Сварка скруток медных проводов недостатки
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
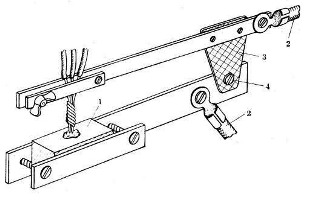
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
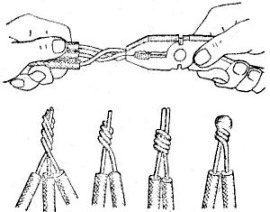
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Почему сварка всегда лучше других способов соединений проводов

Согласно Правилам Устройства Электроустановок (п2.1.21): соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Сколь бы удобные (для лентяев) способы соединения проводов ни придумывали, никакой из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем: присутствует третий, более легкоплавкий и рыхлый металл (припой), на границе разных сплавов всегда существует переходное сопротивление, возможны разрушающие химические реакции и так далее.
Длительность и трудоёмкость выполнения качественной пайки не уступает сварочным работам: тщательная зачистка концов, применение флюсов, глубинный прогрев всей скрутки (тогда как сварка проводов делается обычно за пару секунд).

Различные обжимы и клеммники вообще не выдерживают никакого сравнения. Медь – основной материал проводников – металл совершенно неупругий, пластичный. Он имеет свойство «вытекать» из-под нагрузки, не помогают даже гровер-шайбы.
В достаточно же глубоко подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву о отпуску этих самых пружин: они теряют упругость.
После сварки вообще пропадает понятие «контакт»: электрический ток не проходит через какие-то (пусть даже очень плотно соприкасающиеся) границы проводников, а течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким, и, соответственно, выделения тепла практически не происходит (из-за утолщения при оплавлении и отсутствия плотной изоляции температура соединения при максимальном токе может быть даже ниже, чем у подводящих проводников).
Осуществляют сварку по торцам предварительно скрученных проводников угольным электродом при помощи аппаратов мощностью около 500Вт (для сечения скруток до 25мм2). Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева материалов и разбрызгивания металла. Конечно, это не отменяет защитных очков, жаропрочных подкладок и т.п., но все меры безопасности могут быть значительно упрощены в сравнении с силовой электросваркой.

Аппарат для сварки скруток
Для предотвращения окисления проводников применяют специальный флюс «ВАМИ» или обычную буру. Удобнее всего опускать скрученные проводники сверху в ямку с флюсом, проделанную в угле. Но некоторые умельцы прекрасно оплавляют скрутку и острым электродом «на весу».
Если после остывания и удаления флюса такое соединение покрыть лаком, а затем изолировать ПВХ-лентой или специальным колпачком, оно будет практически вечным.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Почему запрещена скрутка проводов
Согласно пункту 2.1.21. ПУЭ, соединения проводов и кабелей должны осуществляться одним из следующих способов: сваркой, опрессовкой, с помощью винтовых или болтовых соединений, либо методом пайки в соответствии с действующими инструкциями, утвержденными в установленном порядке. Как видим, «скрутка» здесь не упоминается вовсе. Можно смело делать вывод: скрутка практически запрещена ПУЭ.
Однако давайте разберемся, почему же официальное отношение к скрутке столь однозначно, в чем может крыться причина ее исключения из списка разрешенных способов соединения проводов, ведь совершенно ясно, что это сделано не просто так. Разрешены: опрессовка, пайка, сварка и винтовое соединение. Начнем с того, что рассмотрим, в чем заключаются особенности разрешенных способов соединений, и в чем их отличие от скрутки.
Пайка и сварка
Пайка и сварка предполагают монолитность и максимально возможную проводимость создаваемого неразъемного соединения. Во время пайки образуемое неразъемное соединение формируется межатомными связями, ибо когда соединяемые металлы нагреваются ниже температуры их плавления, припой уже расплавлен, он тут же их смачивает и затекает в зазор, после чего кристаллизуется.
Сварка тоже предполагает установление межатомных связей между свариваемыми частями, однако здесь уже сами металлы плавятся либо подвергаются пластическому деформированию (или подвергаются одновременно плавлению и деформированию).
Так или иначе теперь нам ясно, что и пайка и сварка проводов делают их сопряжение максимально полным и качественным, ведь провода объединяются на атомарном уровне, и значит для тока они превращены как бы в единый провод, когда на переходе между объединяемыми частями нет воздушных промежутков, отсутствуют лишние промежуточные элементы, могущие как-то ухудшить проводимость.
Опрессовка и винтовое соединение
Что касается опрессовки и винтового соединения, то здесь подразумевается настолько сильное прижатие сопрягаемых проводников друг к другу, что качество соединения практически идентично по уровню проводимости сварному соединению или спаю.
Да, прочность на разрыв у такого соединения может быть и меньше чем достижимая сваркой или пайкой, однако достигаемая проводимость стыка оказывается почти максимально возможной, так как провода можно сказать затекают друг в друга, их металлы диффундируют. Здесь нет даже промежуточного элемента — припоя, удельное сопротивление которого в принципе может быть больше удельного сопротивления металлов объединяемых проводов.
Если назначение соединяемых проводов таково, что провода не будет нести значительной механической нагрузки, то опрессовка или винтовое соединение по проводимости ничуть не уступят сварке и пайке.
Почему греется скрутка
А что со скруткой? Скрутка не только не позволит создать надежного, хорошо проводящего контакта, она также не обеспечит прочности и будет разогреваться сильнее чем остальной провод при прохождении через нее сколь-нибудь значительного тока.
Так будет происходить потому, что в месте скрутки провода не связаны на атомарном уровне, они всего лишь контактируют частью своих поверхностей, и кое-где между ними есть воздушные промежутки в которых обязательно со временем станут образовываться окислы.
К тому же механически скрутка все равно будет со временем расплетаться, чем еще более усугубит проблему повышенного сопротивления и образования продуктов окисления.
В конце концов из-за совместного действия названных факторов, контакт проводов в скрутке ухудшится настолько, что это окажется чревато образованием искр и даже возгоранием изоляции проводов.
Безусловно, если речь идет о временном соединении проводов, например во время тестирования схемы включения какой-нибудь нагрузки или при проверке части какого-нибудь ремонтируемого прибора, то в этих случаях никто не запретит вам аккуратно пользоваться элементарными разъемными соединениями - скрутками.
Тем не менее следует помнить об очевидных недостатках такого решения как скрутка и о неминуемых долгосрочных последствиях ее использования. Поэтому, пожалуйста, выполняйте неразъемные соединения только разрешенными ПУЭ способами.
Как выбрать сварочный аппарат для скруток медных жил
Самостоятельный монтаж электропроводки с медными сердечниками по силам каждому. По правилам провода соединяются клеммами, запаиваются или свариваются. В распределительных коробках, щитках удобнее работать аппаратом для сварки медных проводов. Медная скрутка за считанные секунды расплавляется под действием электрической дуги. После этого ее изолируют. Такое соединение прослужит долго, не станет дополнительным сопротивлением.
Имея дома небольшое устройство для сварки, можно выполнять сторонние заказы по монтажу или ремонту медных проводов. Многие умельцы делают сварочники самостоятельно.

Конструктивные особенности и принцип работы аппаратов для сварки проводов
Выбирая оборудование для холодной сварки, необходимо учитывать особенности медной проволоки. При нагреве до 300°С медь становится хрупкой. Плавится она при 1100°С,
Варят ее постоянным и переменным током, рабочее напряжение выдается в интервале значений от 12 до 36 вольт, сила тока – 150 А. Мощность и рабочий ток зависит от количества проводников в скрутке, толщины жил.
У сварочных аппаратов для медных проводов должна быть плавная регулировка сварочного тока, чтобы исключить риск пережогов или непроваров проводников, на оптимальном токе электрод не залипает – не прикипает к медным жилам. Для работы с медью подойдет инвертор или устройство на базе трансформатора.
Виды сварочных аппаратов для проводов
На рынке представлены специализированные устройства для монтажа кабеля отечественного и зарубежного производства. Это аппараты для сварки скруток медных жил:
- ТС 700 производства фирмы «Призма» мощностью от 1 до 1,5 кВт предназначены для сварки меди и алюминия;
- модификация ТС 700-1 самая примитивная, сваривать скрутки до 16 мм смогут начинающие, цена 7,6 тысяч рублей;
- модель ТС-700-2 – узкопрофильная, ей пользуются электрики, монтируя толстый кабель, предельный диаметр скрутки – 24 мм, цена в пределах 9 тысяч;
- ТС 700-3 – самый мощный, продается в комплекте с двумя силовыми проводами, держателем электрода, стоимость сварочного оборудования 9,3 тысячи.
Небольшие инверторные аппараты, которые подойдут для сварки алюминиевого кабеля, медных проводов:
- «Дона» миниатюрный, работает от стандартной сети 220 В, оснащен цифровым индикатором, функцией стабилизации дуги, плавными регуляторами силы тока, цена устройства 8 тысяч рублей;
- аналогичные аппараты «Микроша» (модели 160ПНЦ и 180 ПНЦ) выдают необходимый рабочий ток, ими просто пользоваться, стоят около 8 тысяч.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Самодельные конструкции
На базе трансформаторов от старого оборудования многие сами сооружают аппараты, пригодные для сварки. Для кожуха необходима плотная коробка из огнестойкого материала, например, старый корпус от микроволновки. Некоторые умельцы монтируют схему с трансформатором и диодом на деревянной подставке. Если есть длинный кабель, для варки скрутки медных проводов применимо и такое оборудование. Варка проводится на весу, удаленность должна быть не менее 1,5 метров.
Можно использовать трансформатор любой мощности от 300 до 800 ватт, на вторичной обмотке должно быть напряжение от 12 до 36 В. Для сварки алюминиевых и медных проводов небольшого диаметра хватит 9 В. В качестве электрода, разжигающего дугу, используют угольные вкладыши пальчиковых батареек. На контакты выводят мощные провода с сечением не менее 15 мм 2 . Если нет толстого кабеля, скручивают 2 или три тонких провода.
Себестоимость самодельного сварочного аппарата для сварки алюминиевых и медных проводов невысокая, используют трансформаторы от микроволновых печей, другой бытовой техники. С ними нужно обращаться аккуратно, нельзя их включать в сеть для проверки без удаления родной вторичной обмотки. Мощность может достигать 2000 В. С самодельной вторичной обмоткой трансформатор безопасен, к нему можно подключать угольный карандаш и плоскогубцы для зажима скрутки.
Браться за изготовление сварочного аппарата стоит, если есть опыт сборки или ремонта электротехнических устройств.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.
Читайте также: