Сварка глушителя из нержавейки полуавтоматом
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа - самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ - нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке - порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва - он становится менее долговечным и прочным.
Сварка нержавейки полуавтоматом Аврора (Бак для воды в баню)

Всем привет! Для строящейся баньки потребовался бак для горячей воды. В специализированном магазине, который предлагает услуги изготовления баков, на мои размеры мне зарядили цену 18 тыс руб. (нержавейка толщиной 2мм, объем бака 140 литров). "Что-то сильно дорого!" — сказала жаба. Купил в этом же магазине лист нержавейки размером 1х2 метра (7000 руб) и катушку проволоки для нержавейки 1 кг (800 руб), щетку для зачистки швов на болгарку (тоже из нержи) и решил попытаться сделать бак сам. Кроме чернухи никогда ничего не варил. Полуавтомат в гараже есть, баллон аргона незадолго до этого был куплен за небольшие деньги по объявлению на известном сайте :). Вдобавок очень хотелось попробовать — что же из этого получится. Если бы не вышло — отложил бы все до лучших времен (покупки TIG). Поехали!
Составляем раскроечный план )

На заданные куски разрезал плазмой. Преимущества — рез очень ровный (по линейке), почти не нагревается, и ОЧЧЕНЬ быстро. Но при необходимости можно и болгарой отпилить.



После раскроя на маленьких кусочках решил потренироваться и подобрать режимы сварки.



Вроде все ок, погнали! Собрал на прихватках.




Поздно подумал и заметил — разлетающиеся брызги проволоки подпортили внешний вид нержи, пришлось шлифовать. Нужно обязательно чем-то прикрывать!
Итог. Провар есть, неровно конечно, но и в магазине на образцах были косяки на швах, так что уверен — вышло не хуже. Главное что крепко и не протекает :) Плюс бесценный опыт, и в остатке еще больше полкатушки проволоки — можно еще бак сварить для кого-нибудь :) .
Внутри из остатков листа еще добавил две усилительные распорки, чтоб от объема воды стенки не распирало.
П.С. Сварка в чистом аргоне — интересный процесс :) Происходит капельное перемещение расплавленной проволоки в ванну. Дуга совершенно не управляемая. Если в углекислоте куда сопло повернул, туда и проволока ложится, то в аргоне совершенно не так. Проволока плавится в районе горелки, и при накоплении определенного объема с каким-то шлепком-плевком плюхается в ванну. Вобщем необычно и интересно. Всем успехов!
Все о сварке: оборудование, комплектующие, материалы, приемы…

Не профессионал в этом деле, но вопросы возникают. Обсудим?

Принципиально ли при работе с нержавейкой использовать проволоку из нержавейки и с каким газом варить этот металл? При работе с обычной кузовнёй заряжена омедненная проволока и баллон с углекислотой.

Очень принципиально! примерно так: железо — железом, нержавейку — нержавейкой, медь — медью.
а газ по фиг. лучше всего нержавейку варить аргоном, но он не у всех есть. если полуавтоматом в гараже — вообще без разницы смесь или углекислота. качество будет примерно одинаковым.

не одинаковым. не вводите в заблуждение пож.
1ое правило. присадочный материал не должен отличаться от свариваемых. НО! есть нюанс. например нержавеющей проволокой можно обычную чернуху варить, а обратно нет.
да и нержа разная бывает, и для каждой своя проволока. например для 304/304L подойдет 308, а для 321 или 316 уже не пойдет. там состав другой
2) для нержи надо смесь, причем лучше 98/2, но если нет, то крайний случай 80/20. но если СО2 чистым варить, тогда не удивляйтесь что у вас шов ржаветь будет.
попробую смесь, как закончится нынешняя…
1е нюанса нет. по технологии нельзя.
2) а что такого делает смесь что шов не ржавеет?
не смешите!
По технологии, при сварке нержавейки и чернухи присадкой должна быть нержавейка. Еще вопросы?

Вместо углекислоты лучше аргоновую смесь, с ней даже обычной проволкой обычное железо варить куда приятней

а конкретнее, какой эффект от аргона?
от смеси. 80/20 (чистым аргоном сталь не варят)
1) брызг меньше
2) провар шире, но менее глубокий.
3) внешне шов как-то приятнее.
4) смесь не замерзает при длительном процессе (смесь в газообразном состоянии)
5) для смеси нужен уже редуктор для аргона
6) во время сварки баллон может находиться в любом положении. при СО2 только в вертикальном.
+1
Ещё добавлю что можно варить в режиме капельного переноса если поймаешь настройку )))
Это уже прикольно:-). Паутинку намутить можно

Тоже заинтересовался этим видом работ, т.к. периодически нужно что-то подварить, сварить по хозяйству, а платить каждый раз людям, да еще и часто криворучкам-самоучкам, позиционирующим себя "профи" не хочется.
после самостоятельного изучения теории можно прийти в ПТУ/Колледж и договориться просто о практических занятиях с преподавателем в частном порядке. Сейчас многие ПТУ имеют очень достойную материально-техническую базу, что позволит получить неплохие навыки на хорошем оборудовании, не покупая самому. После уже можно по финансам купить свое.
все верно.
У меня первый аппарат был блювелд, модель не помню, но в 2005м стоил в районе 5т.р. — не много и не мало. Купил, но совладать с ним не смог. Боролся года 3 с ним. Потом раскошелился на фубаг инмиг 160, к нему купил баллон, редуктор, бобину омеднёнки, заправил углекислотой… — вот тут "поперло")))
Есть мысли в среде аргона попробовать, но углекислота никак не закончится)))

омеднёнка и аргон не совместимы, прожигает метал а не варит, уже пробовал, когда кислота кончилась а аргона новый баллон под боком. И ещё учти что у них редуктора разные))
нужен не чистый аргон. а сварочная смесь, причем лучше всего для сварки нержавейки полуавтоматом смесь 98/2 (Аргон/Углекислота), но сойдет и 80/20 (самая распространенная). вторая подойдет и для чернухи, причем шов будет чище.
редуктора разные, потому что аргон находится в газообразном состоянии в баллоне, и давление там очень большое.
про редуктора в куррррсе)
я в свое время начинал также с блувелд. сейчас уже ssva-180 (с прошивками и электронным управлением), ну и остальное решил взять хорошее. маску 3М, хороший редуктор, уже как правило варю только нержавейку. и планирую прикупить TIG

Немогу сказать про углекислоту но на смеси варить нравится как непрофессионалу, но улетает канечно она в разы быстрей, охлаждать ей шов тоже бесполезно
углекислота находится в жидком состоянии. температура думаю понятно какая там. особенно это заметно если долго варить (редуктор обмерзает, и чтобы этого избежать используют редуктор с подогревателем).
на смеси шов получается чище. но на углекислоте глубина провара выше.
PS. сам не профи, любитель.
А вот тесты если поглядеть то глубина то на смеси выше, там форма провара более острая, про состояния то я в курсе :-) кстати на смеси торе не хило потеет если целый день варить
Ну да типа этого имел ввиду, просто видать спутал с более острой формой провара спасибо за освежение памяти :-)

на баллоне выбиты параметры что подо что и освидетельствование. Обычно сверху, ближе к вентилю.
Понимаешь какой момент Я б** в этих цифрах ну ни ногой приехал отдал сразу тут полный забрал! А как то быстро приехал сново поменять .ОН мне сразу 100 в гору .слышь а ему капец он просроченный! Я горю полтора месяца назад у вас менял какой дали такой и заберите! Он б** краска синяя вот видешь не может быть что углекислота былла типо сам мутил! Кароч Я при.уел от развода такого.только вот поднялись обороты он .ладно .уй с ним давай поменяю типо на следующий раз меняешь проверяй! Б** меня что учили ? Я путягу не заканчивал что бы в этом кубатурить! Вот и вопрос в том ну приедет какой нить дядя вроде меня с перекрашенным балоном и скажет Я у ВАС брал 3 месяца назад и что? Ну они ведь по сути там разноцветные! Так походу они народ принуждают брать новые на заменах возращять старые и перекрашенные! Прокатит ли такой напёрсток с балоном?

Всем привет!
До недавнего времени был инвертор + электроды.
Потянуло на полуавтомат.
Купил + всё для того, чтобы начать.
Вопрос: в рукаве есть крышечка (чёрного цвета, закручена на резьбе) — для под соединения рукава этот колпачок снять?
Самому смешно…
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
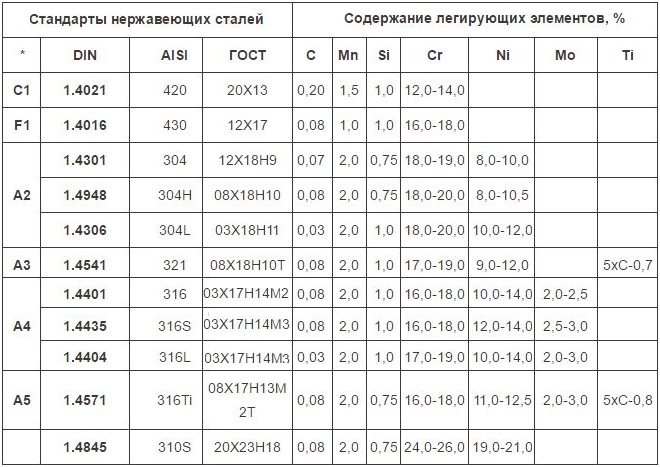
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
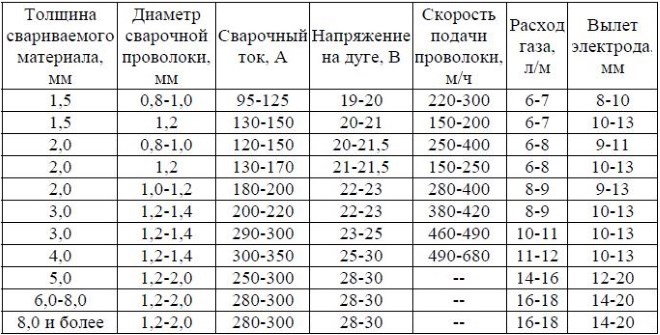
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

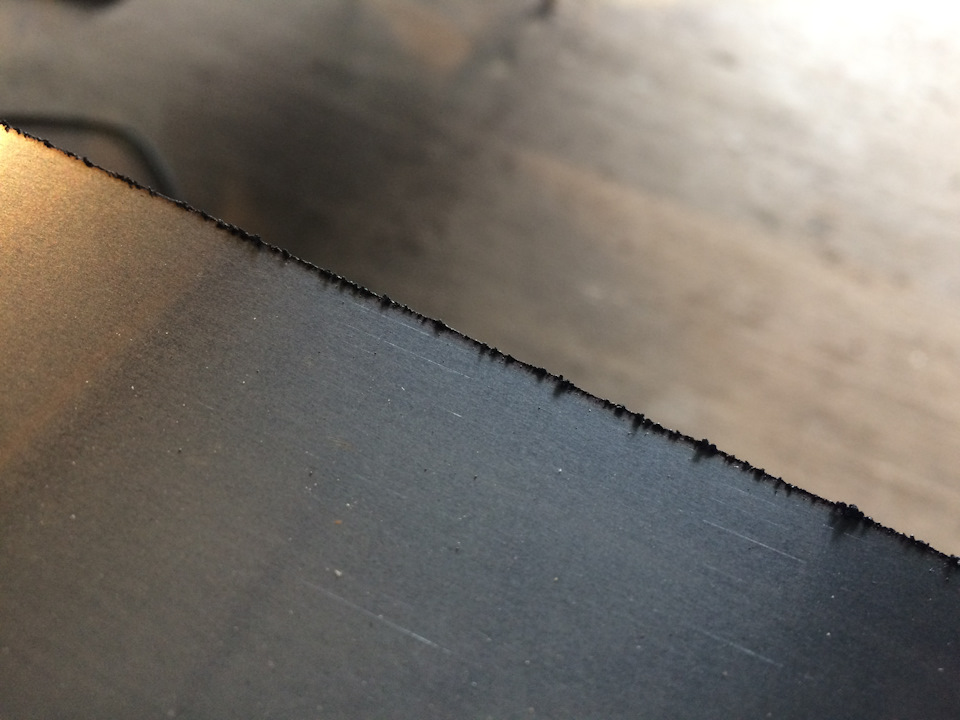
Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
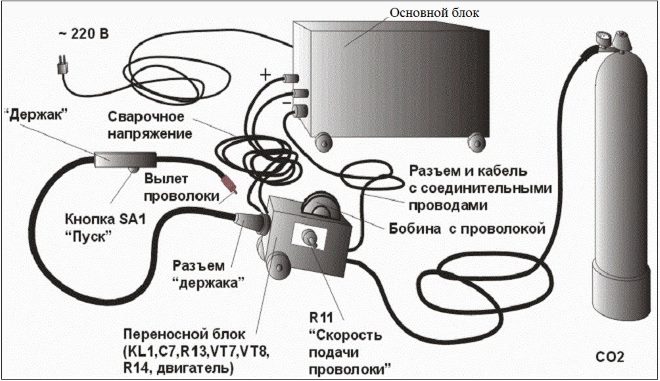
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Читайте также: