
— с подачей защитного газа через диффузор или через газовую линзу (обеспечивает более стабильный ламинарный поток защитного газа),
— с регулировкой или без регулировки тока сварки,
— с жёсткой или гибкой головкой.
4. Механизация ручной сварки TIG
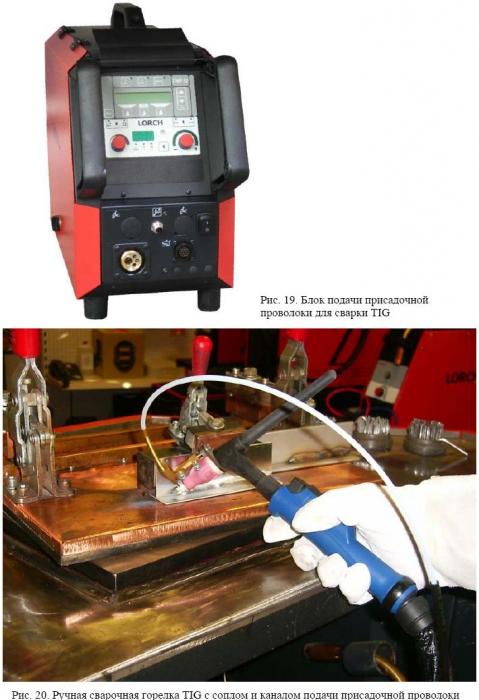
Как известно, автоматизация сварочного процесса определяется степенью автоматизации двух сварочных движений — перемещения сварочной дуги вдоль линии стыка и подачи присадочного материала в зону сварки. Механизация ручной сварки TIG достигается автоматической подачей присадочной проволоки в зону сварки. Таким образом, возникает понятие полуавтоматическая сварка неплавящимся электродом. Чаще всего используют более простую систему с холодной присадочной проволокой, являющейся нейтральной по отношению, как к неплавящемуся электроду, так и к свариваемому изделию.
Организация автоматической подачи присадочной проволоки предусматривает:
1) Наличие блока подачи присадочной проволоки.
2) Установку сопла подачи присадочной проволоки на сварочную горелку.
3) Коммутацию блока подачи присадочной проволоки и источника питания сварки TIG.
4.1. Комплект оборудования для подачи присадочной проволоки
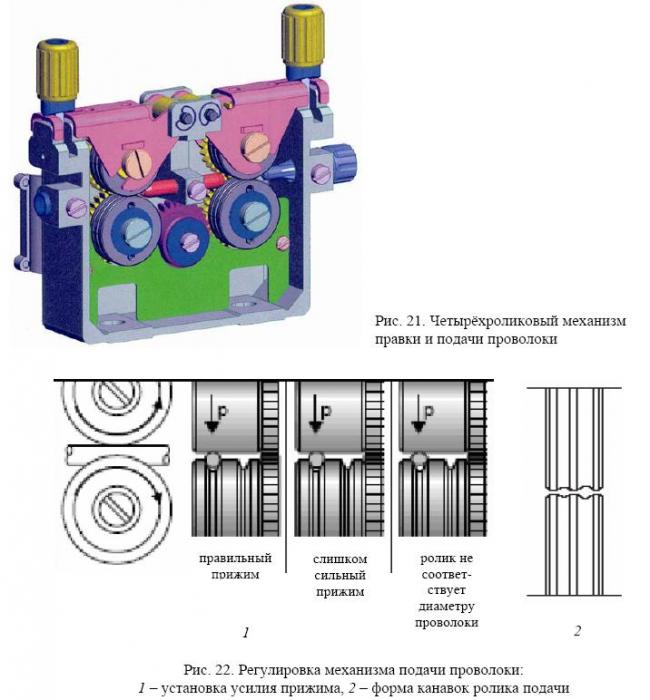
Блок подачи присадочной проволоки включает размоточное устройство для проволоки, двигатель подачи и механизм правки и подачи проволоки. Самый простой вариант — использовать стандартный блок подачи проволоки от сварочного полуавтомата, соответствующим образом скоммутированный с источником питания сварки TIG. При этом достигается существенная экономия, особенно теми производителями, которые производят также оборудование для MIG/MAG сварки.
Сопло подачи присадочной проволоки устанавливается непосредственно на керамическое газовое сопло сварочной горелки при помощи крепёжного хомута. Проволока подаётся в сопло от блока подачи проволоки по тефлоновому каналу подачи.
Коммутация блока подачи и источника питания осуществляется при помощи дополнительной панели управления, которая устанавливается либо в источнике питания, либо в блоке подачи.

4.2. Подготовка блока подачи проволоки
Алюминиевая проволока, особенно малых диаметров (0,8 мм и 1,0 мм), очень мягкая и её подача легко может быть нарушена неправильным подбором системы подачи.
Для сварки алюминиевых сплавов следует использовать только четырёхроликовые механизмы подачи. Правильные и подающие ролики также следует выбирать специальные — с канавкой U-образной формы. Ни в коем случае нельзя устанавливать слишком большое усилие прижима, так как это может существенно затормозить проволоку в механизме подачи. Тормоз размоточного устройства должен быть установлен в промежуточное положение. Таким образом, можно избежать провисания проволоки при остановке двигателя подачи из-за свободного проворачивания катушки и вытягивания проволоки при старте подачи. Рекомендуется также установить на входное и выходное сопла механизма подачи обрезки каналов подачи: один — от катушки с проволокой до входного сопла, второй — от выходного сопла до внутренней части разъёма для подключения канала подачи проволоки. Выбор канала подачи также очень важен — ни в коем случае не следует использовать каналы, навитые из стальной спирали; для сварки алюминия выпускаются специальные тефлоновые и карбоновые каналы, обеспечивающие хорошее скольжение проволоки и не позволяющие проволоке сминаться и затормаживаться на изгибах.
4.3. Установка сопла подачи проволоки на сварочную горелку
Техника сварки TIG с автоматической подачей присадочной проволоки несколько отличается от ручной техники и поэтому требует от сварщика наработки навыка. В первую очередь это касается положения горелки относительно стыка. В зависимости от поставленных задач сварки присадочная проволока может подаваться в сварочную ванну до или после дуги или с боковой стороны относительно оси свариваемого стыка. Для того, чтобы подача проволоки происходила точно в зону максимальной температуры, необходимо соблюдать рекомендации по установки горелки относительно стыка. Правильное положение горелки показано на рис. 23.
Горелки для сварки с неплавящимся вольфрамовым электродом
Малогабаритная аргоно-дуговая горелка (рис. 32), разработанная новатором П. К. Николаевым, позволяет производить сварку труб малого диаметра теплоэнергетического оборудования там, где промышленные горелки типа «Град» не могут быть использованы из-за больших размеров.
В предложенной горелке применена новая конструкция головки, имеющая простую в изготовлении и износостойкую цангу для зажима вольфрамового электрода.
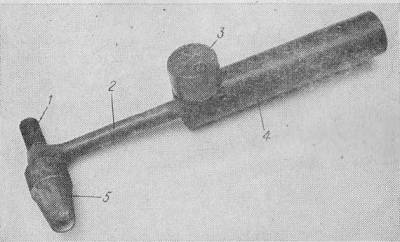
Рис. 32. Малогабаритная аргоно-дуговая горелка.
Цанговый зажим смонтирован в медном корпусе 2 трубчатой формы и закрыт керамическим соплом 5 (от промышленных горелок). Зажим электрода производится гайкой 1. На корпусе закреплена текстолитовая рукоятка 4 с вентилем 3, имеющим простую конструкцию. Через полость рукоятки выполняется подвод защитного газа и сварочного тока. Наружная поверхность корпуса покрыта термостойким полимером, служащим изоляцией. .
Горелку можно изготовить на любом предприятии.
Горелку без водяного охлаждения (рис. 33) внедрили в производство новаторы А. Н. Сютьев и Г. В. Осипов. Горелка предназначена для ручной дуговой сварки конструкций из стали, а также алюминиевых сплавов и других цветных металлов неплавящимся электродом в среде инертных газов. Для охлаждения используют защитный газ (аргон, гелий, азот), который подается в зону сварки по цилиндрическому отверстию корпуса, изготовленного из медной трубки и служащего для подвода тока к электроду. Вольфрамовый электрод в головке крепится цанговым устройством со сменными цангами и распылителями. Устройство позволяет зажимать электроды диаметром 3—6 мм. В горелке используются керамические сопла.
Горелка малогабаритна, удобна в работе.

Рис. 33. Горелка без водяного охлаждения.
Аргоно-дуговая горелка, разработанная новаторами М. Н. Зархиным и Я. П. Викторовичем (рис. 34), от известных отличается более интенсивным самоохлаждением. Для этого внутри головки установлена специальная втулка с отверстиями, значительно удлиняющая путь прохождения рабочего газа. В нескольких местах на пути прохождения газа имеются камеры для его резкого расширения, что способствует снижению температуры газа и дополнительному охлаждающему действию. В горелке высока термоустойчивость рукоятки, так как она изготовлена из асбестоэпоксидной массы. В рукоятку с тыльной части встроен вентиль для подачи газа к головке и усилена трубка, к которой припаян токоведущий провод, заканчивающийся контактным наконечником для ускорения присоединения к источнику питания.
Предложенная аргоно-дуговая горелка успешно внедрена на предприятиях треста 45 «Электропроммонтаж». Годовая экономическая эффективность 12 тыс. рублей.
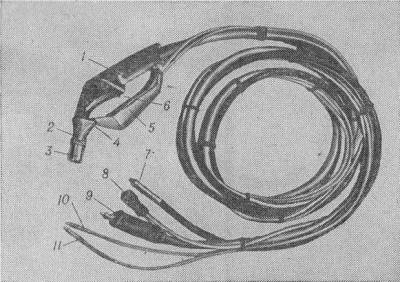
Рис. 34. Аргоно-дуговая горелка.
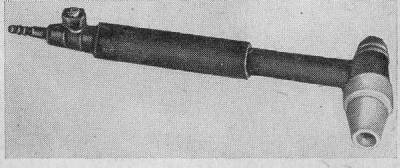
Рис. 35. Аргоно-дуговая горелка.
Аргоно - дуговая горелка, автором которой является новатор А. А. Ерифриди (авт. свид. № 602325), обладает высокой надежностью и повышенной производительностью.
Горелка (рис. 35) имеет выполненные в виде металлических трубчатых элементов токоведущий корпус 1 и кожух 2, между которыми установлены термоэлектроизоляционные втулки 3 и 4, размещенные с зазором 10 одна относительно другой.
В токоведущем корпусе 1 имеются радиальные каналы 11, расположенные между газоподводящей полостью 9 и кольцевым зазором 10. Между термоэлектроизоляционными втулками 3 и 4 установлено кольцо 12 из газопроницаемой пористой металлокерамики, а свободная полость заполнена мелкодисперсным порошком 13 из электроизоляционного материала. В токоведущем корпусе выполнены также радиальные каналы 5 для подачи защитного газа в зону дуги. Горелка имеет сопло 6 и цанговый зажим 8 с неплавящимся электродом 7, размещенные в токоведущем корпусе.
Горелка работает следующим образом. Защитный газ подается в газоподводящую полость 9, из которой по радиальным каналам 5 попадает в полость сопла 6 к электроду 7, закрепленному в цанговом зажиме. Одновременно защитный газ по радиальным каналам 11 проходит в кольцевой зазор 10 между термоэлектроизоляционными втулками 3 4, токоведущим корпусом 1 и защитным кожухом 2, создавая при этом противодавление атмосферному воздуху, что исключает его подсос в полость сопла 6.
Находящийся под давлением защитного газа мелкодисперсный порошок 13 проникает в образующиеся от нагрева трещины в термоэлектроизоляционных втулках 3 и 4 и в зазоры между этими втулками и защитным кожухом 2, снижая тем самым расход защитного газа на создание противодавления, а кольцо 12 препятствует высыпанию порошка 13 в ' радиальные каналы 11 при перерывах в работе.
Предлагаемая конструкция горелки обеспечивает качественную сварку цветных металлов на форсированных режимах с повышенной производительностью.
Внедрение горелки для сварки медных и латунных противофильтрационных швов плотин и зданий ГЭС обеспечило годовую экономическую эффективность около 50 тыс. рублей.
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов. Недостатком ряда конструкций горелок является то, что токопроводящие и удерживающие электрод цанги выполнены у них неподвижными, вследствие чего после использования электродов остаются их отходы в виде огарков длиной почти в половину длины устанавливаемого электрода. Например, для промышленных горелок АР-9 длина огарка составляет около 60 мм.
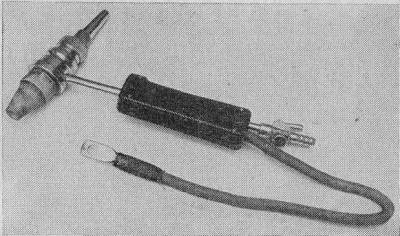
Рис. 36. Горелка для дуговой сварки.
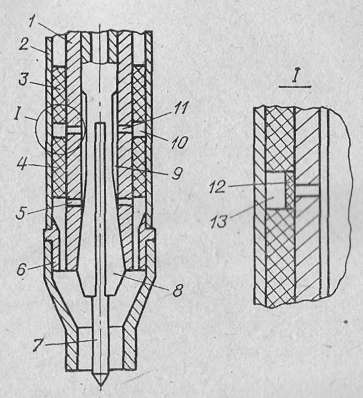
Рис. 37. Горелка с поворотной головкой.
Горелка, разработанная новатором М. С. Кернером (авт. свид. № 567567), обеспечивает снижение расхода дорогостоящих вольфрамовых электродов на 33%. Эта горелка (рис. 36) имеет удлинённое сопло, состоящее из втулки 4 и конусного наконечника 5, ввинченного в последнюю. С корпусом 8 сопло соединено через переходник 7 из изоляционного материала.
В центральном отверстии корпуса установлена цанга 2 с зажимной гайкой 3. В отверстии цанги крепится подвижный цанговый зажим 6 для электрода. Длинный цилиндрический хвостовик цангового зажима обеспечивает подачу электрода к торцу сопла при его сгорании.
На гайку 3 навинчен колпачок 9 из изоляционного материала, предохраняющий выступающий хвостовик и защищающий камеру от доступа воздуха.
Горелка работает следующим образом. Отвинчивая зажимную гайку 3 и ослабляя зажим цанги 2, сварщик нажимает на верхний конец хвостовика 1, передвигая его так, чтобы цанговый зажим 6 вышел за торец сопла. В отверстие зажима устанавливают и зажимают электрод. Затем цанговый зажим поднимают, пока конец электрода не займет требуемое положение относительно сопла, и зажимают гайкой 3. При сгорании электрода гайку 3 вновь отвинчивают и проводят регулировку зажима с электродом.
Горелка с поворотной головкой (рис. 37), предложенная новаторами В. 3. Яковлевым и Ю. А. Пиотровским, обеспечивает ведение сварки в деталях при различных их положениях и в труднодоступных местах.
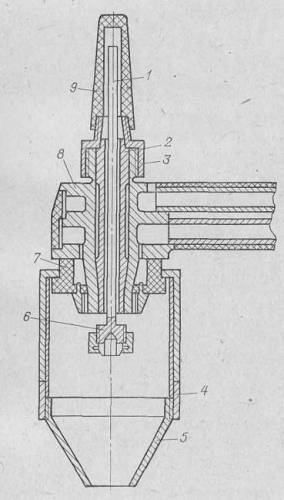
Рис. 38. Аргоно-дуговая горелка с защемляющим вентилем.
В рукоятке 5 из изоляционного материала расположен трубчатый токовод 7, который одновременно служит для подачи защитного газа. К тоководу гайкой. 6 прикреплен контакт 8. Сферическая часть переднего конца рукоятки срезана под углом 45° и шарнирно соединена с аналогичной срезанной частью корпуса 4 сварочной головки. На плоскостях среза имеются кольцевые канавки, через которые обеспечивается подача защитного газа по внутренней полости 1 сопла 3 в зону сварки. В корпусе 4 установлена цанга 2 для крепления вольфрамового электрода. На выходе внутри сопла впаяна мелкая металлическая сетка, рассеивающая поток защитного газа. В процессе сварки при необходимости сопло можно поворачивать на угол от 0 до 90° по отношению к оси рукоятки. Предложенная конструкция обеспечивает дополнительное расширение технических возможностей сварочной горелки,
Разборная аргоно-дуговая горелка с защемляющим вентилем (рис. 38) разработана новатором Н. Т. Мельниченко.
Базовой деталью горелки является бронзовый токовод 1, на котором собираются все остальные узлы и детали. В паз токовода припаяна трубка 2 со сварочной головкой. В трубку ввинчен штуцер 9 из фторопласта, а на него надета резиновая трубка 10 для подачи защитного газа. В отверстие 13 устанавливается многожильный медный провод (на рис. 38 не показан) от источника питания и закрепляется винтами 12. На то' повод надета рукоятка 8 из изоляционного материала. Через отверстие в рукоятке в резьбовое отверстие токовода установлен фторопластовый винт 11, который своим сферическим концом контактирует с резиновой трубкой. Этим винтом можно регулировать пропускное отверстие в трубке или перекрывать его. Винт также фиксирует рукоятку в осевом положении на тоководе после сборки. Чтобы уменьшить отдачу тепла, на поверхности токовода выполнены кольцевые выборки.
Сварочная головка от известных отличается системой каналов, создающих на выходе сопла кольцевое ламинарное течение защитного газа. Из трубки 2 газ поступает в кольцевую полость 3 и через радиальные каналы 4 во вторую кольцевую полость 5, а затем он проходит по внутренним стенкам керамического сопла 6. Открытые токоведущие части горелки изолированы слоем 7 из асбестового шнура, пропитанного кремний-органическим составом.
Предложенная горелка имеет простую конструкцию. Примененная схема регулировки подачи газа фторопластовым винтом упрощает и повышает надежность горелки. В процессе эксплуатации при необходимости горелку можно легко и быстро разобрать и собрать. Для этого нужно вывернуть фторопластовый винт 11 снять рукоятку 8, а затем снять со штуцера 9 трубку 10 и отсоединить сварочный провод, отвернув винты В процессе работы допускается нагрев металлических частей горелки до 250° С.
Горелки разработаны двух типоразмеров. Один типоразмер рассчитан на токи до 200 А, второй - до 400 А с ПВ 60%. Малая масса горелок (0,35 и 0,62 кг) обеспечивает удобство работы в полевых и монтажных условиях.
Малогабаритная горелка с водяным охлаждением предложена новаторами В. Н. Михайловым и А. Г.Павловым (рис. 39). В корпусе 5 горелки установлены трубчатый токовод 4 и трубка 8 для подачи охлаждающей воды. Трубкой опоясан корпус 1 сварочной головки. В головке смонтирован цанговый зажим, в котором при помощи гайки 2 крепится вольфрамовый электрод 3 На корпус надето сопло 9.
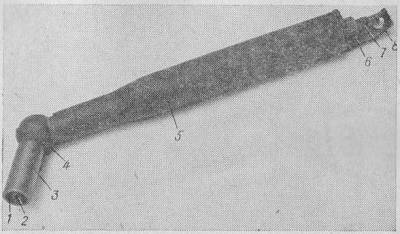
Рис. 39. Малогабаритная горелка с водяным охлаждением.
К концам трубки 8 и токовода присоединяются резиновые шланги соответственно для подачи и отвода воды и подачи газа. Кроме того, к тоководу крепится сварочный провод. Места присоединения закрыты изоляциониой рукояткой 7, плотно надеваемой на корпус 5. Кнопкой 6 микровыключателя включается в работу аргоно-дуговая установка.
Детали 1, 4 и 8 после сборки покрываются термоизоляционным покрытием. Горелка проста по конструкции и удобна в работе. Масса горелки 0,2 кг.
Годовой экономический эффект от внедрения горелки 1,4 тыс. рублей.
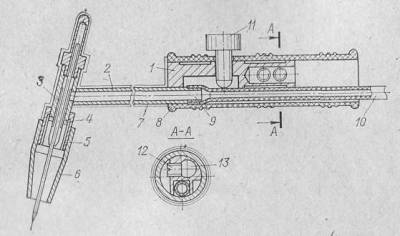
Рис. 40. Сварочная горелка для, автоматической сварки в среде защитных газов.
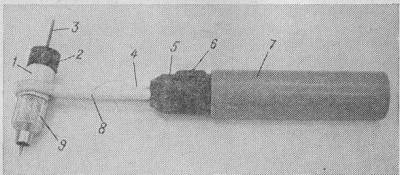
Рис. 41. Вольфрамовый электрод.
Сварочная горелка для автоматической сварки в среде инертных газов разработана новаторами Л. А. Курашевым, А. К. Линдерманом и Г. И. Дворяниновым. Отличительной особенностью горелки является то, что вольфрамовый электрод впаян в донную часть водоохлаждаемого токовода. Такая конструкция позволяет значительно улучшить токоотвод от электрода, повысить его стойкость и долговечность. Благодаря лучшему охлаждению электрода уменьшилось количество включений материала электрода в сварочный шов, отрицательно действующих на качество шва.
Верхняя часть горелки (рис. 40) выполнена в виде втулки из электроизоляционного материала, на которой закреплена гайка, соединенная с водоохлаждаемым тоководом с впаянным электродом. Четыре трубки служат для подачи и отвода охлаждающей воды, а пятая— для подачи в зону обработки защитного газа, поступающего через внутреннюю полость втулки.
В конструкции горелки предусмотрена возможность регулирования вылета электрода относительно защитного сопла.
По сравнению с горелками с цанговым зажимом данная горелка имеет меньшие габаритные размеры, проста в изготовлении и обеспечивает большую надежность в работе.
Вольфрамовый электрод для сварки в среде защитных газов имеет угол заточки конуса, равный 15°. Однако таким электродом можно производить сварку без разделки кромок листов толщиной до 30 мм.
Новатор А. Г. Истомин предложил уменьшить угол конуса электрода (рис. 41) до 9°, что дало возможность выполнять сварку листов без разделки кромок толщиной до 40 мм. При этом сварку рекомендуется произ-водить током 1200 А при напряжении дуги 14 В. В процессе сварки электрод должен располагаться под углом 18° к горизонтальной плоскости. Диаметр электрода 10 мм.
Внедрение этого электрода позволило значительно улучшить качество сварного соединения. Годовой экономический эффект 3,0 тыс. рублей.
Горелки для TIG-сварки
Горелка Сварог TS 26 (M12x1) 4м IOW6906 предназначена для аргонодуговой TIG сварки неплавящимся вольфрамовым электродом.
Аналог горелки Trafimet SL1801-03 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Горелка TIG INTER TIG 200 AC/DC P (10052) Inn для AuroraPRO INTER TIG 200 AC/DC PULSE.
Горелка предназначена для сварки неплавящимся (вольфрамовым) электродом в среде инертных газов. Рекомендуется для оснащения сварочных аппаратов с возможностью аргонодуговой сварки неплавящимся электродом. Оборудована вентилем подачи газа. Охлаждение воздушное. Окончание шлейфа евроразъем (СКР).
Горелка SRT-26V предназначена для аргонодуговой сварки хорошо подходит для сварки углеродистой и легированной стали, для первых проходов при сварке труб, а так же в тех случаях, где важен хороший внешний вид сварочного соединения. Сварка обычно производится на постоянном токе прямой полярности (исключение - сварка на переменном токе алюминия и магния). Горелка подключается к минусовой клемме аппарата, шланг подключается к выходу редуктора газового баллона. Поток защитного газа регулируется при помощи вентиля, расположенного на горелке.
Предназначенa для ручной дуговой сварки неплавящимся электродом в среде инертных газов (Ar, He) низколегированных и нержавеющих сталей, сплавов никеля, меди, а также алюминиевых сплавов на переменном токе с использованием осциллятора.
Горелка UnoTIG-26-Flex рекомендуется для аппаратов аргонодуговой сварки. Предназначена для сварки неплавящимся электродом в среде инертных газов. Горелка имеет вентиль подачи газа. Надежная горелка, которая сочетает в себе свойства компактности, маленького веса и высокой надежности. Представляет собой качество и простоту в использовании горелки. Эффективно применяется на строительстве и производстве.
Горелка UnoTIG-26 рекомендуется для аппаратов аргонодуговой сварки. Предназначена для сварки неплавящимся электродом в среде инертных газов. Горелка имеет вентиль подачи газа. Надежная горелка, которая сочетает в себе свойства компактности, маленького веса и высокой надежности. Представляет собой качество и простоту в использовании горелки. Эффективно применяется на строительстве и производстве.
Сварочные горелки Flexlite TX для сварки TIG имеют отличные технические характеристики, долгий срок эксплуатации расходных материалов и комфорт в повседневной сварке. Рукоятка из прочного силиконового каучука обеспечивает надежный захват, а ее инновационный дизайн снижает нагрузку на запястье и позволяет сконцентрироваться на сложностях, которые возникают при обеспечении высочайшего качества сварки.
Вентильная горелка для аргонодуговой сварки TIG TP 17V (M12×1) с воздушным охлаждением. Возможно подключение к аппаратам MMA сварки с функцией LIFT TIG через ОКС 16-25 или ОКС 35-50.
Горелка UnoTIG-18 рекомендуется для аппаратов аргонодуговой сварки. Предназначена для сварки неплавящимся электродом в среде инертных газов. Горелка имеет вентиль подачи газа. Надежная горелка, которая сочетает в себе свойства компактности, маленького веса и высокой надежности. Представляет собой качество и простоту в использовании горелки. Эффективно применяется на строительстве и производстве.
Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством в работе.
Горелка FUBAG FB TIG 18 5P 8m предназначенa для ручной дуговой сварки неплавящимся электродом в среде инертных газов (Ar, He) низколегированных и нержавеющих сталей, сплавов никеля, меди, а также алюминиевых сплавов на переменном токе с использованием осциллятора.
Аналог горелки Trafimet SF1802-00 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Lincoln Electric WTT2 18W - сварочная горелка для аргонодуговой сварки с жидкостным охлаждением.
Вентильная горелка для аргонодуговой сварки TIG TP 26V (М12×1) с воздушным охлаждением. Возможно подключение к аппаратам MMA сварки с функцией LIFT TIG через ОКС 16-25 или ОКС 35-50.
Аналог горелки Trafimet SA1801-03 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
TIG 450 SC GRIP WD HFL 4M 5P горелки TIG c жидкостным охлаждением обеспечивают максимальную мощность, одновременно радуя своей удобной и легкой конструкцией.
Сварочная горелка SR 26 для TIG сварки, стандартная шейка, силовой кабель 25 мм2, кабель управления и газовый шланг отдельные упакованы в защитный шланг
Горелка TIG IRONMAN 315 AC/DC Pulse (Inn) для AuroraPRO IRONMAN 315 AC/DC PULSE.
Аналог горелки Trafimet SV1801-03 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Горелка TIG 26 AUTO 180A(35%) M12x1, 4m (без управляющих разъемов)
Аргонодуговая горелка TIG TP 26 (160,200AC/DC) с воздушным охлаждением. Подключение осуществляется через ОКС 35-50 с выведеным шлангом для подачи газа. Подключение через 2 PIN. Первый метр кабеля выполнен из кожи.
Аргонодуговая горелка TIG TP 20 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через M12x1. Подключение через 2 PIN. Два шланга под водяное охлаждение. Первый метр кабеля выполнен из кожи.
Аналог горелки Trafimet SW1401-00 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Аргонодуговая горелка TIG TP 26F (М12×1) с воздушным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Возможно подключение через 6 PIN. Гибкая головка горелки (FLEX). Первый метр кабеля выполнен из кожи.
Горелка предназначена для комплектации аппаратов аргона дуговой сварки, имеет газовое охлаждение, разъём подключения де-центральный, различные варианты кнопок управления, имеет гнущийся шейку горелки для изменения угла наклона сопла горелки.
Сварочная горелка для ручной аргонодуговой сварки неплавящимся электродом в среде защитного инертного газа с водяным охлаждением
Аналог горелки Trafimet SM4801-00 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством в работе.
Агонодуговая горелка TIG TP 18 SUPER с водяным охлаждением и подключением через M12х1, 1/4G, 3/8G рассчитана на работу с током до 400 Ампер. Наличие быстросъемной кнопки на рукоятке для расширения функционала горелки.
Вентильная горелка для TIG сварки с воздушным охлаждением. Подходит к моделям инверторов FUBAG IN 206, IN 226, IN 256 T, IN 316 T.
Функциональные и эргономичные горелки TBi для сварки TIG с большим диапазоном опций.
Аналог горелки Trafimet SK1802-00 Горелки для аргонодуговой сварки, производства группы компаний «Аврора» отличаются от конкурентов высоким запасом прочности и удобством эргономичной рукоятки, которая была разработана инженерами для продолжительных и тонких работ в любой плоскости.
Горелка TIG - это специальный инструмент, предназначенный для ручной сварки малоуглеродистых и нержавеющих сталей и различных сплавов на постоянном токе неплавящимся электродом в среде инертных газов, а также сплавов алюминия на переменном токе.
В ходе работы сварочной горелке TIG требуется охлаждение. Оно бывает разных типов, но наиболее распространенными являются два вида: газовое и жидкостное. Каждый тип имеет свои преимущества и недостатки.
Различия между горелками аргонодуговыми TIG
Кроме металлов, с которыми горелка может работать, существуют также некоторые функциональные различия. К примеру, существует специальная вентильная TIG-горелка, которая позволяет регулировать подачу/расход газа, - это очень удобно в некоторых ситуациях.
Иногда встречаются горелки с триггером, что позволяет включать подачу газа и, как следствие, пламени в нужный момент.
Различия в типе охлаждения напрямую влияют на мобильность, ведь нередки ситуации, в которых подача охлаждающей воды является невозможной (к примеру, при отрицательной температуре).
Обзор оборудования для сварки неплавящимся электродом
Оборудование для аргонодуговой сварки неплавящимся электродом не отличается сложностью. Оно не сложнее, чем полуавтомат или установка для лазерной сварки.

Аргоновая сварка — сложный в технологическом смысле способ соединения цветных металлов и нержавеющих сталей. В связи со сложностью сваривания этих материалов, аргоновая сварка ТИГ требует и специальных аппаратов. Оборудование для ручной аргонодуговой сварки неплавящимся электродом, впрочем, не отличается особой сложностью, по крайней мере, не сложнее, чем полуавтомат или установка для лазерной или плазменной сварки.
Главные отличия от обычной сварки состоят в применении вольфрамового электрода, который благодаря физико-химическим свойствам металла не плавится обычной электрической дугой (Т=3695 0 С). Для сравнения, температура плавления алюминия, для которого чаще всего и применяется TIG-сварка, равна всего 660 0 С, а легированной (нержавеющей) стали — около 1800 0 С.
При сварке зона шва обдувается инертным газом, который, благодаря своему атомному весу, в 2,5 раза выше веса основных газов атмосферы — кислорода и азота, вытесняет их и не допускает начала окисления до полной кристаллизации шва.
Как работает аргоновый сварочный аппарат показано на схеме:

Промышленное оборудование, применяемое для ручной аргонодуговой сварки вольфрамовым неплавящимся электродом представляет собой источник постоянного или переменного тока (ТИГ-сварка производится при том и другом виде тока). Чаще всего инверторный, хотя довольно часто сварку производят и при помощи трансформатора. От источника требуется одно — он должен регулироваться по току в очень широких пределах — от 20 до 200 и более Ампер.
Кроме того, в составе сварочного аппарата должен быть специальный блок — осциллятор, который вырабатывает высокочастотный импульс для зажигания дуги и поддерживает ее на протяжении всего времени сварки. Осциллятор входит в состав аппарата в виде штатного узла или устанавливается дополнительно.
При желании преобразовать обычный источник сварочного тока типа ММА в аппарат аргоновой сварки, купить и установить осциллятор можно самостоятельно. Он подключается параллельно к сварочному кабелю и работает синхронно с ним. В паспорте осциллятора указывается, в каких диапазонах напряжений и токов он работает, поэтому подобрать блок к своему аппарату будет несложно, зная его характеристики.
К источнику тока подключается горелка специальной конструкции. Она по виду напоминает горелку полуавтоматической сварки, но не имеет приспособления для подачи проволоки, вместо него установлена цанга для зажима электрода требуемого диаметра. Как устроена горелка, показано на схеме:

1 — цанга для электрода; 2 — сопло; 3 — камера подачи газа; 4 — защитный колпачок; 5 — мундштук; 6 — вентиль подачи газа; 7 — газовые шланги и электрокабели; 8 — рукоятка; 9 — переходник; 10 — гайка крепления.
Для сварки тонких металлов трансформаторной установкой часто используется балластный реостат, который позволяет снизить силу тока вплоть до 5 А. Это необходимо делать для устранения угрозы прожигания металла и удержания стабильной дуги на всем протяжении шва. Для тонких металлов и присадочной алюминиевой проволоки таких токов вполне достаточно. При сварке нержавеющей проволокой используются несколько большие токи и дроссель не нужен.
Присадочная проволока — обязательный атрибут процесса сваривания в аргоновой атмосфере. Только в особых случаях, когда работы ведутся с тонким металлом, проволока не используется — шов тонкий и расплава вполне хватает для его заполнения. Производится присадка в виде прутков различного химического состава и диаметра. Для каждого металла созданы свои модификации.
Сварка алюминия производится при помощи полностью алюминиевого присадочного материала. Для нержавейки применяют пруток из легированной стали с сердечником из хромоникелевого сплава. Омедненные прутки предназначены для обычной низколегированной и углеродистой стали. Диаметр прутка составляет 1-4 мм, длина достигает 1 м. Как правило, найти в магазинах сварочного оборудования можно проволоку для любого металла и сплава.
Лучшие аппараты для сварки ТИГ

Купить оборудование для профессиональной и любительской аргонодуговой сварки можно, выбрав из широкого ассортимента продукции различных производителей. Нельзя считать аппараты бытового назначения плохими или неспособными выполнить сварку с высокой степенью надежности шва. Просто назначение этих аппаратов другое — они отлично справляются с локальными заданиями при работе несколько часов подряд, но не способны работать на протяжении, например, рабочей смены без перерыва.
А по возможностям и качеству сварки многие бытовые, особенно инверторного типа, аппараты не уступают профессиональным. Среди наиболее популярных можно назвать «Барс» TIG -207D, «БАРС» TIG-217DP AC/DC, PEGAS-160T Pulse HF, УДГ-180, СВАРОГ TECH TIG 200P AC/DC, EVOSPARK EVOTIG 500 P DC.
Названные марки не являются идеальными, но на их параметры можно ориентироваться при выборе сварочного аппарата с функцией ТИГ-сварки. Как правило, специальные аппараты для аргоновой сварки для дома или мастерской покупать невыгодно — лучше всего выбирать аппараты с возможностью ММА и ТИГ или ММА, МИГ/МАГ и ТИГ.
Хотя они стоят несколько дороже, но вы получите несколько видов оборудования в одном аппарате. А вот для профессиональной работы в условиях напряженной эксплуатации оборудования, например, на стройке или в сборочном цехе, лучше остановиться на узкоспециализированных аппаратах. В большинстве случаев универсальные аппараты хуже специализированных по многим параметрам.
Если вы интересуетесь металлообработкой и обладаете собственным опытом ТИГ-сварки, поделитесь им на страницах нашего сайта. Наших читателей интересует именно практический опыт использования разных моделей аппаратов и их реальные возможности.
Читайте также: