Сварочные генераторы постоянного тока
Сварочный инверторный аппарат давно перестал быть диковинкой. Сейчас простенький инвертор можно найти в гараже или на даче у любого умельца. С помощью инвертора можно выполнить несложный ремонт или сварить небольшие детали. К тому же, инверторы не чувствительны к напряжению в электросети и могут работать даже от 170В. Но что делать, если электричества на даче нет совсем или оно настолько нестабильно, что инвертор не справляется с работой? В таких ситуациях выручает сварочный генератор.
Генератор для сварочного аппарата инверторного типа может работать на бензиновом или дизельном топливе и обеспечивать автономное электроснабжение. В той статье мы расскажем, какой электрогенератор выбрать для домашнего применения и что вообще из себя представляет генератор для сварочного инвертора.
Общая информация
Сварочный генератор — это портативное устройство со встроенным двигателем, которое является автономным источником электроэнергии. Проще говоря, сварочный генератор — это компактная автономная электростанция. Генератор для инверторной сварки пригодится не только при сварочных работах. Он незаменим при частом отключении электричества на загородном участке и при его отсутствии в гаражном кооперативе, например. Также генератор для сварки инвертором необходим при слабом напряжении в бытовой электросети, когда аппарат просто не способен включиться.

Принцип работы сварочного генератора крайне прост. Устройство представляет собой обычный двигатель внутреннего сгорания и генератора тока. Двигатель может быть бензиновым или дизельным. Двигатель сжигает топливо, тем самым приводит в движение генератор, который начинает вырабатывать необходимый ток.
Сварочный бензиновый или дизельный генератор отличается от обычного генератора. Несмотря на схожий принцип действия, только сварочный генератор способен генерировать ток, достаточный для ручной дуговой сварки. По этой причине не стоит использовать обычный бытовой генератор для питания сварочного инвертора.
Также не следует путать генератор, о котором мы рассказываем в этой статье, со сварочным агрегатом, который часто называют генератором. Сварочный агрегат — это генератор с функцией сварки, проще говоря автономный сварочный аппарат или генератор и сварочный аппарат в одном корпусе. Такой генератор с функцией сварки способен работать самостоятельно, без сварочного аппарата и электричества. А сварочный генератор, о котором идет речь в этой статье, просто обеспечивает электричество для выполнения сварочных работ с помощью стороннего сварочного аппарата.

Выбор сварочного генератора
Подбирая генератора для сварочного инвертора необходимо разобраться во всех его разновидностях. Мы вкратце расскажем обо всех особенностях, которые нужно учесть.
Бензиновый или дизельный
Вопрос «Какой генератор лучше: бензиновый или дизельный?» часто можно встретить на форумах сварщиков. И каждый, кто предпочел купить тот или иной генератор, готов доказать, что его выбор самый оптимальный. Но этот подход в корне не верный. Выбирая тип сварочного генератора нужно понимать, для каких целей вы будете его использовать и только затем делать выводы.
На данный момент бензиновые генераторы являются самыми распространенными. Они недорого стоят, просты в обслуживании и применении, весят меньше, чем дизельные, и могут стабильно работать при низкой температуре. Из недостатков отмечается высокий расход топлива и меньшая долговечность (в среднем до 3000 часов работы).

Что касается дизельных генераторов, то они более производительны, надежны и могут выдерживать значительные нагрузки. Дизельный генератор — это всегда стабильная работа в любом режиме сварки. Также дизельные модели очень экономичны и потребляют немного топлива.
Казалось бы, преимущества очевидны. Но проблема заключается в том, что большинство дизельных генераторов слишком мощные для домашнего применения. В магазинах предлагают генераторы от 5 кВт и выше, поэтому для бытовых целей они не подходят. К тому же, дизельные модели стоят существенно дороже и тяжелее бензиновых, и с трудом работают при низких температурах.
Какой выбрать?
Вы сами решаете, какой генератор нужен для выполнения ваших задач. И бензиновый, и дизельный генератор способны обеспечить автономное электроснабжение даже в полевых условиях. Вот только сфера применения этих устройств кардинально разная.
Сварка от генератора с бензиновым двигателем не должна превышать 6 часов, поскольку генератор просто не выдержит больших нагрузок. Для более сложных задач есть дизельные генераторы, способные работать практически круглые сутки (если на улице не минусовая температура).
Но признайтесь, вы действительно варите у себя на даче без перерыва 6 часов? Вряд ли. Если вам нужен генератор для домашнего применения, то бензиновая модель будет самой оптимальной. Она весит существенно меньше дизельного генератора, при этом более стабильна в работе и стоит дешевле. Оставьте дизельные модели профессионалам, которые знают, для чего они необходимы.
Постоянный ток или переменный
Сварочный генератор может генерировать как постоянный, так и переменный ток. Большинство бюджетных бытовых моделей генерируют только один тип тока, тогда как модели подороже могут быть универсальными.
Если вы выбираете недорогой генератор для дома, но при этом для вас важно качество работ, то мы рекомендуем сварочный генератор постоянного тока. Он обеспечивает лучшее качество швов и позволяет работать при небольших объемах. Для сварки можно использовать любые типы электродов. Швы получаются не только качественными, но и ровными и эстетичными. Но чтобы использовать такой генератор необходимо докупить выпрямитель.

Что касается генераторов переменного тока, они стоят несколько дешевле, чем генераторы постоянного тока, но при этом швы получаются менее качественными и долговечными. Это связано с тем, что само устройство генератора переменного тока куда проще, чем у генератора постоянного тока. Останавливайте свой выбор на генераторе переменного тока, если у вас небольшой бюджет и нет нужды варить качественные швы.
Класс генератора
Сварочные генераторы условно делятся на 3 класса: бытовые, полупрофессиональные и профессиональные.
Бытовые способны генерировать до 200 Ампер, чего достаточно для большинства недорогих инверторов. Если вы используете для сварки более-менее мощный полуавтомат, то лучше приобрести полупрофессиональный сварочный генератор, способный генерировать до 300 Ампер. Профессиональные модели, выдающие более 300 Ампер, как правило, не используются в домашних условиях, поскольку их мощность избыточна для большинства бытовых задач.
Количество сварочных постов
Сварочный генератор может питать не только один аппарат, если он оснащен сразу несколькими разъемами. Такие модели называются многопостовыми и предназначены для подключения сразу нескольких сварочных аппаратов. При использовании такого генератора у нескольких сварщиков есть возможность работать одновременно от одного генератора, что крайне удобно.
Тем не менее, большинство недорогих моделей все-таки однопостовые, поскольку в быту его будет использовать один человек, и нет надобности в коллективном выполнении работ.
Габариты и вес
Если вы собираетесь приобрести генератор для домашнего использования, то обратите внимание, чтобы он был переносной. Т.е., обладать приемлемым весом и габаритами. Зачастую бензиновые генераторы весят меньше, чем дизельные, и в целом отличаются компактностью. Но учтите, что в большинстве случаев чем генератор больше, тем он мощнее.
Вместо заключения
При выборе генератора обращайте внимание не только на его стоимость, но и на характеристики. Также не путайте генератор со встроенной функцией сварки с генератором, который просто обеспечивает автономное электроснабжение. Для домашней сварки отлично подходят бензиновые генераторы, тогда как дизельные модели оказываются избыточными при сварке в небольших объемах.
А вам когда-нибудь приходилось пользоваться генератором для выполнения сварки? Заметили ли вы различия при питании инвертора от розетки и от генератора? Поделитесь своим опытом ниже в комментариях. Возможно, вы сможете помочь новичкам в этом деле. Желаем удачи в работе!
Сварочные генераторы

Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 - J св R г, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
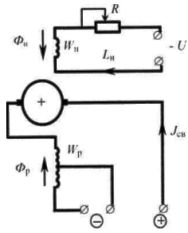
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.

Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
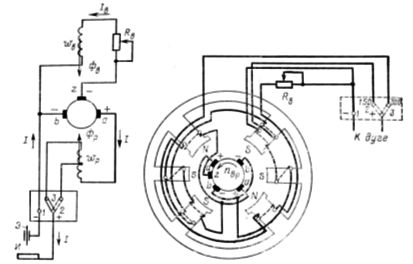
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.

Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
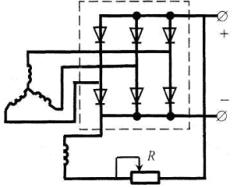
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
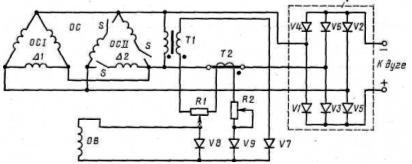
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
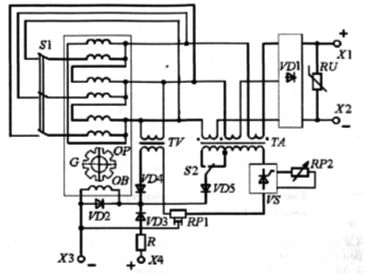
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Однопостовые агрегаты или установки постоянного тока переменного напряжения
Однопостовой сварочный генератор, т. е. сконструированный для питания одного сварочного поста или одной сварочной дуги, должен иметь круто падающую характеристику (фиг. 29). Таким образом, однопостовой сварочный генератор не поддерживает постоянного напряжения на своих зажимах, которое быстро меняется вместе с изменением нагрузки, падая почти до нуля при коротком замыкании цепи, когда электрод касается изделия. Поэтому однопостовые генераторы часто называются генераторами переменного напряжения. Сила тока такого генератора остаётся более или менее постоянной за время горения дуги.
Рассмотрим, каким образом можно получить нужную форму круто падающей характеристики генератора.

Напряжение на зажимах генератора равно его электродвижущей силе за вычетом падения напряжения во внутренней цепи. Для уменьшения потерь и повышения к. п. д. внутреннее сопротивление генератора, обмоток его якоря, щёток и щёточных контактов делается возможно малым и потому вызывает незначительную потерю напряжения порядка нескольких вольт при полной нагрузке. Поэтому для значительного изменения напряжения генератора с изменением нагрузки необходимо соответственно менять его электродвижущую силу. Электродвижущая сила Е генератора постоянного тока может быть выражена следующим образом:
где к — постоянная, характеризующая данный генератор, определяемая его конструкцией и размерами.
В этой формуле переменными величинами являются п — число оборотов якоря генератора и Ф — магнитный поток, пронизывающий якорь генератора. Таким образом, для изменения электродвижущей силы генератора нужно менять число оборотов якоря п пли магнитный поток Ф, пронизывающий обмотку якоря генератора.
В настоящее время сварочные агрегаты с переменным числом оборотов не применяются. Существующие агрегаты работают практически при постоянном числе оборотов. Таким образом, остаётся единственная возможность изменения электродвижущей силы: соответственно изменять магнитный поток, пронизывающий обмотку якоря генератора. Изменение магнитного потока, пронизывающего якорь, может достигаться изменением величины общего потока генератора или его направления.
Существует два основных способа воздействия на магнитный поток генератора: 1) применение размагничивающих обмоток на полюсах генератора; 2) использование реакции якоря генератора. Рассмотрим сначала применение размагничивающей обмотки. В этом случае получается генератор с так называемым дифференциальным возбуждением. Схема простейшего генератора с дифференциальным возбуждением показана на фиг. 30.

С увеличением нагрузки вычитаемые ампер-витки последовательной обмотки растут, а результирующие ампер-витки генератора уменьшаются. При замыкании сварочной цепи прикосновением электрода к изделию ампер-витки последовательной обмотки настолько возрастают, что в генераторе остаются лишь незначительные ампер-витки , необходимые для поддержания тока короткого замыкания в системе. Приближённо можно принять, не учитывая реакции якоря, что при коротком замыкании ампер-витки обмотки независимого возбуждения и последовательной обмотки равны по абсолютной величине и противоположны по знаку:
Следовательно, ток короткого замыкания приблизительно пропорционален току независимого возбуждения и для изменения тока короткого замыкания, а следовательно, и сварочного тока, необходимо соответственно изменять ток независимого возбуждения, что осуществляется соответствующим реостатом, или так называемым магнитным регулятором в цепи возбуждения.
Генераторы с дифференциальным возбуждением подвергались различным изменениям и усовершенствованиям. В Советском Союзе сварочные генераторы с дифференциальным возбуждением под названием СМ производились до конца 1932 г., когда наша промышленность перешла на более совершенные системы. Генераторы СМ имели усложнённую 3-обмоточную систему возбуждения. Помимо независимой и последовательной обмоток генераторы имели ещё шунтовую обмотку, присоединённую к щёткам генератора параллельно с якорем (фиг. 31). Дополнительная шунтовая обмотка введена в схему для изменения формы внешней характеристики генератора. Характеристики 3-обмоточного генератора располагаются выше характеристик 2-обмоточного и имеют более выпуклую форму. Чем меньше сопротивление регулятора в цепи шунтовой обмотки, тем больше разница в характеристиках.
Недостатками генераторов с дифференциальным возбуждением являются: 1) необходимость отдельного источника постоянного тока для питания обмотки независимого возбуждения; 2) медленность установления нового режима работы генератора при внезапных изменениях сварочной дуги, например при переходе от короткого замыкания к зажиганию дуги, т. е. недостаточно удовлетворительные динамические свойства генератора.
Рассмотрим сварочные генераторы, использующие преимущественно действие реакции якоря. Таким, например, является современный советский генератор СМГ с расщеплёнными полюсами, который изготовляется в больших количествах и является основным типом сварочного генератора, которым пользуется наша промышленность. Для понимания действия генератора СМГ полезно рассмотреть в отдельности его магнитную и электрическую схему (фиг. 32).

Генератор имеет четыре основных полюсных сердечника и два дополнительных. Основные сердечники имеют необычное чередование полярности, рядом расположены два северных, а затем два южных сердечника, поэтому несмотря на наличие четырёх сердечников генератор СМГ является двухполюсным. Два северных сердечника можно рассматривать как один большой северный полюс, у которого вырезана внутренняя часть, а два южных сердечника — как один южный полюс с удалённой средней частью. Отсюда и происходит название генератора с расщеплёнными полюсами.
Электрическая схема генератора может быть различной, для определённости примем схему, показанную на фиг. 33, обычно выполняемую в настоящее время нашей промышленностью. Генератор имеет две главные щётки, расположенные на нейтрали и одну вспомогательную, расположенную по оси полюсов.

Одна пара сердечников — северный и южный — снабжена вырезами так, что железо их находится всегда в сильно насыщенном состоянии за перегибом кривой намагничивания. Поэтому изменение магнитодвижущей силы в цепи этих сердечников лишь незначительно изменяет их магнитный поток. Эти сердечники носят название продольных или главных.

Другая пара сердечников, называемых поперечными, работает при низких насыщениях, и магнитный поток в них может изменяться в широких пределах не только по величине, но и по направлению, от плюс 100% через нуль, до минус 100%. Направление вращения якоря, расположение щёток и магнитодвижущая сила обмоток выбраны таким образом, что магнитодвижущая сила реакции якоря подмагничивает главные сердечники и размагничивает поперечные. Примерное расположение векторов магнитодвижущих сил главных и поперечных полюсов показано на фиг. 34, а. Магнитодвижущая сила полюсов мало зависит от нагрузки. Распределение составляющих магнитодвижущей силы реакции якоря при нагрузке показано на фиг. 34, б. Магнитодвижущая сила реакции якоря изменяется приблизительно пропорционально сварочному току. Переходя от магнитодвижущих сил к магнитному потоку и учитывая насыщенность главных полюсов, легко видеть, что с изменением нагрузки результирующий магнитный поток генератора мало изменяется по абсолютной величине, но ось его поворачивается в пространстве на значительный угол, почти на 90° при изменении нагрузки от 0 до максимальной. При этом изменяется и электродвижущая сила генератора пропорционально косинусу угла отклонения оси магнитного потока от оси полюсов (фиг. 35). В результате получается падающая внешняя характеристика генератора, показанная на фиг. 36.
Генератор весьма чувствителен к положению щёток на коллекторе, при смещении которых в ту или другую сторону от нейтрали на две-три коллекторных пластины можно изменить мощность генератора от минимальной до максимальной. Поэтому для регулирования мощности генераторы СМГ снабжаются устройством для


удобного перемещения щёток генератора по окружности коллектора. Изменение мощности генератора с перемещением щёток происходит вследствие изменения направления магнитодвижущей силы реакции якоря, направленной всегда по оси щёток. Смещение щёток по направлению вращения уменьшает сварочный ток, а против направления вращения увеличивает его.
Наша промышленность выпускает в настоящее время главным образом генератор типа СМГ-2 на силу тока до 250 а при ПВ 100% и до 320 а при ПВ 50% при 1450 об/мин. Электрическая схема генератора СМГ-2 подвергалась многочисленным видоизменениям, отмеченным добавкой букв в обозначении типа генератора СМГ-2а, СМГ-26, СМГ-2в н т. д. Все эти генераторы имеют одну и ту же мощность и дают ток до 250 а непрерывно и до 320 а для ПВ 50%.
Наиболее современная и удачная схема генератора СМГ-26 (фиг. 37) имеет обмотки возбуждения генератора, включённые между вспомогательной и одной из главных щеток *. При работе напряжение между главными щётками колеблется от нуля при коротком замыкании, до максимума — приблизительно 75 в — при холостом ходе. Напряжение между вспомогательной и главной щётками остаётся постоянным, практически не зависит от нагрузки и составляет приблизительно 24 в.
Постоянство напряжения между вспомогательной и главной щётками становится понятным при рассмотрении схем генератора (фиг. 32 и 33). Эти щётки снимают напряжение с проводников обмотки якоря, находящихся в данный момент под продольными или главными полюсами. Главные полюсы всегда находятся в состоянии высокого магнитного насыщения, и магнитный поток в них почти не меняется, несмотря на значительные изменения магнитодвижущей силы. Таким образом, вспомогательная щётка генератора СМГ заменяет отдельный возбудитель генератора СМ. Цепь возбуждения генератора разделяется на две параллельные ветви: в одну включены обмотки главных полюсов и часть обмотки поперечных полюсов (эта цепь не регулируется), в другую ветвь включена вторая часть (регулируемая) обмотки поперечных полюсов;

в эту ветвь включён реостат — магнитный регулятор. С увеличением тока возбуждения поперечных полюсов возрастает сварочный ток, а с уменьшением — уменьшается.
Регулирование магнитным регулятором в цепи возбуждения генератора очень удобно и достаточно точно, но диапазон этого регулирования недостаточен. Для расширения пределов регулирования в генераторе СМГ-2 использован сдвиг щёток по коллектору. Щётки могут быть поставлены в трёх определённых положениях на коллекторе, соответствующих малым, средним и большим сварочным токам,
Вращение якоря сварочного генератора осуществляется приводным двигателем. Сварочный генератор, соединённый с приводным двигателем, образует сварочный агрегат. Соединение с двигателем может быть непосредственное — вал с валом, если числа оборотов генератора и двигателя совпадают. При различных числах оборотов генератора и двигателя между их валами приходится ставить промежуточную передачу: ременную, зубчатую и т. п. Агрегаты с непосредственным соединением генератора и двигателя удобнее и обладают лучшим к. п. д. Сварочные генераторы обычно имеют нормальное число оборотов — около 1450 в минуту, что соответствует числу оборотов 4-полюсного асинхронного электродвигателя 3-фазного переменного тока, являющегося чаще всего приводным двигателем для сварочных агрегатов. Двигатель должен хорошо выносить перегрузки и поддерживать постоянное число оборотов с точностью ± 5% при изменениях нагрузки от 0 до максимума. Указанным требованиям достаточно хорошо удовлетворяют стандартные асинхронные электродвигатели переменного 3-фазного тока.
Двигатели внутреннего сгорания удовлетворяют указанным требованиям гораздо хуже, так как они плохо выносят перегрузки, поэтому приходится применять двигатели повышенной номинальной мощности, что увеличивает расход горючего агрегатами. Двигатели внутреннего сгорания имеют сильно колеблющееся число оборотов при изменениях нагрузки. Обычные регуляторы числа оборотов двигателей не удовлетворяют требованиям сварки, поэтому требуются двигатели внутреннего сгорания со специальными регуляторами повышенной точности, отвечающими требованиям сварочных агрегатов. На заводах наиболее распространены сварочные агрегаты с приводными моторами 3-фазного тока. Агрегат СМГ-2 с электродвигателем 3-фазного тока, мощностью 15 квт , 1450 об/мин., на сварочный ток до 320 а показан на фиг. 38.
В этом случае генератор и электродвигатель имеют обычно-скользящие подшипники с кольцевой смазкой, что требует точной горизонтальной установки вала генератора по уровню. Поэтому агрегаты эти рассчитаны на стационарную установку. Генератор и электродвигатель устанавливаются на общей сварной фундаментной раме, концы валов соединяются эластичной муфтой; вес агрегата 750 кг. Для уменьшения веса и размеров сварочного агрегата, а также для некоторого повышения его к. .п. д. нашей промышленностью выпускается агрегат СУГ-26 в однокорпусном исполнении, с генератором СМГ-26. Общий вид агрегата показан на фиг. 39.
Генератор и электродвигатель имеют общий корпус и общий вал, установленный на двух шариковых упорных подшипниках, не требующих строгой горизонтальной установки вала агрегата. Агрегат СУГ-26 является передвижным и снабжён тремя колёсами и дышлом для перевозки, он может быть также снят с колёс и поставлен стационарно. Размеры агрегата уменьшены, и его вес снижен до 550 кг за счёт применения общего корпуса и общего вала и понижения мощности электромотора. Портативность агрегата СУГ-26 делает его особо удобным для промышленного использова ния , и в настоящее время он является наиболее распространённым типом на наших заводах. Недочётом агрегата СУГ-26 является недостаточная мощность приводного электромотора, равная 11,6 квт , особенно заметная при существующем стремлении к повышению про-. изводительности сварки и мощности сварочной дуги. В настоящее время выпускаются однокорпусные агрегаты повышенной мощности.


Для работ в полевых условиях при отсутствии электрической силовой сети используются сварочные генераторы СМГ-2 с приводным двигателем внутреннего сгорания — бензиновым или керосиновым. Типы подобных агрегатов достаточно разнообразны; применяются ремённый привод генератора со шкива трактора, привод от двигателя автомашины, на которую установлен генератор, и т. д.
Наиболее распространённым сварочным агрегатом с двигателем внутреннего сгорания мощностью около 30 л. с. является агрегат САК (фиг. 40). Валы двигателя и генератора соединены эластичной муфтой — маховиком и установлены на общей сварной фундаментной раме. Агрегат имеет общий вес около 1100 кг и может удобно перевозиться на грузовом автомобиле. Расход горючего равен 5—6 кг/час при нормальной работе на сварке.
Иногда встречается необходимость в больших силах сварочного тока, например для питания сварочных автоматов, горячей сварки чугуна, дуговой резки металла, подводных работ и т. д. Для подобных работ наша промышленность выпускает специальные однопостовые агрегаты повышенной мощности. При отсутствии на месте более мощного сварочного агрегата можно прибегнуть к параллельному соединению на одну дугу двух или трёх агрегатов СМГ-2. Общий к. п. д. сварочного агрегата СМГ-2 с электродвигателем 3-фазного тока доходит до 0,6 при полной нагрузке. Длительный к. п. д. ввиду значительной мощности, расходуемой при холостом ходе, обычно не превышает 0,40—0,45.
Средний расход электроэнергии при ручной сварке составляет 7—8 квт-час на 1 кг наплавленного металла.
В настоящее время достигнуты значительные успехи в конструировании и производстве статических выпрямителей, преобразующих переменный ток в постоянный, и возникает вопрос о возможности замены сварочных мотор-генераторных агрегатов сварочными выпрямителями. Имеются уже опытные выпрямительные сварочные установки, дающие удовлетворительные результаты. Наиболее вероятно применение для целей сварки селеновых и газотронных выпрямителей.
В табл. 2 приведём средние сравнительные данные для ручной сварки по расходу электроэнергии при питании поста дуговой электросварки от силовой сети 3-фазного тока.
Что такое бензиновый сварочный генератор?
Сейчас инверторные сварочные аппараты способны без труда работать не только при нестабильном напряжении, но и при пониженном, вплоть до 100В. Однако, такой функцией обладают далеко не все аппараты. А бюджетные инверторы в целом редко способны стабильно работать, если напряжение проседает. В таких ситуациях спасает генератор. Достаточно подключить сварочный аппарат к генератору, и можно работать без проблем. Также сварочный генератор может понадобиться дачникам, у которых электроэнергия сезонная либо крайне нестабильная.

В этой статье мы подробно расскажем, что такое бензиновые генератор, какой лучше выбрать и чем отличается бензиновый генератор для сварочного инвертора от генератора для сварки. Вы узнаете, чем отличается бензиновый генератор от дизельного, сколько сварочных постов необходимо домашнему сварщику и как выбрать оптимальную модель генератора по соотношению цены и качества.
Бензиновый генератор для сварочного аппарата — это прибор со встроенным двигателем внутреннего сгорания, обеспечивающий автономную электроэнергию. Говоря простым языком, генератор — это такая компактная бензиновая электростанция, которая способна вырабатывать ток без подключения к сети. Такие генераторы очень компактны и надежны, при этом позволяют выполнять сварку даже там, где электричества нет и не предвидеться.

Бензиновый генератор для инверторной сварки может пригодиться многим. Он незаменим при сварке на стройплощадке, куда еще не успели провести электричество. Без него не обходятся многие дачники, у которого напряжение на участке настолько мало, что инвертор просто не включается. Также бензогенератор может пригодиться для временного обеспечения электричества в доме при его внезапном отключении.
Бензогенератор для сварки — это, по сути своей, двигатель внутреннего сгорания, который приводит в действие встроенный генератор, вырабатывающий ток. Вот и весь принцип работы устройства. Кстати, двигатель необязательно должен быть бензиновым. Он также бывает дизельным. Но в быту дизельные генераторы используются крайне редко.
Достоинства и недостатки
Так уж вышло, что сейчас бензиновый генератор для сварки — это самый популярный генератор. Он стоит относительно недорого, его обслуживание и ремонт не отнимают много средств и времени, вес у бензинового генератора заметно меньше, чем у того же дизельного, при этом генераторы на бензине отлично работают даже при минусовой температуре.
Однако, бензиновые генераторы не так идеальны, как кажется. Один потребляют много топлива и при этом менее надежны, чем дизельные. Средняя длительность работы бензогенератора без ремонта — 3000 часов. Затем в большинстве случаев генератор необходимо чинить.

Также сварка от бензогенератора не может быть продолжительной. Максимум 6 часов, больше он просто не выдержит и перегреется. Однако, на практике редко кто в быту варит даже 2 часа, не говоря о 6 часах. Ну а если вы все же рассчитываете на длительную работу, то лучше приобретите дизельный генератор. Он способен работать практически круглые сутки. Но учтите, что в морозы дизельный агрегат работает крайне нестабильно.
Также учтите, что бензогенератор для сварочного аппарата в принципе можно использовать для питания, скажем, небольшого дома в экстренных ситуациях. А вот питать обычным бытовым генератором сварочный аппарат не рекомендуется. Для этих целей нужен специальный сварочный генератор, который рассчитан на дуговую сварку.
Типы бензиновых генераторов
Существует два типа бензиновых генераторов: генераторы для питания стороннего сварочного аппарата и генераторы со встроенной функцией сварки. Не путайте их.
Генераторы для питания стороннего аппарата используются только как источник электроэнергии. Их задача — выработка электричества. К таким генераторам дополнительно подключается сварочный аппарат, с помощью которого и осуществляется сварка. Именно о таком типе генераторов мы и говорим в этой статье.

Бензогенератор с функцией сварки — это совсем другие устройства. Такие генераторы не нуждаются в подключении сварочного аппарата, они и есть аппарат+генератор в одном корпусе. Вещь крайне удобная, но ее редко применяют в быту, поскольку такие генераторы предназначены для сварки в труднодоступных местах и зачастую они очень громоздкие. Яркий пример — это так называемый САК (сварочный аппарат колесный), который обладает большими габаритами, снабжен колесами и прицепом.
Резюмируя, бензогенератор и бензогенератор с функцией сварки — это не одно и то же. В быту рекомендуется применять бензогенератор в паре с инвертором, а бензогенераторы с функцией сварки оставьте профессионалам. Это очень узкоспециализированные устройства, которые применяются в определенных случаях.
Как выбрать генератор?
Теперь, когда вы знаете немного больше о генераторах, у вас может возникнуть вопрос: «А какой бензогенератор нужен для сварочного инвертора?». Мы облегчим вам задачу и расскажем об основных особенностях, на которые нужно обратить внимание при выборе генератора.
Тип тока
Бензиновый сварочный генератор может генерировать как постоянный, так и переменный ток. Мы рекомендуем брать генератор с постоянным током. Тем более, ваш инвертор, скорее всего, работает именно от «постоянки». Такой генератор позволит сформировать очень качественные швы даже при сварке в небольших объемах. Также вы сможете использовать любые электроды с покрытием, никаких ограничений нет.
Что касается бензогенератора для сварки, выдающего переменный ток, то мы не рекомендуем покупать его для домашнего использования. Швы получаются менее качественными, дуга горит нестабильно и ее труднее поджечь. Единственный плюс генератора с «переменокой» — это его низкая цена. Если для не важно качество, и при этом финансы не позволяют купить генератор на «постоянке», то можете приобрести агрегат на переменном токе.
Класс генератора, сварочные посты и габариты
Дополнительно обратите внимание на класс генератора. Все сварочные генераторы подразделяются на профессиональные, полупрофессиональные и бытовые. От класса зачастую зависит мощность бензогенератора.
Для сварки на дому вам будет достаточно бытового генератора, который способен выдать до 200А. Такой бензогенератор без труда потянет инверторный сварочный аппарат со средними характеристиками. Ну а если в вашем арсенале есть мощный полуавтомат, то лучше присмотреться к полупрофессиональным генераторам, выдающим до 300А. Профессиональные бензогенераторы выдают ток от 300А и выше. Они не применяются в быту, поскольку потребляют слишком много топлива и их мощность избыточна.
Еще одна важная деталь — количество сварочных постов. Бензогенераторы для сварки инвертором могут быть многопостовыми и однопостовыми. К многопостовому генератору можно подключить сразу несколько аппаратов и производить сварку одновременно. Такие генераторы полезны на стройплощадке. А в остальных случаях вам будет достаточно однопостового. Но если вы знаете, что есть необходимость в коллективном выполнении работ, то лучше доплатить и взять многопостовую модель.
Последнее, на что нужно обратить внимание — это габариты генератора и его вес. Если вы дачник, то выбирайте переносной генератор, который не будет весить 50 кг. Иначе его транспортировка может превратиться в настоящую проблему. Только учтите, что чем меньше генератор, тем меньше его мощность. Это правило не всегда справедливо, н работает в большинстве случаев. Так что если вам нужно запитать полуавтомат 280А, то будьте готовы, что генератор не будет легким.
Это все, что вам нужно знать о бензогенераторе и его выборе. Благодаря генератору возможно автономное питание любого сварочного аппарата, того же сварочного инвертора Ресанта 220 САИ либо других популярных моделей. Достаточно подключить к бензогенератору сварочный аппарат и можно приступать к работе. Также не путайте обычный топливный генератор и бензиновый генератор со встроенной функцией сварки. Последние именуются «сварочный агрегат» или «САК» (сварочный аппарат колесный). Они предназначены для сварки в труднодоступных местах и представляют собой устройство 2 в 1: сварочный аппарат и генератор одновременно.
Приходилось ли вам когда-либо использовать бензиновые генераторы для выполнения сварочных работ? Какую модель генератора и инвертора вы использовали? Расскажите подробнее о своем опыте, чтобы помочь многим начинающим мастерам и умельцам. Желаем удачи в работе!
Сварочные генераторы постоянного тока
ГК «ЭнергоПроф» реализует сварочные бензиновые и дизель-генераторы постоянного тока, предназначенные для выработки электроэнергии и сварки различного типа металлоконструкций. В каталоге представлены бензиновые и дизельные установки ведущих производителей. К каждой модели дается небольшое описание, которое позволит понять технические характеристики оборудования. Прочтите его перед тем, как оформлять покупку. В случае возникновения вопросов обращайтесь за консультациями к специалистам компании по телефону 8 (495) 789-47-76 .
- Название модели
- Топливо
- Мощность
- Ток сварки
- Электрод
- Двигатель
- Цена






























Сварочные дизель-генераторы постоянного тока обычно значительно мощнее бензиновых, поэтому и их стоимость часто выше. Мы постарались сформировать наиболее привлекательные цены на оборудование, то есть сделать его максимально доступным. По Москве и Московской области доставка товара при сумме заказа от 10 тысяч рублей производится бесплатно, в другие регионы России товар может быть отправлен через транспортные службы.
Для оформления заказа необходимо добавить заинтересовавшую Вас модель бензинового или дизель-генератора постоянного тока с функцией сварки в корзину и заполнить поля веб-формы. Мы строго в срок привезем электростанцию. На всё оборудование дается гарантия.
Читайте также: