Сварка пвх пленки феном
Классическое название метода сварки феном – сварка нагретым газом. Нагретым газом чаще всего является воздух. В связи с этим более распространенное наименование сварки с помощью фена – сварка горячим воздухом.
Сварка нагретым газом применяется к изделиям из любых термопластов 1-й и 2-й группы, т.е. к материалам, которые при нагреве способны перейти в вязко-текучее состояние, а после последующего остывания – в существенной мере сохранить свои первоначальные свойства. Если материал подвержен быстрому окислению при нагреве, в качестве нагретого газа рекомендуется применять азот.
Как и при любом другом способе сварки пластмасс, при сварке феном требуется нагрев свариваемых поверхностей (и, возможно, присадочного материала) и создание сварочного давления.
Нагрев в данном случае осуществляется горячим газом, который имеет низкую теплопроводность. Для обеспечения приемлемо быстрого нагрева материала температуру газа (воздуха) подбирают значительно выше температуры пластификации соответствующего термопласта. Оптимальная температура нагретого газа зависит от формы и размеров свариваемых изделий (например, от толщины пленки), от времени нагрева (от формы потока газа и скорости продвижения фена) и пр. Для примера, рекомендованная температура сварки ПВХ ткани около 500°C (см.4.2), что как минимум на 300°C выше температуры начала термодеструкции ПВХ. А что если ПВХ ткань не гладкая, а рифленая? Таким образом, риск частичной термодеструкции материала при сварке феном выше, чем при других технологиях сварки.
Способ создания сварочного давления при сварке феном зависит от формы свариваемых изделий и применяемого сопла. Фактически, сварка горячим воздухом – это 4 различные технологии:
- Т.н. сварка присадочным прутком, отдельным от горелки (определение из DVS 2207-3). Сварка выполняется феном с простым круглым соплом, которое не имеет контакта со сварочным прутком. Если сварочный пруток (и, соответственно, свариваемые изделия) из жесткого материала, то сварочное давление можно обеспечить нажимом относительно холодной части прутка в направлении, перпендикулярном сварному шву (см.п.3.2). Такой метод применяется для сварки феном профилей, труб и листов из непластифицированного ПВХ, изотактического ПП, ПЭ высокой плотности и т.п.
- Сварка присадочным прутком, отдельным от горелки, но применительно к мягким материалам. Это технология сварки линолеума. Обеспечить сварочное давление при этой технологии можно только вдавливая нагретый сварочный пруток в подготовленную канавку специальным профильным роликом (см.п.3.3).
- Т.н. сварка нагретым газом ленточным швом. В русской интерпретации – прутковая сварка соплом быстрой сварки (см.п.3.4). Сварочный пруток подается в специальное входное отверстие сопла и успевает глубоко прогреться внутри него на пути к свариваемым деталям. Сварочное давление создается за счет прижима нагретого сварочного прутка носиком сопла.
- Технология сварки геомембран (определение из DVS 2225-1). Технология применима как для сварки гидроизоляционных мембран, так и для сварки ткани или пленки. Листы мембраны, ткани или пленки укладывают внахлест на жесткое основание, между слоями помещают плоское сопло фена. Сварочное давление создают, прикатывая верхний слой к нижнему мягким термостойким валиком (см.п.4.1).
Ни одна из технологий прутковой сварки не может обеспечить стабильное и точно нормированное сварочное давление. Следует добавить высокий риск перегрева материала при сварке феном, а также большую зависимости результата от человеческого фактора. Если сравнивать сварное соединение двух расположенных встык труб или листов, выполненное двумя разными технологиями – сваркой встык нагретым инструментом и сваркой нагретым газом, то нужно еще вспомнить, что фен обеспечивает только локальный нагрев; а это значит, что передняя часть шва всегда горячее задней, и это приводит к дополнительным напряжениям в готовом сварном соединении.
В связи с вышесказанным при стыковом расположении труб или листов прочность соединения, выполненного нагретым газом с присадочным прутком, оценивается не более чем в 60% прочности исходных изделий. По этой причине сварка труб феном допускается только если это не напорный трубопровод.
В случае сварки полиэтиленовой пленки, ПВХ ткани и т.п. материалов внахлест прочность соединения можно регулировать увеличением ширины шва. Однако здесь другая опасность: нагреву и частичной термодеструкции подвергаются не только непосредственно свариваемые поверхности, но и околошовные зоны – они и являются «слабым звеном». Это «звено» тем слабее, чем больше материал подвержен термодеструкции. Тем не менее, сварка нагретым газом с помощью строительного фена остается самой популярной технологией сварки ПВХ тканей и пленок при изготовлении или ремонте тентов, баннеров и пр.
2. Оборудование для сварки нагретым газом
Требования к сварочным фенам прописаны в Приложении 2 к DVS 2207-3 (Германия), а также в EN 13705:2004 (ЕС). В нашей стране ввод в действие ГОСТа на оборудование для сварки нагретым газом и экструзионной сварки запланирован на 2016г. Документ в первом приближении уже готов, на основании идентичного перевода EN 13705.
Самые существенные требования нормативов:
- Плавная регулировка мощности нагрева;
- Рукоятка из материала, стойкого к ударным и температурным нагрузкам;
- При установке сварочного сопла, которое создает серьезное сопротивление воздуху, поток воздуха должен оставаться достаточным для технологии сварки нагретым газом;
- В случае перегрева выше порогового значения (например, при перекрытии потока воздуха) система защиты должна отключать нагрев;
- Нагрев должен включаться только если включена подача воздуха. Нагрев должен отключаться без отключения подачи воздуха.
Эти формальные требования проводят границу между сварочными фенами и термопистолетами, которые еще называют термовоздуходувками.
 |
| Термопистолеты/Термовоздуходувки |
Сварка нагретым газом применяется для строительных, технических и промышленных целей. Кроме сварки, мощные сварочные фены имеют широкое применение: отжиг старой краски, термоусадка, пайка и распайка и пр. Чтобы подчеркнуть отличие сварочного фена от термопистолета, термовоздуходувки или фена для волос, сварочный фен называют строительным феном, техническим или промышленным феном. Это неофициальная терминология, не закрепленная нормативными документами.
Поскольку строительные и технические фены рассчитаны на большие объемы профессиональной работы, кроме перечисленных нормативных требований, они имеют еще следующие отличия от термопистолетов и термовоздуходувок:
Производители предлагают строительные, технические и промышленные фены в виде трех групп оборудования:
- Ручные фены;
- Автоматизированные сварочные аппараты;
- Стационарные промышленные нагреватели газа.
2.1. Ручные строительные и технические фены
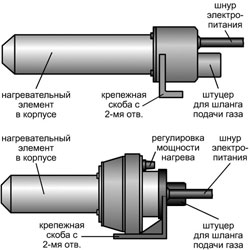
EN 13705:2004 и прототип ГОСТ разделяют ручное оборудование для сварки нагретым газом на 2 отдельных группы – оборудование с внешней подачей воздуха (газа) и оборудование со встроенным нагнетателем воздуха. Схема строительного фена с внешней подачей воздуха формально включает рукоятку, нагревательный элемент и корпус нагревателя, шланг подачи воздуха и кабель электропитания. Схема фена строительного со встроенным нагнетателем отличается тем, что не включает шланг, зато включает собственно нагнетатель.
 |
| Схемы строительного фена |
При любой схеме строительные фены, как правило, рассчитаны на нагрев воздуха до температуры в пределах 700°C. На этот пороговый уровень настроено устройство защиты, отключающее нагрев.
Основные технические характеристики встроенного нагнетателя воздуха – максимальное создаваемое давление и максимальный поток. А фактический поток воздуха зависит от совокупного сопротивления потоку, прежде всего в нагревателе и в установленном сопле. Производитель рассчитывает таким образом, что если никакое сопло на фен не установлено, поток будет максимальным, тогда даже при настройке мощности нагрева на максимум пороговая температура воздуха никогда не будет достигнута. А если установлено самое маленькое для этого фена сопло, поток снизится, и при максимальной мощности нагрева пороговая температура достигается легко. Тут уже нужно крутить ручку настройки нагрева, чтобы достичь требуемой температуры воздуха.
Существуют фены с обратной связью по температуре и с автоматическим регулятором температуры воздуха, а не мощности нагрева. Однако следует понимать, что такой регулятор способен поддерживать стабильной только температуру воздуха в месте установки датчика. А не температуру воздуха на выходе из сопла, которая сильно зависит от установленного сопла.
Так или иначе, первое, что нужно точно понять перед покупкой – для чего нужен строительный фен. В зависимости от целевого применения строительного фена радикально отличаются его основные параметры – максимальная мощность нагрева (т.е. мощность нагревательного элемента), поток воздуха (сопротивление потоку в нагревателе) и посадочный диаметр для сопел.
- Небольшой поток и мощность нагрева (около 1,5 кВт) – для прутковой сварки (сварка ПВХ профиля, сварка труб или листов, сварка линолеума). Технология сварки тента или баннера внахлест – очень ограниченно, небольшим плоским соплом, для ремонта тента своими руками. Сменные сопла для таких технологий сварки имеют посадку Ø32 мм.
- Посадка для сопел Ø32 мм, но поток больше и, соответственно, мощность нагрева выше (в районе 3 кВт) – идеально для технологии сварки ПВХ ткани или полиэтиленовой пленки своими руками. Оговорка «своими руками» означает, что для профессиональной сварки тентов или баннеров лучше все-таки использовать автоматизированные аппараты сварки нагретым газом.
- Самый большой поток воздуха, широкий выход из нагревателя с посадкой Ø50 мм для сопел, высокая мощность нагрева – это вообще, как правило, не для сварки. Широкий пучок горячего воздуха используют для быстрого и равномерного прогрева больших поверхностей: для снятия напряжений после прутковой сварки, для отжига краски и т.п. Тем не менее, широкие плоские сопла для сварки ПВХ пленки и ткани внахлест для таких фенов тоже предусмотрены.
Специфическое применение строительного фена может формировать предпочтения к конструкции нагнетателя воздуха. На примере фенов FORSTHOFF:
Коллекторный двигатель по определению имеет меньший ресурс, чем асинхронный, поскольку графитовые щетки постоянно трутся о контактный коллектор, стираются сами и изнашивают коллектор. За счет высокоточной сборки коллектора и тщательной балансировки ротора производителям удается довести ресурс щеток до более чем полутора тысяч часов работы, а ресурс коллектора (а значит, ротора целиком) – до 2-3 комплектов щеток.
У асинхронного мотора другая проблема – его удельная мощность на единицу объема и массы мотора несколько меньше, чем у коллекторного. Т.е. при одинаковой мощности асинхронный мотор обычно чуть крупнее. Для ручного оборудования это серьезный недостаток. Для устранения этого недостатка производители используют улучшенную (и более дорогую) схему расположения обмоток, снижающую рассеивание магнитного потока.
Если с помощью строительного фена предполагается выполнять прутковую сварку, т.е. мощность нагревателя 1,5 кВт оптимальна, то потребитель может выбирать между двумя схемами построения строительного фена – нагреватель со встроенным нагнетателем воздуха или легкий компактный нагреватель с внешней подачей воздуха через шланг.
 |  |
| Встроенный нагнетатель воздуха | Внешняя подача воздуха |
Аппарат со встроенным нагнетателем представляет собой вполне законченную функциональную единицу и удобен для работы в полевых условиях.
Аппарат без нагнетателя воздуха рассчитан на подачу газа от внешнего источника – баллона со сжатым азотом или др. газом, мобильного нагнетателя воздуха, переносного компрессора или заводской сети сжатого воздуха.
Достоинства:
- Незаменимость для сварки азотом или др. газом;
- Возможность тщательной фильтрации и осушения газа перед нагревом;
- Малый вес и габариты;
- Полное отсутствие вибрации.
- Если работа строительным феном затрагивает большую площадь (например, сварка линолеума), таскать за собой шланг с нагнетателем может оказаться неудобно;
- Минимальный работоспособный комплект (аппарат без нагнетателя плюс мобильный нагнетатель воздуха) обходится заметно дороже, чем аппарат со встроенным нагнетателем.
2.2. Автоматизированные аппараты для сварки нагретым газом
EN 13705:2004 и прототип ГОСТ называют автоматизированные аппараты «Оборудованием для непрерывной сварки рулонных материалов», таким образом конкретизируя их область применения. Схема такого оборудования включает тележку с электрическим приводом, строительный фен с нагнетателем воздуха, кабель электропитания, при необходимости комплектуется катушкой для присадочного материала. Упоминание о катушке сделано в связи с тем, что к рулонным материалам относят не только пленки и ткани, свариваемые нахлесточным швом, но и линолеум, который сваривается встык мягким шнуром.
Автоматизированные аппараты реализуют ту же технологию сварки линолеума, ПВХ ткани или полиэтиленовой пленки, что и ручные строительные фены. Но позволяют выжать из технологии весь ее потенциал за счет того, что выдерживают на постоянном уровне не только температуру воздуха, но и сварочное давление и скорость движения (т.е. время нагрева каждой точки материала).
 |  |
К недостаткам автоматизированного оборудования для сварки нагретым газом можно отнести:
- неудобство или невозможность выполнения мелких нестандартных работ, например, ремонт тентов путем приварки заплат;
- узкую специализацию аппаратов; специализацию можно расширить сменным навесным оборудованием, но ведь с другим обвесом – это по сути другой автоматизированный аппарат.
2.3. Стационарные промышленные нагреватели газа
Промышленные нагреватели газа предназначены для использования в технологических линиях. В связи с этим схема промышленных нагревателей газа чаще всего предельно проста – нагревательный элемент с крепежом. Нагнетатель воздуха не предусмотрен, предполагается подача газа или воздуха от внешнего источника. Даже шнур питания оборудован не вилкой, а контактами для стационарной коммутации.
 |  |
| Промышленные нагреватели | Схема пром. нагревателей |
Некоторые модели нагревателей снабжены регулятором мощности нагрева. Иногда – еще и защитным экраном нагревателя.
На нагреватель можно устанавливать любые сопла и таким образом использовать горячий воздух (газ) для самых разных целей, в т.ч. не связанных со сваркой.
Виды и применение фенов для пайки пластика
Паяльный фен – это несложный в работе прибор, который от обычного бытового фена для сушки волос или строительного мало чем отличается. Он нагревает внутри себя воздух, который вылетает из сопла с определенной скоростью.
Основное отличие – это температура струи воздуха, она варьируется в пределах 100-650 ℃. Если правильно настроить температурный режим, то этим инструментом можно легко проводить пайку деталей в целях ремонта или монтажа.
Феном паяют автомобильный пластик, линолеум, трубы коммуникаций и многие другие изделия. Паять можно только термопластичные виды пластмасс, которые восстанавливают свою структуру после расплавления и застывания.
Принцип работы

Термофены можно разделить на две группы: профессиональные, они же промышленные, и бытовые, которыми пользуются домашние мастера.
Пайка вторыми фенами – это возможность своими руками провести ремонт в квартире или частном доме, отремонтировать бампер автомобиля или деталь мотороллера. Температура нагрева воздуха бытового фена для пайки пластика достигает +550 ℃.
Пайку пластика часто называют сваркой, поскольку происходит расплавление материала деталей и его соединение на молекулярном уровне.
Бытовые приборы также делятся на две группы: с ручным способом регулирования температуры пайки и автоматическим. В первом случае температура на фене выставляется вручную.
Но здесь есть один тонкий момент – расстояние от сопла термофена до спаиваемой пластмассы выдерживается мастером самостоятельно. Поэтому недостаточное расстояние может привести к непровару, а это вызовет снижение прочности соединения.

Все дело в том, что чем больше это расстояние, тем быстрее снижается температура в зоне сварки. К примеру, считается, что удаление сопла фена от зоны сварки на 8 см снижает температуру нагретого воздуха в половину. Если режим был выставлен +500 ℃, то до свариваемых заготовок из пластика он долетает с температурой +250 ℃.

Автоматическая модель с датчиком отличается от ручной тем, что температура нагрева настраивается по мере удаления или приближения сопла инструмента к зоне пайки.
По всем остальным показателям и характеристикам это одинаковые приборы, состоящие из корпуса, нагревательного элемента и вентилятора, с помощью которого и создается подача воздуха. При этом очень важно обратить внимание на мощность нагревателя. Строительный фен имеет мощность не менее 1,6 кВт.
Необходимые инструменты
Необходимо отметить, что феном для пайки пластика не так просто работать, как может показаться на первый взгляд, потому что у полимеров температура плавления разная. У ПВХ она равна 150-220 ℃, у полипропилена – 160 ℃.
Отклонение в одну из сторон приведет к непровару стыка или к перегреву, что также нехорошо отразиться на качестве конечного результата.
Начинающим мастерам рекомендуется попробовать пайку на каком-то черновом материале.
Для проведения пайки термопластичного пластика потребуется:
- сам фен;
- несколько насадок к нему;
- припой.

От правильно выбранной насадки на термофен зависит прочность проведенного соединения. Для пайки толстых изделий лучше использовать сопло диаметром 5-8 мм.
Обратите внимание, что не все фены комплектуются необходимым количеством насадок, так что придется их приобретать, как отдельные дополнительные приспособления.
Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками.
При этом кромки деталей также расплавляются, что приводит к сплавлению частей в единое целое. Стык получается прочным за счет молекулярных связей припоя с пластиковыми заготовками. Под каждый вид пластика придется подбирать свой вид прутка.
Стоит подготовить некоторые дополнительные инструменты и материалы для пайки. Пригодится напильник или наждачная бумага, растворитель, нож для срезания излишков припоя после его застывания.
Этапы работы
В первую очередь подбирают припой под материал свариваемых заготовок, плюс выставляется температурный режим пайки. Для этого необходимо знать вид пластика.

Маркировка обычно ставится с обратной стороны детали. Проводят зачистку соединяемых участков наждачной бумагой, а при необходимости растворителем.
Далее в зону пайки вносят припой. Вся зона прогревается феном с учетом температуры плавления. Надо выдержать необходимое время, чтобы пруток и кромки деталей хорошо прогрелись. При этом надо равномерно прогревать обе детали.
Как только пластик под действием фена начнет расплавляться, пруток вдавливают в зону разлома. При использовании промышленных фенов применяется специальная машинка, с помощью которой проводится уплотнение нанесенного припоя между пластиковыми заготовками.
Это упрочняет само соединение. Машинкой место пайки просто прокатывается посредством роликов. Под весом аппарата происходит уплотнение.
После окончания работ, как только пластик остынет и станет прочным, надо срезать все излишки материала до поверхности соединяемых элементов. Для этого обычно используется специальный серповидный нож.
Если сделать это сложно, тогда рекомендуется немного прогреть место соединения тем же феном. Но не увлекайтесь. Перегрев пластика может привести к расслоению.
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
- рабочей и спортивной одежды;
- мебельной обивки;
- туристических аксессуаров;
- навесов, тентов, шатров;
- выставочных павильонов, автомоек, киосков, летних веранд кафе;
- тентов грузовых автомобилей, прицепов, катеров;
- ангаров для авиационной техники, производственных складов, автостоянок, зерно- и овощехранилищ;
- защитных покрытий для бассейнов, беседок, временных площадок;
- рекламных баннеров, растяжек, щитов.
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
- водоотталкивающие свойства обеспечивают герметичность без применения дорогих материалов при строительстве гидроизоляционных объектов;
- стойкость к агрессивным веществам обеспечивает сохранность ПВХ-ткани даже при длительной эксплуатации в их среде;
- стойкость к морозу и перепадам температуры предохраняет материал от растрескивания, деформации;
- стойкость к ультрафиолетовому излучению предохраняет ПВХ-ткань от выгорания при установке на улице в течение всего срока эксплуатации;
- небольшой вес удобен для монтажа своими руками без дополнительных приспособлений, хранения, разборки, перевозки для установки на новом месте;
- срок службы 5 — 7 лет даже в агрессивной среде под нагрузкой.
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
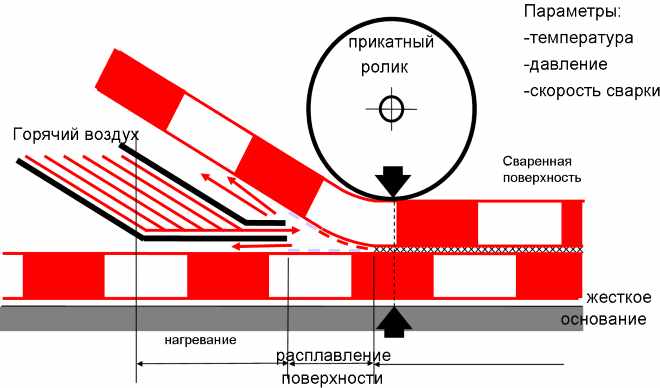
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Важно!
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Как сварить полиэтиленовую пленку своими руками
Во многих случаях необходима сварка полиэтилена. Пленка разной толщины и фактуры используется в строительстве в качестве пароизолятора, она нужна в быту для обустройства парников, теплиц. При монтаже отдельных частей клей или скотч использовать бесполезно: плотное соединение на молекулярном уровне обеспечивает только горячее соединение.
Производители выпускают оборудование различной модификации. Приобретать его для личных целей нецелесообразно, чтобы им пользоваться, нужны навыки. Монтировать полиэтиленовую пленку в домашних условиях специалисты научились с помощью бытовых приборов. Паяльник и утюг после небольшого усовершенствования заменяют инструмент заводской сборки.

Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Сварка пленки паяльником
Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки. Но жало необходимо усовершенствовать, стандартное заменяют медным или алюминиевым прутком. Площадь касания нужна небольшая, до 2 мм. Удобно, когда есть радиус скругления, обеспечивается плавность движения инструмента.
Остро заточенное с одной стороны жало упрощает процесс монтажа: одновременно происходит соединение материала и обрезка краев.

Стандартный бытовой нагревательный прибор на 40–60 Вт после усовершенствования жала применим для сварки полиэтиленовой пленки
Готовое жало фиксируется в паяльнике с помощью винта. Иногда для надежности край жала круглым не оставляют, его расплющивают, а затем устанавливают в пропил. Самодельное оборудование для сварки применяется при фасовке небольших партий метизов, изготовлении нестандартной упаковки. С его помощью легко сделать футляр для пульта, чехол для гаджета.
Сваривать куски пленки стандартным жалом неудобно:
- слишком большая площадь контакта, образуется неаккуратный шов с наплывами;
- происходит налипание разогретого полиэтилена;
- не обеспечивается прочность соединения, много прожогов.
Упрощенный вариант жала – медная или алюминиевая пластина 2–3 мм толщиной. Ее одной стороной закрепляют в паяльник, другую закругляют, один край затачивают. К пленке ее прижимают под углом 35-45°. Вместо паяльника допустимо использование выжигателя. Он устроен по такому же принципу.
Сварка при помощи утюга
Важным этапом соединения полиэтилена внахлест является быстрое охлаждение области шва. Как правильно соединить пленку своими руками с помощью утюга:
- укладывают материал на деревянную или другую ровную теплоизоляционную поверхность;
- сверху кладут лист плотной бумаги;
- утюг устанавливают на режим «хлопок» (нужна температура 120–150°С);
- шов делается острым краем подошвы, ее наклоняют так, чтобы с поверхностью бумаги был угол 5–10°;
- утюг двигают медленно, после этого на бумагу кладут мокрую тряпку.
Для прочности шва операцию повторяют 3–4 раза.

Умельцы делают на утюги насадки с металлическими направляющими по типу коньков. С их помощью делают двойные и тройные швы. Для изготовления насадок используется:
- жаропрочная нержавеющая сталь, если есть навыки ее монтажа;
- цветные металлы на основе меди;
- алюминиево-магниевый дюралевый сплав.
Профессиональное оборудование для сварки полиэтиленовой пленки
Инструмент для сварки плотных полимеров: ПВХ, ПНД, пропилена и других при соединении полиэтилена не применяется. Допустимо использование фена с узкой насадкой, но для работы им нужны навыки:
- для образования прочного шва необходимо соблюдать нужную скорость;
- зазор между полимером и сварочным феном не должен меняться.

Аппарат для сварки полиэтиленовой пленки конструктивно напоминает ножницы, полимер проходит между нагреваемыми планками. Он оснащен регуляторами:
- разогрева;
- скорости подачи материала;
- силы сжатия паяльника.
Для расплавления полимера используется металл или горячий воздух. Ширина подающего полотна варьируется. Инструмент обычно предназначен для заправки рулонов фиксированной ширины. Практика показывает, что промышленное использование сварочных устройств целесообразнее склеивания полимера.
Читайте также: