Сварочные электроды мр 3 синие
Электроды МР-3 тип Э46 применяются для сварки малоуглеродистых сталей.
Технические характеристики МР-3
- плавящийся электрод с рутиловым покрытием;
- стержни изготовляются из проволоки Св-08;
- сварка во всех пространственных положениях, кроме вертикального (сверху-вниз);
- напряжение холостого хода — 60-80 вольт;
- дуга — короткая, средняя;
- ток — переменный, постоянный обратной полярности;
- коэффициент наплавки — 8,5 г/А·ч;
- коэффициент разбрызгивания — 9-13%;
- расход электродов на 1 кг наплавленного материала — 1,7 кг;
- прокалка электродов при температуре 150-180 градусов.
Механические свойства металла:
- временное сопротивление разрыву не менее 46 кгс/м2;
- относительное удлинение не менее 18%;
- ударная вязкость не менее 8 кгс/см2.
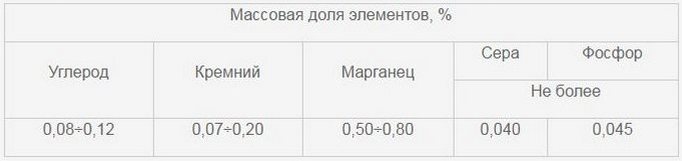
Массовая доля элементов химического состава (таблица):
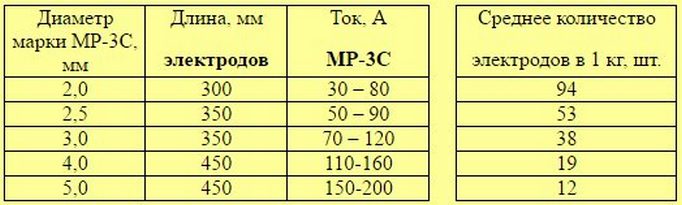
Вес одного электрода МР 3 исходя от диаметра:
- 30 гр (3 мм);
- 60 гр (4 мм);
- 92 гр (5 мм).
Количество стержней в пачке и её вес:
- 83 шт, 2.5 кг (3 мм);
- 41 шт, 2.5 кг (4 мм);
- 54 шт, 5 кг (5 мм).
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
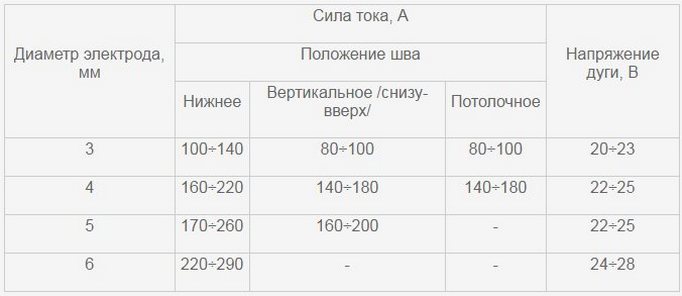
Рекомендуемые значения тока
Таблица поможет определится с сварочным током в зависимости от диаметра электрода и способа применения.
Преимущества использования МР-3:
- высокая устойчивость дуги;
- умеренное разбрызгивание металла;
- красивое формирование шва;
- хорошая отделимость шлаковой корки.
Технические характеристики электродов МР-3С
Мало чем отличаются от МР-3. Изделие имеет рутиловое покрытие со специальными ионизирующими добавками. МР 3С (синие) являются родственником ОК 46 и работают от маломощных бытовых сварочных аппаратов 50 вольт.
При сгорании выделяют 0,6 гр марганца против 1,25 гр. Вот и все различия. Остальные характеристики одинаковые с МР-3.
Видео: обзор МР-3С.
Отзывы
[lt_alert style="blue"]На днях варил трубу тонкостенную. Нашел остатки электродов ЛЭЗ МР-3с и процесс пошел. Не хватило стержней, пошел купил этой же марки ЛЭЗ МР-3с (цена 77 рублей за кг). И меня постигло разочарование, дуга рвется, металл не слипается. Вывод: марка одна, а стержни по качеству разные.[/lt_alert]
[lt_alert style="orange"]Сперва приобрел МР-3С 2мм (ЛЭЗ), сразу скажу, изделия не оправдали надежд. Второй раз взял электроды ESAB МР-3 ф 3.0 мм, отдал за 5-ти килограммовую пачку — 680 рублей. И не пожалел, ESABовские варят легко и качественно.[/lt_alert]
Профессиональный сварщик, Иван Корейко :
[lt_alert style="black"]Друзья, не покупайте электроды ЛЗЗ (Лосиноостровский электродный завод) МР-3С. Минусы:
- упаковка стержней плохая, при перевозке они бьются друг о друга;
- поджиг странный, то электрод быстро схватывается, то идет в отказ;
- шлака много и обмазка в процессе осыпается.
Не рекомендую изделия лосиноостровского завода для ответственных конструкций и швов, и новичкам. Опытный профи сварит любыми электродами, а начинающему мастеру лучше приобретать стержни ESAB или ОК 46.[/lt_alert]
Видео:
P.S. По отзывам вывод такой: ESABовские МР-3С хорошие, а качество ЛЭЗовских хромает (50 на 50).
Характеристики электродов МР-3С, особенности работы
Электродами марки МР 3С сваривают низколегированные и среднеуглеродистые стали на любых токах. Отличаются способностью соединять ржавые и сырые детали. Узнайте их технические характеристики и условия использования.

Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.

Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Технические характеристики электродов МР-3С
В продаже наибольшее количество электродов ЛЭЗ МР-3С Лосиноостровского электродного завода. Они выпускаются диаметром 3–6 мм по ГОСТ-9466, имеют покрытие синего цвета, относятся к группе Э-46. Стержень сделан из низкоуглеродистой стали типа СВ–08 с добавлением легирующих элементов:
Покрытие рутиловое – диоксид титана со специальными добавками.
- высокая вязкость;
- не образуются трещины;
- много шлака покрывает остывающий стык.
Скорость работы высокая. Электрод может касаться свариваемой стали и плавить короткой дугой на расстоянии.
Кроме Лосиного острова, электроды марки МР-3С выпускаются в Подмосковье, Костромской области, Санкт-Петербурге, Шадринске и Сызрани. Зарубежные аналоги производятся в Кливленде (США).
- минимальная толщина свариваемого листа – 3 мм, максимальная – 20 мм;
- предназначены для среднеуглеродистых и низколегированных сталей;
- оптимальное содержание углерода в свариваемой стали – 0,25% (Ст-25, Ст-3);
- работают на переменном и постоянном токе;
- дуга легко зажигается постукиванием;
- дуга держится при малых напряжениях;
- расход на 1 кг шва – 1,7 кг проволоки;
- на минимальном токе обратной полярности сварка производится по зазорам.
Сопротивление шва на разрыв в пределах 490 МПа. Хорошо расплавляются кромки свариваемого металла. Работа возможна во всех положениях. Исключение составляет вертикаль сверху. Много шлака затекает перед плавильной ванной, ухудшает горение дуги и попадает в шов.
Прокаливание перед использованием – от 2 часов при температуре 150–180 °C. У сырых прутков разрушается и отпадает обмазка.
Особенности применения
Рутиловые электроды марки 3С используют преимущественно для сварки ответственных металлоконструкций, трубопроводов и других деталей из листа, профильной трубы, фасонного проката. Сварка производится в режиме отрывного шва:
- Зажигается дуга у левого края стыка.
- Проводится электрод слева направо.
- Отрывается и переносится налево.
Варить следует очень быстро, чтобы шов не успевал остыть.
Шлака образуется много, он полностью покрывает ванну и шов по всей ширине. Температура плавления обмазки значительно выше, чем у свариваемой стали. Поэтому он всплывает и легко отделяется после остывания даже в многопроходных швах. Темп сварки должен быть высоким, чтобы металл и шлак не успевали застыть.
При работе на постоянном токе с МР электродами предпочтительна обратная полярность.
Особенности использования электродов МР-3 прежде всего в том, что можно сваривать незачищенные кромки деталей. Окалина, пыль и влага не влияют на качество шва. Они испаряются в процессе плавления стали и соединяются со шлаком. Шов получается с высокими техническими характеристиками:
- ударная вязкость – около 8 кгс·м/см²;
- удлинение – 17–19%;
- сопротивление разрыву – до 46 кгс/мм².
Сила тока выбирается по диаметру электрода. Для МР 3 мм достаточно 100–140 А, наибольшие (6 мм) требуют устанавливать ток от 300 А.
Разбрызгивание металла при сварке электродами марки МР малое. Шлак ложится равномерно и легко отбивается.
В процессе сварки электрод марки МР надо держать под углом примерно 45°. Во время плавления диоксида титана образуется много шлака. При прямом положении электрода он попадает в плавильную ванну и остается в шве, образуя шлаковые раковины. Движения дуги должны быть быстрыми, слева направо, от одного края к другому.
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Неправильная установка силы тока приводит к образованию пор. После работы с электродами марки МР сложно переходить на другие, более распространенные, типа УОНИ.
Поделитесь своим опытом работы с данными электродами в комментариях к данной статье.
Технические характеристики электродов МР-3

Электроды для сварки
Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Сварочные электроды мр 3 синие

Rebel™ EMP 235ic

Cutmaster® 60i

OK PRO 71

OK PRO 51C
The following items have been added to your list
ПРОИЗВЕДЕНО В РОССИИ.
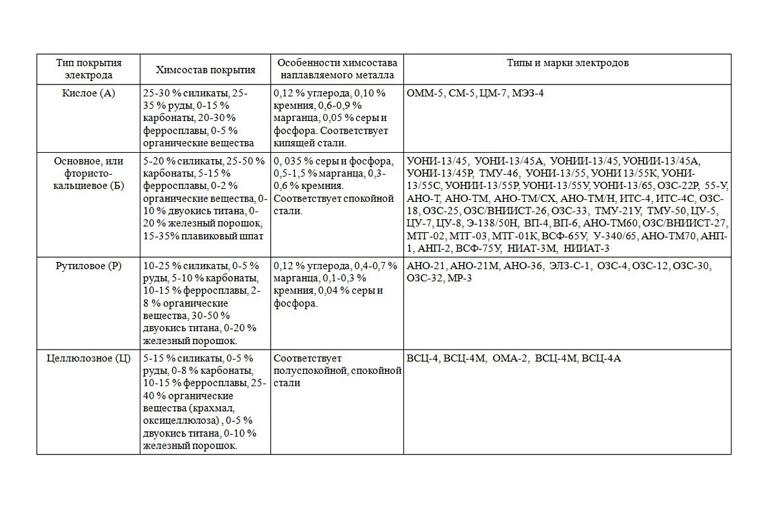
Тип покрытия – рутилово-основное.
Универсальные электроды, предназначенные для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей с временным сопротивлением до 490 МПа во всех пространственных положениях, кроме вертикали на спуск на постоянном токе любой полярности и переменном токе. Электроды позволяют выполнять сварку по увеличенным зазорам. В отличие от большинства рутиловых электродов, МР-3 рекомендуются для сварки на форсированных режимах, благодаря чему имеют повышенную производительность процесса. Сварку рекомендуется выполнять на короткой или средней длине дуги.
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Напряжение холостого хода: 65В
Режимы прокалки: 150-180°С, 60 мин

Документы
Типичные свойства образца с V-образным надрезом по Шарпи
| После сварки | |
| Работа удара | ≥59 J |
| Температура испытания | 0 °C |
Данные наплавки
| Ток | Производительность наплавки при токе 90% от максимального | Диаметр | КПД, % | В |
| 50-90 A | 0.69 kg/h (1,5 lb/h) | 2.0 x 300.0 mm (5/64 x 11,8 in.) | 59 % | 20-24 V |
| 80-140 A | 1.07 kg/h (2,4 lb/h) | 3.0 x 350.0 mm (0.118 x 13,8 in.) | 59 % | 20-24 V |
| 140-220 A | 1.68 kg/h (3,7 lb/h) | 4.0 x 450.0 mm (5/32 x 17,7 in.) | 59 % | 25-30 V |
| 160-250 A | 1.91 kg/h (4,2 lb/h) | 5.0 x 450.0 mm (0.197 x 17,7 in.) | 59 % | 25-30 V |
Классификации
| Классификации | AWS A5.1 : E6013 ГОСТ 9467 : Э46 ГОСТ Р ИСО 2560-A : E 38 0 RB 1 2 |
Одобрения
| Класс | 2 |
| Общество | RS |
| Одобрения на материалы выдаются с привязкой к заводу изготовителю. Подробную информацию можно получить в представительствах ESAB. |
Характеристики расходного материала
| Тип сплава | Carbon Manganese |
| Тип покрытия | Rutile |
| Сварочный ток | AC, DC+ |
Как приобрести МР-3
Наше стремление обеспечить вас оборудованием ЭСАБ сравнимо только с вашим желанием получить его. Именно поэтому мы продаем свою продукцию через дистрибьюторов, которые окажут вам внимание, поддержку и предоставят все, что вам нужно. Благодаря опыту и знаниям этих специалистов приобретение оборудования при их помощи окажется для вас таким же простым и удобным, как если бы вы покупали товар прямо у нас.
Читайте также: