Сварочные электроды ано 4 характеристики
Электроды АНО-4 используются для ручной дуговой сварки углеродистых марок стали ответственных и рядовых конструкций, на постоянном токе любой полярности или переменном токе от трансформатора при напряжении холостого хода, не меньшего, чем 50 В. Сварка выполняется во всех пространственных положениях, кроме направленного сверху→вниз.
Сварочные электроды АНО-4 относятся к типу с рутиловым покрытием. В основе используются низкоуглеродистая проволока в соответствии с ГОСТом 2246-70, марок Св-08А или Св-08. В покрытии АНО-4 основным компонентом является рутиловый концентрат с содержанием TiO2 - двуоксид титана не менее 95% по ГОСТу 25702.14-83 . Двуоксид титана обеспечивает шлаковую защиту расплавленного металла шва , а также снижает количества необходимых «раскислителей» Si и Mn, что уменьшает токсичность сварочных аэрозолей.
В процессе сварки электродом АНО-4 в кратере образуется пленка с высокой проводимостью, которую обеспечивает двуоксид титана. Благодаря этому свойству при выполнении даже коротких швов получается многократное легкое возбуждение дуги.
Характеристики сварочных электродов АНО-4
Для выбора электродов нужно изучить свойства разных марок. Рассмотрим сварочные характеристики электродов АНО-4 производства компании Промэлектрод:
1. быстрое зажигание дуги в начале работ и при повторах;
2. стабильное горение;
3. можно сваривать поверхность с дефектами, с незначительной коррозией ;
4. стойкость к порообразованию на влажных, загрунтованных и окисленных поверхностях;
5. высокие показатели ударной вязкости и разрывного сопротивления;
6. минимальное разбрызгивание;
7. независимость от увеличения дуги;
8. легкое отслоение шлака;
9. малая токсичность;
10. возможность сварки на бытовом и профессиональном оборудовании, без особых требований к опыту сварщика.
Применение электродов АНО - 4
АНО – 4 нашли широкое применение в сварке газопроводов низкого давления, водопроводных труб. Используют в случаях когда предъявляются особые требования к качеству шва в угловых и стыковых узлах.
Электроды АНО-4 обеспечивают качественные швы при работе на трансформаторных полуавтоматах и инверторах.
Качество электродов для сварки АНО-4
Качество АНО-4 полностью соответствует правилам российских стандартов, ГОСТу 9467-75. АНО-4 - электроды типа Э46 (индекс «46» – это временное сопротивление металла в кгс/мм 2 ).
Американское общество по сварке American Welding Society по классификатору AWS A5.1 относятся к типу E6013. Международная организация по стандартизации International Organization for Standardization по классификатору ISO 2560 AHO -4 относятся к типу E382RC 12.
Качество электродов для сварки марки AHO -4 производства Промэлектрод выполняется по ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-007-58965179-2006, удостоверяется:
1. Сертификатом добровольной сертификации Соответствия ГОСТ-Р с приложением протокола испытаний;
2. Санитарным эпидемиологическим заключением.
Аналогами марки ANO-4 принято считать: Lincoln Electric Fleetweld 37, ESAB ОК 46.00, BÖHLER FOX SPE, Askaynak AS R-146.
Производство электродов АНО-4
Отечественными учеными, во второй половине ХХ века под руководством Походни И.К. были разработаны низкотоксичные рутиловые электроды. Их массовое производство в СССР началось в семидесятых годах, когда появился доступ к сырью – рутилу. С тех пор технология производства электродов и составляющих обмазки совершенствовались.
Разработчики присвоили следующие обозначение марки АНО-4 (расшифровка электродов АНО-4):
«АН» – Академия Наук
«О» – общего назначения;
Компания Промэлектрод производит сварочные электроды АНО4 по ГОСТ 9466–75, 9467–75 на поточных линиях с соблюдением требований технической документации.
Электроды АНО4 производятся ООО Промэлектрод под строгим контролем качества методом опрессовки обмазочным покрытием стальных стержней.
Сварочные электроды «АНО 4» — характеристики и область применения


Электроды “АНО-4” очень популярны как среди профессионалов, так и среди начинающих сварщиков. В качестве основы для них, используется сварочная проволока СВ-08 (А). Она имеет углерод в составе, и обеспечивает отличные сварочные свойства.
Данный вид электродов производится многими предприятиями, в числе которых СЗСМ, Патон, Кировский завод и пр. Большинство из этих производителей имеют обширные дилерские сети. Это значит, что их продукцию можно найти практически во всех уголках страны.
“АНО-4” имеет все необходимые сертификаты качества. Они подвергаются испытаниям и прогонке на тестовых стендах. Это дает возможность постоянно улучшать их качество и свойства.
Маркировка, расшифровка, УД
Электроды АНО-4 имеют следующее обозначение (маркировку) – Э46-АНО-4-Ø-УД Е 43 0(2)-Р25, где:
- Э46 – тип электрода для дуговой сварки сталей с пределом прочности при разрыве до 46 кгс/мм2;
- АНО-4 – марка электрода;
- Ø – диаметр стержня в мм.;
- назначение – У – для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 451 МПа;
- толщина покрытия – Д – толстое покрытие;
- Е – международное обозначение плавящегося покрытого электрода;
- предел прочности при растяжении – 43 – 430 МПа;
- относительное удлинение – 0 – менее 20%;
- минимальная температура, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 – 2 – 0°С;
- вид покрытия – Р – рутиловое;
- пространственные положения электрода, при которых осуществляется сварка – 2 – все, кроме вертикального сверх-вниз;
- сварочный ток и напряжение холостого хода – 5 – постоянный или переменный ток любой полярности, напряжение холостого тока 70В.
Конструкция
Сварочные электроды АНО-4
с рутиловым покрытием предназначены для электродуговой сварки металлических элементов, изготовленных из конструкционной стали с низким содержанием углерода (не более 0,25%). Основа слоя покрытия электродов данного типа представляет собой рутиловый концентрат, т. е. природный диоксид титана (химический состав ТіО2: 60 % титан и 40 % кислород). Свойства металла шва, полученного с использованием электродов с рутиловым покрытием, соответствуют свойствам спокойной (СП) или полуспокойной (ПС) стали обыкновенного качества. Сварной шов получается более устойчивым к образованию трещин по сравнению с результатами сварки электродами с кислым покрытием. По механическим свойствам металла шва и сварного соединения электроды АНО-4 относятся к типу Э-46. Тип Э-46 означает: Э – электрод, 46 – временное сопротивление разрыву не менее 46 кГс/мм2.
Упаковка, сколько штук, вес и длина прутков
Электроды АНО-4 выпускаются в картонных пачках, вес которых составляет 1; 2,5 и 5 кг.
Среднее количество электродов в 1 кг. варьируется в зависимости от диаметра прутков и составляет:
- 3,0 мм. – 39 штук;
- 4,0 – 16;
- 5,0 – 11.
В зависимости от от диаметра стержня варьируется вес и длина прутка.
Преимущества сварочных электродов АНО-4
Одним из основных отличий электродов АНО-4 от сварочных электродов других типов является их способность создавать сварные швы высокого качества. Сварочные работы электродами АНО-4 выполняют во всех пространственных положениях, за исключением способа «сверху-вниз». При сварке по окалине или ржавчине электродами АНО-4 практически не происходит образования пор в сварных швах. Электроды не чувствительны к изменению длины сварочной дуги и позволяют выполнять сварочные работы по загрунтованным поверхностям металла. В процессе работы происходит легкое зажигание сварочной дуги и стабильное ее горение, как при подаче питания от источника постоянного, так и переменного тока. При образовании сварного шва разбрызгивание металла минимально, шлаковая корка легко отделяется от участков сварки, и шов формируется с высоким качеством и плавным переходом к прилегающим зонам основного металла. Низкая склонность к образованию пористых участков в процессе зажигания дуги между электродом АНО-4 и свариваемым металлом также исключает появление пор в кратерах, т. е. появления так называемой «стартовой пористости».
Товары каталога:
| Мебельные оси |
| Электроды сварочные |
| Шайбы |
| Оптовые цены на гвозди |
| Купить сварочные электроды |
| Твитнуть |
comments powered by Disqus
Расход, нормы расхода
Расход электродов предоставляется в формате справочной информации. Для прутков марки АНО-4 расход на 1 кг. наплавленного металла составляет 1,6-1,7 кг.
В официальных документах ВСН 452-84 или ВСН 416-81 («Ведомственные строительные нормы») указаны также производственные нормы на 1 стык и на 1 метр шва. Данные показатели демонстрируются в виде таблиц.
Также норму возможно высчитать и самостоятельно. Расход складывается из массы наплавленного металла и потерь. Сначала нужно вычислить массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва х плотность металла х длина шва
Значения плотности возможно узнать из справочной литературы. Затем по второй формуле рассчитывается суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла х коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода, для АНО-4 составляет 1,7. Эти данные приводятся в нормативных документах, таких как ВСН 452-84.
Справка. Существуют также и другие методы расчета нормы расхода.
Хранение электродов
Продукция поставляется в упаковке и специальной пленке, защищающей изделия от влаги. Однако чтобы электроды долго находились в рабочем состоянии, необходимо соблюдать условия хранения. Они должны находиться в сухом месте при t не ниже 15°С. Очень важно не допускать их намокания или излишней увлажненности помещения. Проследите также, чтобы на них ничего не упало и не вызвало механической деформации. В противном случае покрытие будет повреждено и пользоваться электродами будет невозможно.
Если вышло так, что электроды намокли, их следует просушить. Это делается в специальной печи. Поместите их туда на полчаса. Температура прокалка должна быть равна 150 — 160°С.
Электроды для сварки углеродистых и низколегированных сталей АНО-4

Главным расходным материалом для электродуговой сварки являются сварочные электроды. Они выпускаются более двухсот различных марок. Специалисты только по одному названию могут определить, какой нужен присадочный материал на сварочные швы. Конечно, простому человеку трудно определиться с выбором. Мы постараемся вам в этом помочь.
Преимущества элементов
Электроды марки ЦЧ-4 обладают рядом функциональных достоинств, среди которых можно выделить следующие:
- Позволяют сваривать предметы/конструкции из чугуна, а также воедино – из чугуна и стали, что невозможно с помощью многих других марок электродов.
- Для них характерны упрощенное зажигание и стабильное горение сварочной дуги, результатом чего является равномерное прочное соединение свариваемых деталей.
- Химический состав подобран таким образом, чтобы можно было работать с чугунами разных видов.
- Универсальны. Их в равной степени эффективно применяют как в нижнем, так и в угловом положении, как при холодной сварке (без нагревания), так и для горячего вида сварки (при температурах выше 250°C).
- Прекрасно устраняют дефекты и отлично справляются с подготовительным наплавлением на деталях от 1-го до 2-го слоя.
- В процессе сваривания металл формируется в шве практически без разбрызгивания металла.
- Доступны для покупки.
При правильной эксплуатации эти электроды гарантируют прочное сварное соединение с ровным и долговечным швом. Причем они подходят как для промышленного использования, так и для применения в домашних условиях.
Электроды этой марки прекрасно показывают себя в сочетании с современными сварочными аппаратами.
Общие характеристики электродов типа ЦЧ4
Конструктивно элементы этого типа представляют собой стержни, на которые нанесено основное покрытие. Применяются для работы по чугуну высокой степени прочности (с шаровидным графитом в его составе), а также для сварки изделий из серого чугуна (с графитом пластинчатого типа).
Функциональное назначение этих электродов включает качественное соединение объектов, изготовленных из разнородных металлов, сварку поврежденных элементов конструкций, формирование новых сварных швов и исправление (заварку) различных дефектов, возникающих в процессе отливки, специальную наплавку начальных слоев металла на чугунные детали.
Параметры сварочных материалов
Для качественных сварочных работ важно, чтобы все параметры электрода были оптимально подобраны.
То или иное практическое применение влияет на выбор диаметра указанного элемента – он может варьироваться от 3 до 5 мм. В зависимости от предстоящей сварочной операции необходимо установить правильный режим тока – 65-80, 90-120 или 130-150 ампер.

Для качественных сварочных работ нужно правильно подобрать электроды.
Для эффективной работы следует предварительно прокалить электроды. Чтобы добиться наилучших результатов, сделать это рекомендуется при температуре +170…+200°C.
Химический состав наплавленного металла
В модели ЦЧ-4 присутствуют следующие химические компоненты:
- углерод (С) – 0,25%;
- марганец (Mn) – 0,5/2,5%;
- фосфор (P) – 0,07%;
- сера (S) – 0,04%;
- кремний (Si) – 0,10/0,80%;
- ванадий (V) – 8,5/10,5%.
Стержень электрода имеет железную основу.
Этот металл позволяет качественно работать с материалом, из которого изготовлен свариваемый объект, обеспечивает получение высокопрочного шва.
Условия применения электродов
Используются в условиях необходимости:
- покрытие остовное;
- в том случае, если изделие бракованное, осуществляется заварка их дефектов, литьевой метод;
- наплавляемый коэффициент, г/А-час- 10,0;
- производимая наплавка, для электрода ЦЧ диаметром 4,0 мм, кг/час- 1,1;
- количество расходных электродов на 1 кг наплавления, 1,8 килограмм;
- перед тем, как приступить к сварке, необходимо очистить и обезжирить детали с помощью химических и шлифовальных средств;
- весь процесс происходит под напряжением, имеющим обратную полярность;
- есть возможность работ с переменным напряжением трансформатора (больше 60 В);
- работа выполняется маленькими валами, составляющими по длине от 25 до 30 мм, охлаждающиеся окружающей средой и проковками ударов молоточка по шву и вокруг до 60°C;
- выполняемые работы с чугуном, имеющим высокую прочность, длину валика увеличивают. Ее размер от 80 до 100 мм.

Рисунок 3 — Процесс сварки
Классификации и одобрения
Сварочные электроды ЦЧ-4 отвечают техническим условиям ТУ У 28.7-34142621-006:2012 и одобрены:
- TUV – Объединение аудиторских компаний союза технадзора за объектами котельного оборудования (ФРГ);
- СТБ – Госстандарт (Республика Беларусь);
- KZ-standard – ГОСТ 9466 (Республика Казахстан);
- MD-standard – ГОСТ 9466 (Республика Молдова).
Рекомендуем к прочтению Какие электроды по алюминию выбирать

Сварочные электроды ЦЧ-4 одобрены TUV, СТБ.
Электроды ОЗС-12: технические характеристики
Сварка производится на постоянном токе обратной полярности или на переменном, но при условии, что используется источник питания, напряжение холостого хода которого находится в пределах 45-55 В. Отлично подходят для сварки труб, котлов и других ответственных конструкций.
Преимущества электродов ОЗС-12:
- обеспечивают высокие технические показатели соединения при сварке во всех пространственных положениях;
- возможна сварка удлиненной дугой;
- допускается применять при наличии ржавчины и влаги на поверхности металла;
- высокая эффективность при сварке соединений таврового типа – гарантируют получение прочных мелкочешуйчатых вогнутых швов.
Советы по выбору электродов
Для сварки конструкций из низкоуглеродистых марок сталей применяются электроды типа Э-46. Выбор конкретной марки производится в зависимости от основных параметров используемой стали и условий работы:
- Тип покрытия электрода определяется по степени раскисления и характеру затвердевания металла. Для спокойных рекомендуется использовать электроды с основным покрытием, для полуспокойных – с рутиловым или основным, для кипящих подходит любое покрытие.
- Временное сопротивление разрыву.
- Химический состав электрода должен максимально соответствовать содержанию аналогичных элементов в металле.
- Толщина свариваемых деталей.
- Пространственное положение при сварке.
Каждая марка электродов имеет свои отличительные особенности. Благодаря высоким техническим характеристикам, как в быту, так и в производственных условиях чаще всего применяются электроды марок АНО-4 и ОЗС-12.
Сварочные электроды АНО-4 технические характеристики.

Марка электродов АНО-4 является одной из самых популярных и востребованных в мире. Сварочные электроды, данной марки, подходят для углеродистых сортов стали с временным сопротивлением тока до 450 Мпа.
При изготовлении готовые электроды упаковывают в герметичные пачки весом по 1, 2.5, 5 кг. Конечно же могут быть и другие весовые упаковки, в зависимости от производителя и заказчика. Вы можете ниже ознакомится с таблицей, в которой указаны упаковки различной весовой категории и вес электрода АНО-4 1 шт.
Таблица 1.
Технические характеристики сварочных электродов АНО-4.
В зависимости от завода – изготовителя возможна поставка сварочных электродов заказчику различных диаметров: 2, 2.5, 3, 3.2, 4, 5, 6 мм. Самыми популярными из них являются электроды с диаметрами: 3, 4, 5 мм.
С помощью этих электродов можно производить дуговую и ручную сварку металла, постоянным либо переменными токами.
Технические характеристики.
Для данного типа электродов используют: рутиловое и рутил-карбонатное покрытие;
Сорта свариваемых сталей: Ст 1, Ст 2, Ст 3;
Тип тока: переменный, постоянный;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.6 ~1,7 кг;
Коэффициент наплавки составляет: 8,5 г/А·ч.
В зависимости от типа электродов будут меняться силы тока.
Для сварочных электродов типа Э46 АНО-4 силы тока будут находится в пределах, которые указаны в таблице 2.
Таблица 2.
Тип электродов Э46 АНО-4. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2,0 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 |
| 3,0 | 90-140 | 80-100 | 80-120 |
| 4,0 | 160-210 | 140-180 | 140-180 |
| 5,0 | 170-270 | 160-200 | — |
| 6,0 | 220-320 | — | — |
Стандарты для производства сварочных электродов АНО-4: ГОСТ 9466-75, ГОСТ 9467-75. Украинский стандарт: ДСТУ 2770-94, ДСТУ 2651.
При сварочных работах с электродами типа АНО-4, химический состав образуемого шва должен состоять из стандартного ряда элементов приведенных в таблице 3.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| ≤ 0,12 | 0,35-0,70 | 0,15-0,30 | 0,035 | 0,035 |
Главными отличиями и достоинствами этих электродов являются:
— Удаление шлака с поверхности шва;
— Легкий и быстрый поджиг дуги, благодаря нанесенному ионизирующему элементу;
— Малая склонность к образованию пор внутри шва.
Примечание: Возможна сварка влажного металла, плохо очищенного и металла с коррозией.
Электроды АНО-4
Электроды марки AHO-4 входят в группу расходных материалов общего назначения. Они пользуются популярностью как у профессиональных сварщиков, так и у домашних мастеров, не обладающих обширными навыками выполнения сварочных работ. Относятся электроды AHO-4 согласно положениям ГОСТа 9467-75 к типу Э46. Таким образом, сфера их предназначения – сварка сталей, характеризующихся большим содержанием железа (элемент Fе) – до 99% – и углерода (не более 2,07%), а также сталей, в состав которых входят легирующие примеси в суммарном количестве, не превышающем 2,5%, за исключением углерода. Это стали, соответственно, конструкционные углеродистые и малолегированные. Кроме того, данные сплавы должны обладать показателем временного сопротивления нагрузке, воздействующей на разрыв, величина которой меньше 50 кгс/кв. мм.
Особенности
На поверхность электродов AHO-4 нанесено рутиловое покрытие. Его основным компонентом является двуокись титана (ТіО 2 ). Такой состав:
предоставляет возможность получить сварной шов высокого качества;
не продуцирует при горении вредные вещества. Благодаря этому электроды AHO-4 являются одними из наиболее безопасных для здоровья сварщика.
Кроме того, состав обмазки обеспечивает легкое первичное и повторное зажигание электродуги. Металлу шва присуща высокая устойчивость к формированию пор. А образовавшаяся шлаковая корка просто отделяется. Расходники марки AHO-4 сваривают металл, на поверхности которого находятся ржавчина, небольшие загрязнения и влага.

Характеристики
Осуществлять сварку электродами AHO-4 можно на любом токе – и переменном и постоянном – с прямой, а также обратной полярностью. Данным изделиям присущи следующие характеристики:
величина коэффициента наплавки – 8,30 грамм/Ампер-час;
хорошая производительность наплавки. Значение этого параметра напрямую зависит от диаметра (обозначение Ø) электрода. Для наиболее ходового изделия с Ø=4,0 мм производительность наплавки составляет 1,4 кг/час;
для наплавления одного килограмма металла требуется 1,7 килограмма расходных элементов.
Сформированный электродами AHO-4 сварной шов обладает ниже представленными механическими свойствами.
Значение ударной вязкости: α=140 Джоуль/кв. см.
Величина относительного удлинения: δ=25%.
Показатель временного сопротивления металла сформированного шва: γ=490,0 МПа.
Химический состав (типичный) металла, наплавленного электродами AHO-4, выглядит так: элемент
Sі (кремний) – 0,15%;
Мn (марганец) – 0,52%;
Сила тока (обозначение I т. ) при проведении сварочных работ электродами AHO-4 зависит от их диаметра (обозначение D э. ) и длины (L э. ). Так, при:
D э. =5,0 мм и L э. =450,0 мм сила тока принимает значения из пределов 150,0 А≤I т. ≤230,0 А. В одном килограмме содержится в среднем 11 штук изделий с такими размерами;
D э. =4,0 мм и L э. =450,0 мм сила тока может изменяться в диапазоне 120,0 А≤I т. ≤180,0 А; Усредненное количество электродов таких размеров в одном килограмме составляет 16 штук.
D э. =3,0 мм и L э. =350,0 мм сила тока колеблется в пределах 80,0 А≤I т. ≤150,0 А. В среднем количество изделий такого типоразмера в одном килограмме равно 39 штук.
Маркировка
Умение расшифровать маркировку позволяет узнать специфику применения электродов и, соответственно, подобрать их наиболее подходящий вариант с учетом особенностей предполагаемых к проведению сварочных работ. Приведем один пример. Пусть на упаковке с электродами имеется следующая буквенно-цифровая последовательность: Э46-AHO-4-Ø-УД E 43 0(2)-P25. Присутствующие в ней символы обозначают:
Э46. Тип сварочного электрода. Область применения таких изделий была описана выше;
AHO-4. Это - марка электрода;
символ «Ø» – на его месте стоит число, отображающее (в миллиметрах) диаметр стержня расходного элемента;
буква «У». Согласно положениям ГОСТа 9466-75 так обозначаются электроды, предназначенные для сварки сталей конструкционных малолегированных и углеродистых, характеризующихся временным сопротивлением нагрузке, работающей на разрыв, не превышающей отметку 60 кгс/кв. мм;
литера «Д». Указывает, что на изделия нанесено толстое покрытие. Для их классификации по параметру «толщина обмазки» во внимание принимаются две характеристики. Первая – диаметр стержня (обозначение d). Вторая – диаметр самого покрытия (обозначение D). Обозначение буквой «Д» говорит, что соотношение D/d лежит в диапазоне 1,45
литера «Е». Так на международном уровне принято указывать принадлежность электродов к группе плавящихся покрытых;
число «43»: показатель предела прочности сформированного шва воздействию нагрузке, работающей на разрыв – 430,0 MПa;
цифра «0». Величина относительного удлинения – меньше 20%;
цифра «2». Обозначает минимальную температуру, при которой значение ударной вязкости металла сварного шва остается равной 34 Джоуль/кв. см;
буква «P» информирует, что покрытие рутиловое;
цифра «2» указывает на допустимость сварки во всех положениях за исключением вертикального, предусматривающего перемещение электрода снизу наверх;
цифра «5». Говорит, что переменное напряжение холостого хода должно быть 70 вольт; можно вести сварку на постоянном токе только прямой полярности.
Расход
Выше был указан расход электродов AHO-4: на наплавку 1 килограмма металла их уйдет примерно 1,7 килограмм. В действующих на территории нашей страны «Ведомственных строительных нормах» под номерами 416-81 и 452-84 указаны в табличной форме нормативы на один погонный метр шва и на один стык. Но эти показатели можно рассчитать самостоятельно. Для этого используется следующая обобщенная формула:
P – расход электродов AHO-4 (искомый параметр);
В н.м. – вес наплавленного металла;
М н.п. – масса невосполнимых потерь.
Первое слагаемое вычисляется по такой формуле:
S п.с.с.ш. – площадь поперечного сечения сварного шва;
ρ н.м. – плотность наплавленного металла;
L с.ш. – длина сварного шва.
Значение параметра ρ н.м. размещено в справочной литературе. Определение S п.с.с.ш. и L с.ш. осуществляется путем измерений размеров кромок подлежащих сварке объектов.
Расчет суммарного расхода электродов AHO-4 в ходе предстоящих сварочных работ осуществляется по формуле:
Н р. – норма расхода;
К р. – коэффициент расхода.
В «Ведомственных строительных нормах» номер 416 от 1981 года расходники AHO-4 причислены к III группе электродов. Для них К р. =1,6.
Приведем пример расчета. Требуется создать каркас забора приусадебного участка, состоящего из 20 кирпичных колонн, высотой 1,7 метра, выполняющих функцию опор ограждающей конструкции.

По проекту в их каждую противоположную сторону встраивается металлический уголок, к которому приваривается по всей высоте профиль, служащий для установки профлиста. Таким образом, последних элементов понадобится 38 штук. А общая длина шва будет равна 1,7 м×38=64,6 м или 646 дециметров.
Пусть для ровного счета глубина и ширина шва составляют 5,0 мм=0,05 дм. Тогда параметр S п.с.с.ш. =0,05×0,05=0,0025кв. дм. При этом усредненная плотность стали равна 7,85 кг/дм. куб. Исходя из этого вес наплавленного металла будет равен
В н.м. =0,0025 кв. дм×646 дм×7,85 кг/дм. куб.=126,78 кг≈130 кг.
Теперь посчитаем нужное количество электродов. Если покупать их упаковками по 5 кг (а это выгодней, чем более мелкой расфасовкой), то потребуется 130:5=26 пачек. На рынке средняя цена одной такой упаковки колеблется возле отметки 9,35$. Таким образом, для выполнения выше представленного фронта работ данные расходные материалы обойдутся где-то в 26×9,35=243 долларов.
Как правильно осуществлять сварку электродами AHO-4
Электроды AHO-4, на поверхность которых нанесено рутил-карбонатное покрытие, допускают проведение сварочных работ на повышенных режимах. Профессионалы рекомендуют вести сварку короткой либо средней дугой. При выполнении данной процедуры учету подлежат следующие моменты:
если обмазка увлажнилась, электроды необходимо подвергнуть просушке при температуре (обозначение Т), изменяющейся в пределах 160℃≤Т≤180℃;
для гарантированного получения качественного результата перед сваркой с кромок сопрягаемых пластин должны быть удалены все загрязнения;
сварку корня шва необходимо выполнять электродами с d=3,0мм и d=2,5 мм. По завершении этой операции рекомендуется как можно тщательней удалить застывший шлак, а также часть наплавленного металла. Использовать для этого можно шлифовальный круг. Благодаря этому в дальнейшем упростится отслеживание корректности образования заполняющих швов, что позволит исключить их зашлаковку. Чтобы повысить возможность контроля сварочной ванны, подвергаемой свариванию детали необходимо придать по возможности небольшой наклон (порядка 5°-7°) по направлению перемещения электрода;
сваривать заполняющие слои нужно расходными элементами с d=4,0мм и d=3,0 мм. При этом следует не допускать подреза кромок сопрягаемых деталей; образование узких канавок-щелей между кромками пластин и валиками.
Такой подход предотвратит формирование шлаковых карманов.
Несколько слов об особенностях проведения сварки в разделку электродами AHO-4. В ходе этой операции учету подлежат следующие моменты:
избежать зашлаковку позволит сварка средней дугой в режиме ее форсажа. На современных сварочных инверторах для этого имеется регулятор «Arc force».
Если же шлаковые включения все-таки появятся, прежде чем приступить к наплавке очередного шва, их нужно удалить;
когда свариваются соединения таврового типа, нельзя допускать, чтобы сварочный ток превышал величины, рекомендованные производителем электродов. Это сопровождается:
сильным разбрызгиванием расплавленного металла;
Кроме того, удалять образовавшуюся шлаковую корку будет трудно;
при ведении сварки на постоянном токе электроды AHO-4 проявляют повышенную чувствительность к явлению, известным под названием «Магнитное дутье». Его основные признаки следующие:
образование на расходном сварочном элементе подобия козырька;
самопроизвольное отклонение электродуги, препятствующее формированию сварочной ванны.
Чтобы нивелировать данное явление, профессионалы рекомендуют закреплять обратный провод как можно ближе к месту, в котором ведется сварка; формировать побольше прихваток; сваривать переменным током.
Зависимость переноса электродного металла от толщины покрытия
На механические характеристики наплавленного металла и его химический состав оказывает существенное влияние толщина обмазки. Несколько иная ситуация наблюдается со сварочно-технологическими свойствами электродов. Их во многом определяют Показатели Переноса Металла Стержня (далее сокращенно ППМС) самих расходных элементов. Ниже приведены результаты исследований, связанных с данным техническим напавлением, размещенные во Всемирной Паутине в свободном доступе.
Для изучения степени влияния толщины обмазки на ППМС при выполнении сварочных работ электродами, в том числе AHO-4, применялась скоростная рентгенокиносъемка.
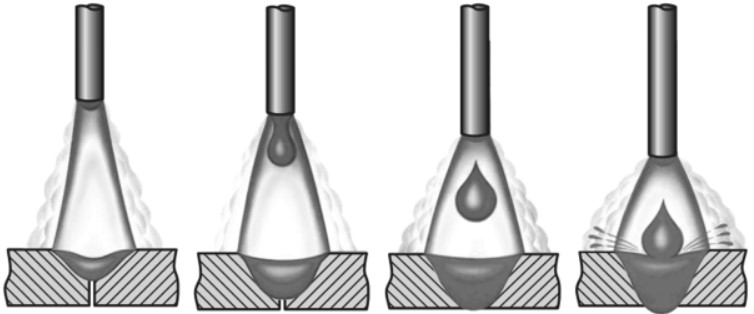
Условия эксперимента были такие:
в качестве исследуемых образцов использовались электроды со стержнями диаметром d=4,0 мм, изготовленными из сварочной проволоки марки Cв-08;
коэффициент массы покрытия (обозначение К м.п. ) регулировался изменением диаметра калибрующей гильзы/втулки;
по завершении опрессовки с последующей сушкой на открытом атмосферном воздухе электроды подвергались прокаливанию при температуре Т=200℃;
сварка проводилась на постоянном обратном токе. Значение данного параметра подбиралось так, чтобы осуществлялся капельный перенос металла;
У электродов AHO-4 была зафиксирована одна особенность. «Туманообразный» перенос металла (имеется в виду мельчайшими каплями) достигался, когда сила тока (I т ) превышала отметку 220А-230А. Для сравнения: у изделий марки ЦM-7 с d=4,0 мм это явление наблюдалось при 116 А≤I т ≤170 А.
Результаты обработки рентгенокинограмм относительно показателей переноса металла электродов AHO-4 представлены в таблице.
Сварочные электроды АНО-4 тип Э-46
Читайте также: