Сварка тройника с трубой
Типы, конструктивные элементы и их размеры установлены ГОСТ 16037-80 в ред. 1991г.
Условные обозначения способов сварки трубопроводов из сталей: ручной дуговой сварки Р; дуговой сварки в защитном газе: ЗП - плавящимся электродом; ЗН - неплавящимся электродом; Ф - дуговой сварки под флюсом; Г - газовой сварки.
Конструктивные элементы и размеры сварных соединений стальных трубопроводов приведены в табл. 22.
Технические требования и принятые обозначения.
1. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
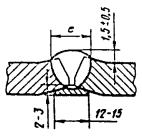
2. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже в табл. 22а, должны производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
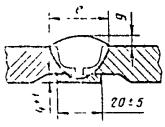
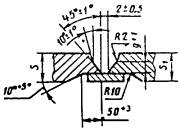
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 22а, на детали, имеющей большую толщину, должен быть сделан скос до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
22а. Разность толщин свариваемых деталей
Толщина тонкой
детали
Разность толщин
деталей, мм
3. Шероховатость обрабатываемых под сварку поверхностей не более 80мкм.
4. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
5. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2мм, а для соединений, не контролируемых радиографированием, - не более 0,5мм. Местные зазоры для указанных соединений допускаются до 0,5 и 1,0мм соответственно.
6. Зазор между расплавляемой вставкой и торцовой или внутренней поверхностью трубы должен быть не более 0,5мм.
7. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45 ° к оси трубы.
8. В сварных соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании; при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3мм, а размер а должен быть не менее минимальной толщины стенки свариваемой детали.
9. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
10. Предельные отклонения катетов углового шва К, К1 от номинального в случаях, не оговоренных в табл. 22, должны соответствовать:
+5мм при К > 12мм.
11. Допускается выпуклость углового шва до 2мм при сварке в нижнем положении и до 3мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3мм.
12. Для сварных соединений труб с толщиной стенки более 4мм допускается сварка корня шва способом, отличным от осевого способа сварки.
ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры»
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
Техника сборки и сварки трубы с тройником и заглушкой
Назначение конструкции, ее общая схема. Выбор соответствующих сварочных материалов, стали, маркировка и рабочие свойства. Источник питания, техническая характеристика сварки. Последовательность сборки и сварки трубы. Контроль качества сварочного шва.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 25.07.2016 |
| Размер файла | 251,9 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
ВВЕДЕНИЕ
сварка труба шов
Один из основных путей совершенствования технологии сварки связан с переходом на компьютерное регулирование сварочного процесса. Там, где раньше для сварки приходилось использовать самые разнообразные методы и аппараты, сегодня достаточно одного аппарата, оснащенного периферийными дополнительными устройствами и компьютерным управлением. На сегодняшний день разработаны восемь методов и 80 вариантов применения этого направления, включающие весь комплекс от программ по управлению дугой до механических устройств, роботизации и аппаратов для полуавтоматической сварки.
Совершенствование сварочной техники идет, в том числе, и по пути создания компактных и легких сварочных аппаратов. Такие аппараты можно использовать для сварки алюминиевой сварочной проволокой или массивной проволокой из нержавеющей стали в защитной атмосфере из чистой углекислоты или из ее смеси с 82% аргона. Возможна также работа открытой дугой с порошковыми самозащищаемыми проволоками. Для автоматической подачи проволоки разработаны механизмы, вес и энергетическая эффективность значительно выше, чем в ранее применявшихся устройствах. Также следует учитывать структурную и технологическую перестройку, направленную на снижение потребления основных и сварочных материалов, облегчение конструкций за счет перехода на высокопрочный металлопрокат, уменьшение металлоемкости сварных соединений, развитие прогрессивных способов сварки, снижение ресурсоемкости, трудоемкости и энергоемкости сварных изделий. Структурная перестройка возможна при условии эффективной переподготовки и сертификации рабочих и специалистов-сварщиков и внедрения систем управления качеством сварочных производств на уровне европейских и мировых стандартов.
Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения, строительной отрасли. К строительной отрасли относится и сварка трубных конструкций.
В зависимости от назначения и условий работы к трубам и их соединениям предъявляют определённые требования, установленные ГОСТом или специальными техническими условиями.
В настоящее время наша промышленность выпускает сварные и бесшовные (цельнокатаные) трубы. При этом производство электросварных труб как наиболее производительное и экономичное непрерывно возрастает.
Целью письменной экзаменационной работы является описание техники сборки и сварки трубы 100мм с тройником и заглушкой.
Для достижения поставленной цели необходимо решить следующие задачи:
- определить назначение конструкции;
- общая схема конструкции;
- определить и выбрать соответствующие сварочные материалы;
- расшифровать марку стали, маркировку, указать рабочие свойства;
- определить источник питания, дать техническую характеристику;
- выполнить расчетную часть;
- описать последовательность сборки и сварки заданной конструкции;
- обосновать выбор контроля качества в соответствии с заданной конструкцией;
- описать технику безопасности при выполнении сборочных сварочных работ.
ГЛАВА 1. ОПИСАНИЕ КОНСТРУКЦИИ
Тройник -- соединительная деталь трубопровода с тремя отверстиями, позволяющая подключать к основной трубе дополнительные ответвления. В зависимости от конструкции делятся на переходные и равнопроходные. Первые имеют одинаковый диаметр отверстий, второй же тип можно использовать в качестве промежуточного элемента, для соединения труб различного диаметра между собой.
Заглушки, предназначенные для установки на трубы, изготавливаются из стали. Данные изделия применяются для перекрытия концевых отверстий в трубопроводе с целью отключения временно неиспользуемых участков, а также создания емкостей. Наиболее часто заглушки используют при проведении экстренного и планового ремонта, временного отключения работоспособной ветки или остановки движущейся среды на одном из отрезков трубопровода.
На рисунке 1, показано схематическое изображение тройников сварных:
Рис.1. Схематическое изображение тройников сварных
1- труба диаметр 100мм х 4; 2 - отвод 100мм х 4; 3- штуцеры 40 х 2,5мм ; 4- заглушки . S - трубы - 4мм;
В связи с тем, что тройники сварные используются в трубопроводах большого диаметра, работающих в условиях невысокого давления, до 2,5МПа, для их изготовления применяется сталь 3.
ГЛАВА 2. ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ, ОБОРУДОВАНИЯ, ИНСТРУМЕНТА И СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Данная конструкция изготавливается из марки Ст3 которая имеет следующие характеристики: химический состав марки стали (см. в таблице 1); физические свойства (см. в таблице 2); механические свойства (см. в таблице 3); технологические свойства (см. в таблице 4).
Читайте также: