Сварка двух прутков в стык
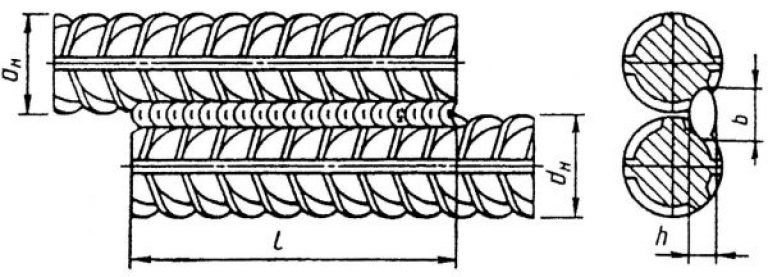
На рис. 83 показан стык арматурного стержня, образованный сваркой на стыковой машине.
Рис. 83. Стык круглого арматурного стержня, выполненный контактной сваркой
При сварке встык, как показали испытания, прочность стержня в месте соединения не уменьшается. Небольшие размеры утолщения (наплыв) в месте стыка не препятствуют размещению его в любом месте.
Стыковой контактной сваркой допускается соединять стержни различного диаметра; отношение площадей поперечного сечения стыкуемых стержней не должно превышать 1,5.
Для обеспечения контакта между стержнями и зажимами поверхности концов стержней перед сваркой обычно зачищают на наждачном круге.
Стыковые соединения гладкой арматуры круглого сечения, выполненные при помощи дуговой сварки, могут осуществляться различными способами. На рис. 84 показаны стыки простейшей конструкции внахлестку. Отгибы концов делаются для сохранения направления оси стыкуемых стержней. Применение двустороннего сварного шва сокращает длину стыка вдвое.

Рис. 84. Стык круглых гладких стержней внахлестку: а — с одним швом; б — с двумя швами
Рис. 85. Стык круглых гладких стержней с двумя швами и накладкой из полосы, согнутой под углом 120, или размалкованного уголка

Рис 86. Стык круглых гладких стержней с накладками такого же профиля: а — с двумя швами; б — с четырьмя швами
На рис. 85 изображен стык с накладкой из полосы, согнутой под углом 120°, и двумя швами. Вместо полосы возможно применение размалкованного (разогнутого) обрезка уголка. Рис. 86 показывает варианты конструкции стыка с двумя накладками из стержней круглого профиля, с двумя и четырьмя швами.
На рис. 87 показана конструкция стыка круглых стержней с желобчатой накладкой и заваркой торцов.

Рис 87. Стык круглых гладких стержней с желобчатой накладкой и заваркой торцов

Рис. 88. Стык круглых гладких стержней с заваркой торцов и подкладкой
На рис. 88 приводится тип стыка круглых стержней, выполняемого с уголковой (или желобчатой) подкладкой и заваркой торцов.
Накладкой называется дополнительная деталь стыка, рассчитанная на воспринятое усилия, передаваемого стыкуемым стержнем. Подкладкой называется дополнительная деталь стыка, служащая в основном формой для образования сварного шва и передающая обычно лишь небольшую часть усилия в стержне.
Рис. 89 изображает типовую конструкцию стыков стержней, расположенных вертикально или наклонно к вертикали под углом до 45°. Стык может быть сделан с уголковой (как показано на рисунке) или желобчатой подкладкой или с желобчатой накладкой. Сварные стыки горячекатаной арматуры периодического профиля конструируются аналогично стыкам гладкой арматуры и также могут быть выполнены контактной или дуговой электросваркой. Стыки, производимые при помощи контактной сварки ничем не отличаются от стыков гладкой арматуры. Стыки выполняемые дуговой сваркой, вследствие лучшего сцепления стержней периодического профиля по сравнению с гладкими отличаются меньшей длиной стыковых соединений.

Рис. 89. Стык круглых гладких стержней, расположенных вертикально или наклонно с уголковой подкладкой и заваркой торцов
Стыковая сварка арматуры

Преимущества и недостатки
Сначала о достоинствах:
- в отличие от сварки внахлест стыковая не приводит к увеличению металлоемкости конструкции;
- диффузионный слой по всей поверхности торца обеспечивает необходимую прочность соединения;
- есть возможность выбора сварочного оборудования в зависимости от места проведения работ: в здании или непосредственно на строительной площадке;
- соединения выполняют в горизонтальном и вертикальном положении;
- не требуется высокой квалификации сварщика для ручной работы;
- разработано оборудование для полной автоматизации процесса.
При всех «плюсах» не обошлось без «минусов»:
- в закаленном металле создаются остаточные напряжения, снижающие прочность на изгиб и кручение;
- при электродуговом методе возникают сложности при ручной сварке тонкой арматуры;
- высокая стоимость сварочных автоматов, невозможность их использования на открытой строительной площадке;
- необходимость использования расходных материалов при ручной, полуавтоматической сварке.
Способы сварки арматуры встык
В стандарте указаны десять способов стыковой сварки арматуры, на практике чаще применяются четыре:
- электродуговая с использованием плавящихся электродов, ручных сварочных аппаратов любого типа (трансформатор, выпрямитель, инвертор);
- полуавтоматическая с использованием присадочной проволоки; с использованием специальной съемной или одноразовой формочки, изолирующей зону ванны расплава; – соединяемые торцы разогреваются, затем сжимаются с усилием.
При выборе способа сварки необходимо учитывать диаметр прутка, способ его производства.
Оборудование и режимы
- Для ручной электродуговой сварки выбирают оборудование, обеспечивающее необходимый постоянный рабочий ток от 180 до 500 А:
— трансформаторы, подключаемые к трёхфазному контуру 380 В или однофазной сети 200 В;
— выпрямители, от трансформаторов они отличаются стабильным током;
— полупроводниковые инверторы – оборудование нового поколения с дополнительными функциями, обеспечивающими стабильную дугу, снижают риск залипания электродов.
Режим рабочего тока выбирают по диаметру прутка:
| Диаметр прутка, мм | Рабочий ток, А |
|---|---|
| 5 | 190 - 210 |
| 6 | 237 - 262 |
| 8 | 285 - 315 |
| 10 | 332 - 367 |
| 15 | 380 - 420 |
| 20 | 427 - 473 |
Электроды подбирают по типу арматурных прутков: для АIV и АV класса используют УОНИ 13 55, ДСК 50, УП 2 55, К 5 А. Холоднотянутую можно варить МР и ОНА-21.
- Для полуавтоматического соединения арматуры используют стандартный комплект: выпрямитель для электропитания, полуавтомат с подачей присадки, газовое оборудование для создания защитной атмосферы инертного или углекислого газа. В качестве присадки используют порошковую проволоку для стали.
- Для стыковой сварки арматуры ванным методом нужны специальные разъемные скобы, которые надеваются на пруток. Они нужны, чтобы расплав не вытекал из зазора между свариваемыми прутками. Насадки бывают:
— стальные одноразовые – они остаются на соединении, расплав заполняет пространство между насадкой и прутком;
— многоразовые или съемные, их делают из графита ли медных сплавов.
Автоматы или машины различаются по функциональности, размеру соединяемых элементов.
Технология стыковой сварки арматуры
Подготовительный этап предполагает зачистку и выравнивание соединяемых торцов. Используют резак и щетку по металлу, поверхность зачищают до блеска. При сварке арматуры встык нужно контролировать соосность прутка, чтобы его не вело в сторону. Допуск смещения не более 0,05 % от диаметра стержня.
Встык соединяют арматурные прутки одного размера, сплава. Только в этом случае образуется прочный шов.
Электродуговая и полуавтоматическая сварка проводится по периметру точечно с образованием непрерывного шва. При работе с тонкими стержнями (до 10 мм) нужно следить, чтобы не было прожогов. Тонкие прутки лучше варить встык с помощью накладок или соединительных муфт. Получается качественное соединение, способное выдержать большую нагрузку. Контроль стыка производят после удаления шлаковых образований.
Контактный способ основан на использовании физических свойств стали – большом сопротивлении, способности разогреваться под воздействием электрического поля (кинетическая энергия электронов преобразуется в тепловую).
Когда разнополюсные контакты подводятся к пруткам на небольшом расстоянии от стыка, торцы начинают разогреваться. Зажимные устройства сдвигают стержни навстречу друг другу. При таком соединении диаметр шва превышает диаметр прутка. В зависимости от способов разогрева торцов различают:
- непрерывное оплавление (метод применяют для сплавов категории АI);
- предварительным прогревом и прерывистым оплавлением (для сталей АII–АV).
Толстые стержни варят на мягком режиме – длительный разогрев и сжатие, сила тока до 10 кА, тонкую – на жестком, ток до 20 кА.
Метод стыковой сварки арматуры выбирают под условия проведения работ. Плюс метода в том, что работы можно проводить самостоятельно, используют электродуговой сварочный аппарат. Работа на автоматах проводится только в заводских условиях. Метод экономный, при сварке арматурных прутков внахлест расход металла увеличивается до 30%.
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
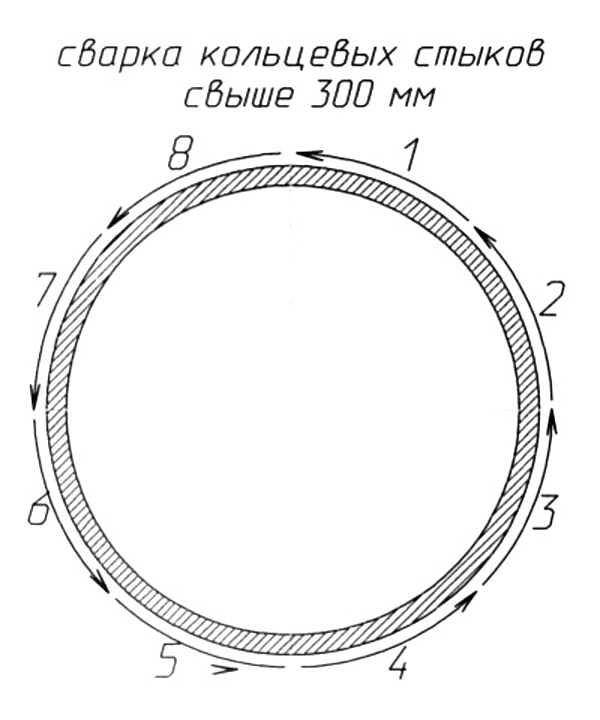
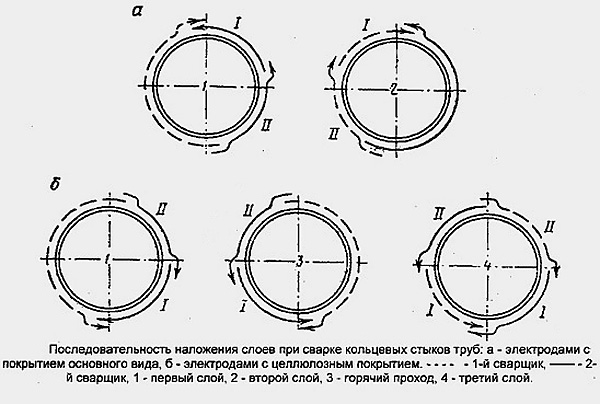
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
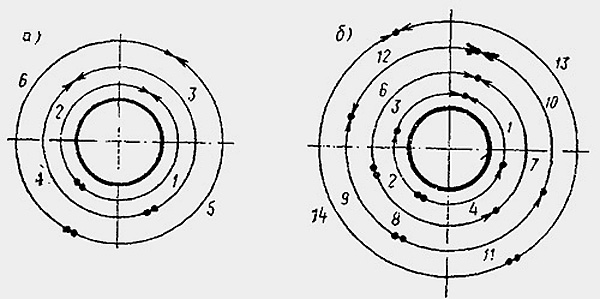
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
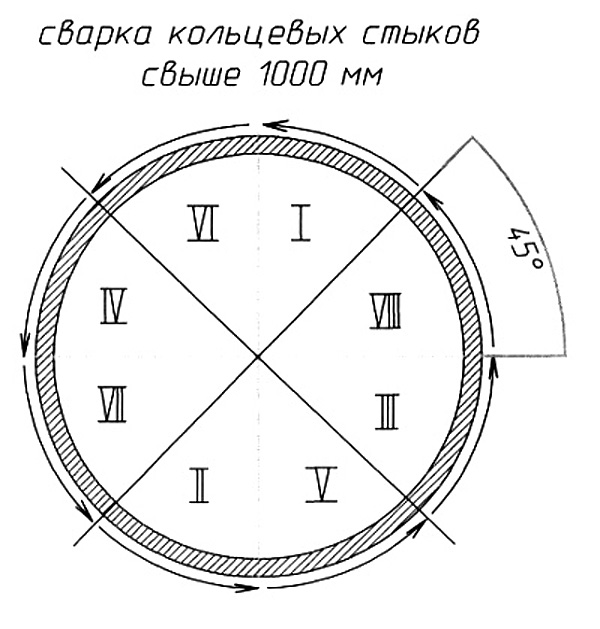
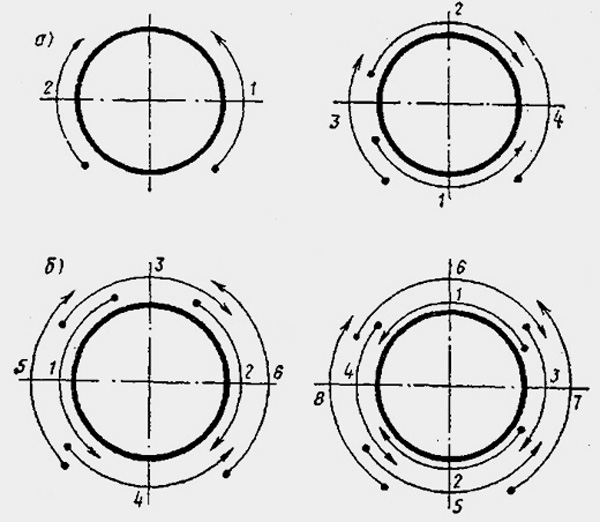
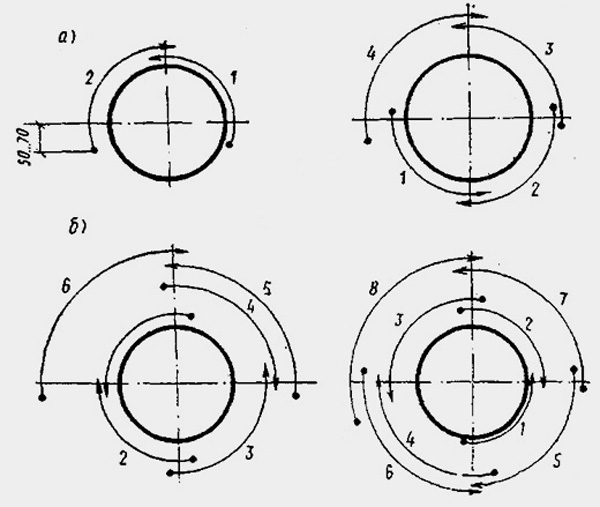
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Читайте также: