Сварка в раструб стальных труб
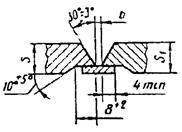
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
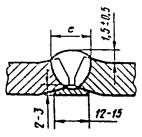
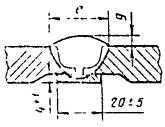
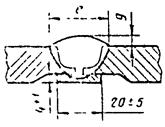
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
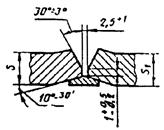
* Допускается увеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D у более 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры

Примечание . Допускается применение штуцеров и ниппелей с фаской.
В, не более
30 (при D н до 32 включ.)
40 (при D н св. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
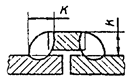
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
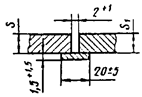
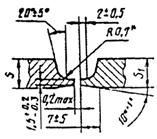
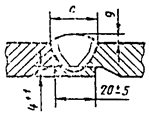
Конструктивные элементы и размеры
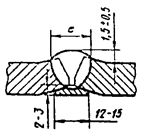
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
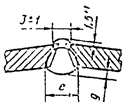
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
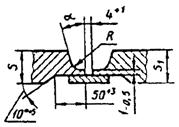
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
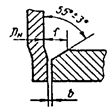
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
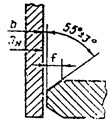
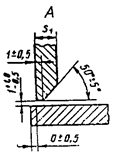
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.04.80 № 1876
Определение и детали фитингов со сваркой враструб ASME B16.11
Сварка враструб - это тип крепления трубы, в которой труба вставляется в углубленную область клапана, фитинга или фланца. В отличие от фитингов со сваркой встык, фитинги с торцевым соединением в основном используются для труб небольшого диаметра (трубы малого диаметра); как правило, для труб с номинальным диаметром NPS 2 или меньше.
Для соединения труб с клапанами и фитингами или с другими участками труб используются сварные швы углового типа. Конструкция со сварными соединениями является хорошим выбором в тех случаях, когда важными конструктивными соображениями являются преимущества высокой герметичности и высокой прочности конструкции.
Сопротивление утомлению ниже, чем в конструкциях приварных встык из-за использования угловых сварных швов и неправильной геометрии фитинга, но она все же лучше, чем у большинства методов механического соединения.
Некоторые детали о фитингах сварных враструб
Фитинги сварные враструб - это вид фитингов с высоким давлением, используемых в различных промышленных процессах.
Они используются для линий, транспортирующих легковоспламеняющиеся, токсичные или дорогостоящие материалы, где не допускается утечка, и для пара от 300 до 600 фунтов на квадратный дюйм
Они используются только в сочетании с трубами по ASME и доступны в том же диапазоне размеров.
Они используются в областях, где трубопроводные работы постоянны и предназначены для обеспечения хороших характеристик потока.
Они производятся по нескольким стандартам ASTM и производятся в соответствии с ASME B16.11. Стандарт B16.11 охватывает номинальные значения давления-температуры, размеры, допуски, маркировку и требования к материалам для кованой углеродистой и легированной стали. Приемлемыми формами материала являются поковки, прутки, бесшовные трубы, которые соответствуют химическим требованиям фитингов, методам плавления и требованиям к механическим свойствам ASTM A105, A182 или A350.
Они доступны в трех номинальных давлениях: класс 3000, 6000 и 9000.
Разновидности типов фитингов по классу, размеру и толщине стенки

Заглушки и втулки не определены.
Они могут быть использованы через NPS класса 6000.
Преимущества и недостатки фитингов со сваркой враструб
Преимущества
- Труба не должна быть скошена для подготовки сварного шва.
- Временная закрепка не требуется для выравнивания, потому что в принципе фитинг обеспечивает правильное выравнивание.
- Металл сварного шва не может проникнуть в отверстие трубы.
- Их можно использовать вместо резьбовых фитингов, поэтому риск утечки намного меньше.
- Рентгенография не практична для углового шва; поэтому правильная установка и сварка имеют решающее значение. Угловой шов может быть проверен методами проверки поверхности, магнитными частицами (MP) или жидкостным (PT) методом.
- Затраты на установку ниже, чем в случае стыковых сварных соединений, из-за отсутствия строгих требований к сборке и отсутствия специальной обработки для подготовки торцевых сварных соединений.
- Фланец для сварки враструб
- Труба
- Отвод для сварки враструб
- Угловой сварной шов
- Зазор для компенсации теплового расширения
Недостатки
- Сварщик должен обеспечить зазор 1/16 дюйма (1,6 мм) между трубой и буртом раструба. ASME B31.1 пункт. 127.3 Подготовка к сварке (E) Сборка сварного шва с разъемом: При сборке соединения перед сваркой труба должна быть вставлена в гнездо на максимальную глубину, а затем отведены на расстоянии приблизительно 1/16 "(1,6 мм) от контакта между концом трубы и буртиком гнезда.
- Расширительный зазор и внутренние щели, оставленные в сварных раструбных системах, способствуют коррозии и делают их менее пригодными для применения в коррозийных или радиоактивных средах, где накопление твердых частиц в соединениях может вызвать проблемы при эксплуатации или обслуживании. Обычно требуются сварное соединение встык для труб всех размеров с полным проникновением сварного шва внутрь трубопровода.
- Сварка враструб неприемлема для сверхвысокого гидростатического давления (UHP) в применениях пищевой промышленности, так как она не обеспечивает полного проникновения и оставляет наложения и щели, которые очень трудно чистить, создавая виртуальные утечки.
Целью зазора в нижней части сварного шва обычно является уменьшение остаточного напряжения в корне сварного шва, которое может возникнуть во время затвердевания металла сварного шва, и обеспечение дифференциального расширения сопрягаемых элементов.
Фитинги сварные враструб для систем трубопровода
Муфта - полная муфта, соединяет две трубы или ниппель и т. д.
Полумуфта- полумуфта может быть непосредственно приварена к рабочей трубе для создания ответвления.
Переходная муфта - переходная муфта соединяет два разных наружных диаметра трубы.
Понижающий переходник - переходник сварной с соединением враструб изготовлен по MSS SP-79. Они позволяют быстро и экономично комбинировать уменьшения трубопроводов с использованием стандартных фитингов с муфтой приварной враструб.
Муфта (MSS SP-83) - эта конструкция с резьбовым соединением, состоящая из трех взаимосвязанных частей: двух внутренних резьб и центральной части, которая при вращении соединяет концы вместе. Соединения должны быть плотно привинчены до того, как концы приварены, чтобы минимизировать деформацию сидений.
Отвод 90 градусов - этот отвод делает 90° изменения направления в прогоне трубы.
Отвод 45 градусов - этот отвод делает 45° изменения направления в прогоне трубы.
Тройник равнопроходной - этот тройник делает 90 ° ответвление от основного прогона трубы.
Крестовина - крестовина составляют 90 ° отвод от основного прогона трубы.
Конструктивные элементы и размеры
Способ сварки
сварного шва

(при Dу до 150 включ.) 3,0 (при Dу более 150)
cварного шва





30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн свыше 108)
К
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
K, не менее
b, не более
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)



Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.


1. При способе сварки 3Н зазор b = 2,0 +0,5 .
Примечание . При способе сварки НЗ зазор b = 2 +0,5
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Читайте также: