Сварка баков из алюминия
Для многих жителей многоэтажек не известны проблемы владельцев частных домов. К примеру, сварка бака для наполнения водой может вызвать у городских жителей лишь ироническую усмешку. А между тем вопрос не праздный. Актуальность проблемы заключается в вопросе, по какому пути пойти – заказать готовое изделие или сварить самостоятельно ёмкость для воды.

Два варианта решения вопроса
Для изготовления емкости для сбора воды, можно обратиться за помощью к специалистам. Они сварят бочку или бак по вашим чертежам и размерам или предложат свой вариант конструкции. Но за качественную продукцию нужно будет выложить круглую сумму.
Поэтому многие жители частного сектора выбирают второй вариант: самостоятельно изготовить емкости, получая при этом экономию собственных средств и моральное удовлетворение от процесса сварки.
Варианты применения
Накопительные ёмкости актуальны в местах, где существуют перебои с водоснабжением. В помещениях баки для воды устанавливаются чаще всего в горизонтальном положении.
Резервуары служат для хранения дождевой воды и водопроводной. С их помощью можно организовать летний душ или держать их в целях пожарной безопасности, чтобы можно было погасить огонь.
В них можно накапливать воду для полива растений, сада и огорода. Часто баки круглой формы монтируются в бане для накопления воды. Различают множество конструкций, которые могут быть круглой, прямоугольной или иной формы.
Важно понимать, для чего нужен бак. Если он используется неактивно, то вода, которая находится в нём, способствует размножению водорослей и микроорганизмов. Тем более, если ёмкость постоянно находится на открытой местности под солнечными лучами.
Следовательно, выбор объём бака – это одна из главных задач, перед началом его изготовления. Баки из черного металла надо обязательно грунтовать и красить, чтобы он не ржавели.
Этапы сварки

На первоначальном этапе сварки под углы листа, которое будет служить дном, нужно подложить доски. Важно, чтобы толщина подложки была одинаковой. Это даст ровную плоскость по всей длине и в углах конструкции.
В процессе сварки необходимо постоянно проверять, не выходят ли стороны за пределы основания. Можно сразу прихватить все стороны между собой, затем сваривать с основанием.
Листы должны плотно прилегать друг к другу. Следующий этап – это окончательная сварка швов. Сварку можно выполнять внутри бака или снаружи.
Непроваров быть недолжно. На самостоятельную сварку уходит около 7-8 рабочих часов.
Рекомендуется делать конструкцию жёсткой. Для этого используют угольники внутри бака и с наружной стороны. Для слива воды в нижней части вваривается труба с контрольным краном.
Обязательно надо отбросить лень и проверить конструкцию на герметичность. После выполнения работ следует приготовить меловой раствор и нанести его на швы с внутренней стороны.
Когда он высохнет, тряпочкой, смоченной в керосине, пройтись по швам бака с наружной стороны. Цель: выявление «непроваров» забитых шлаком. Для контроля нужно всего несколько минут.
Если жидкость не проявляется, то всё нормально. Если появились пятна, то проблемный участок следует проварить ещё раз. Проверку и повторную сварку лучше выполнить сразу перед покраской.
Монтаж можно выполнить на предварительно заложенные кирпичи, но лучше использовать подставку. Далее наполнить бак водой и несколько дней понаблюдать: не проявилась жидкость на стенках конструкции.
Из нержавейки и алюминия

В процессе самостоятельного изготовления бака из нержавейки рекомендуется использовать металл 1,1-2 мм. Для предотвращения вздутия наполненной конструкции надо устанавливать расширительные бачки для защиты от излишнего давления.
Можно использовать в качестве рабочего материала пищевую или техническую сталь. Понятно, что пищевая нержавейка обойдётся дороже.
Распространёнными методами сварки считаются работа вольфрамовыми электродами в аргоне или порытыми электродами. Возможен вариант аргоновой сварки полуавтоматом с использованием нержавеющей проволоки.
Алюминиевые баки можно сварить самостоятельно, однако процесс связан с выполнением ряда технических условий, которые подвластны только специалистам:
- необходимо рассчитать габариты ёмкости для воды;
- правильно подобрать марку нержавеющего материала;
- вычислить толщину стенки, чтобы избежать вздутия конструкции;
- при использовании люка или крыши определиться с её типом;
- определиться с наличием перегородок, каркаса и окантовки;
- владеть навыками сварки.
Многое в этом процессе зависит от используемых сварочных аппаратов и мастерства сварщика. При неправильной сварке возможно проявление микроскопических трещин, через которые со временем будет просачиваться жидкость.
Обычно из нержавеющей стали изготавливают баки для хранения воды. Ёмкости для бани из нержавейки лучше заказывать на постоянно действующем производстве. Окрашивать их не надо, так ка при нагреве краска будет испаряться, загрязняя воздух и воду.
Советы специалистов
Что касается объёма нержавеющей конструкции, в бане, рассчитанной на 2-3 человек, целесообразнее устанавливать бак для воды от 50 до 80 литров. По формуле 25-30 литров воды на одного посетителя.
Производственники обычно предлагают для баков листы толщиной 1 мм. При самостоятельной сварке рекомендуется использовать листы толщиной 1,2-1,8 мм. Варианты конструкций могут быть разными по размерам и форме.
Сварка баков для воды из алюминия – процесс сложный, требующий от мастера практических навыков работы с этим металлом, пониманию чертежей и двух рук, которые дружат с инструментом.
Изготовление баков для душа, бани и других нужд можно выполнить своими силами, хотя одного желания мало. Если что-то не получается, то можно проконсультироваться у человека, владеющего навыками сварки.
Самостоятельное изготовление позволяет получить максимально практичную конструкцию, неоценимый опыт и сэкономить средства.
Сварка баков

Сварка баков необходима в том случае, если нарушилась герметичность и образовалась течь. Такая неисправность может возникнуть по причине физического износа либо вследствие повреждений со смятием корпуса. В пустом бензобаке могут скопиться топливные пары, поэтому применять обычную сварку и нагрев стоит с особой осторожностью, ведь это может стать причиной взрыва.
О том, как правильно заварить бак и устранить неисправность, думают многие автовладельцы. Есть разные способы ремонта: аргонодуговая и холодная сварка, пайка. Каждый из них имеет свои особенности. Рассмотрим технологии подробно и разберемся, что лучше выбрать.
3 причины сварки топливных баков
Из-за расположения топливного бака в задней части современных автомобилей повышается безопасность водителя и пассажиров.
При этом резервуар подвержен негативным воздействиям внешней среды, что сказывается на сроке его службы. Чаще всего встречаются следующие проблемы:
Большая часть выпущенных в XX веке авто оснащалась металлическими или алюминиевыми топливными емкостями. Со временем металл покрывался микротрещинами, некоторые из которых трансформировались в пробоины.
После того как для изготовления баков начали использовать пластик, проблема коррозии была полностью решена. На сегодняшний день металлическими топливными емкостями оснащаются только грузовые авто или спецтехника. Основной недостаток пластика заключается в низкой устойчивости к механическим повреждениям.
Российские дороги в большинстве своем не могут похвастаться высоким качеством. Съехав с трассы федерального значения, можно оказаться на участке без асфальтового дорожного покрытия. В таких условиях несложно повредить бензобак автомобиля.
Этот дефект встречается достаточно редко. Причиной его возникновения является высокое давление, которому подвергаются стенки топливного резервуара при эксплуатации авто.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Из-за появившихся в бензобаке трещин происходит утечка топлива, способного загореться от любой искры. Кроме того, через них в емкость будет попадать пыль, частички дорожного мусора. Оседая на дне и стенках, они при езде могут проникать в элементы топливной системы, приводя к поломке двигателя.
Следовательно, обнаруженные дефекты топливного бака необходимо устранить в кратчайшие сроки.
Общие правила сварки топливных баков

О негерметичности топливного резервуара можно говорить при увеличении расхода горючего и появлении в салоне авто специфического запаха. Даже если размеры трещины очень малы, она представляет серьезную угрозу для жизни водителя и пассажиров. Если на место протечки попадет искра, топливо воспламенится. Причинами появления трещин является коррозия, растрескивание корпуса резервуара при езде.
Еще одной причиной является разряженное давление, постепенно увеличивающее размеры трещин, через которые начинает протекать горючее. Прежде чем приступить к сварке баков, необходимо:
- освободить топливный резервуар от горючего;
- снять бак, просушить, осмотреть на предмет повреждений;
- помыть внутреннюю часть резервуара с помощью специальных моющих средств;
- прополоскать тщательно водой и высушить.
Благодаря мойке емкость полностью очищается от взрывоопасных паров. Выбор способа ремонта зависит от материала, из которого изготовлена емкость. Металлические топливные баки восстанавливают с помощью сварки аргоном, пластиковые – посредством холодной сварки, универсальным способом считается горячая пайка. Остановимся подробнее на самостоятельном ремонте топливной емкости.
Ремонт и сварка бака: пошаговый алгоритм

Поговорим о сварке баков, порядке работы, возможных осложнения и способах решения возникших проблем.
1. Как снять?
Способ демонтажа топливной емкости различается для разных марок автомобилей. Снять любой бак можно при помощи среднего набора инструментов.
Пошаговый алгоритм действий будет следующим:
- Топливо из бака сливается в заранее подготовленную емкость через сливную пробку, расположенную в нижней части резервуара. Если пробки нет, горючее придется откачивать вручную с помощью специального шланга.
- От топливной емкости отсоединяются датчики и вентиляционный шланг. В современных моделях авто используются быстроразъемные подключения, расположенные под задним рядом кресел или в багажнике.
- Ослабляются крепежные хомуты подвода горючего, снимаются трубки.
- Демонтируются крепления бака. Крепление большей части узлов автомобиля выполняется с помощью двух хомутов, которые фиксируются гайками. Для снятия емкости стоит привлечь помощника, который будет ее удерживать в процессе.
- Откручивается пробка заливной горловины, удаляется уплотнитель.
- Снимается клемма массы.
- Топливная емкость демонтируется.
Резервуар оценивается на предмет повреждений. В некоторых случаях сварку нержавеющих баков можно выполнять, не демонтируя их, достаточно, чтобы была возможность дотянуться электродом до поврежденной области.
2. Очистка.
Прежде чем приступать к сварке баков полуавтоматом, их необходимо очистить как снаружи, так и изнутри, полностью удалив загрязнения и следы топлива. Затем выбирается подходящий способ сварки.
Рекомендуем статьи по металлообработке
3. Как запаять?
Техника безопасности требует перед сваркой залить в бак воду, чтобы не возникла детонация паров топлива. На этапе подготовки очищают емкость от краски и ржавчины.
Ниже описан алгоритм сварки баков, имеющих незначительные повреждения:
- Обнаруживается место протечки.
- Поврежденная область зачищается, при необходимости восстанавливается геометрия узла.
- Место протечки обезжиривается с помощью любого растворителя.
- Трещина обрабатывается паяльной кислотой.
- Поверхность нагревается феном или лампой накаливания.
- Производится наплавка. Если поврежденная область достаточно велика, наплавка выполняется в несколько слоев.
- Остатки канифоли удаляются растворителем.
Можно также выполнять сварку баков аргоном.
Особенности холодной сварки топливных баков

Холодную сварку баков используют для пластиковых или металлических емкостей. Эффективность этого способа будет низкой при работе с тонкостенными резервуарами. Выбор клеящего состава зависит от типа материала. Работы с холодной сваркой выполняются в перчатках. Поврежденная часть емкости зачищается и обезжиривается с помощью нефраса.
Соединение двухкомпонентных смесей выполняется в указанных производителем пропорциях, готовый раствор используется не позднее 10–20 минут после приготовления. Состав послойно наносится на поврежденный участок, разглаживается. Резервуар можно использовать через 2-3 часа после холодной сварки пластиковых баков. Прежде чем использовать клей в форме бруска, его необходимо тщательно размять влажными руками, затем замазать трещину.
Делая выбор в пользу холодной сварки, важно помнить о ее устойчивости к бензину. Такой вариант ремонта применим только к незначительным повреждениям. Устранить мелкую протечку можно клеем «Момент» или аналогичным составом. Для этого следует порезать ветошь, пропитать ее клеем и приклеить к трещине в несколько слоев. Не следует забывать, что это лишь временная мера, позволяющая доехать до СТО.
Небольшие трещины также можно самостоятельно устранить с помощью стеклоткани и эпоксидной смолы с отвердителем. Поврежденный участок следует обработать наждачкой, чтобы увеличить адгезию, затем расположить на поверхности пропитанную смолой стеклоткань. Она накладывается слоями, каждый последующий – после высыхания предыдущего. Когда последний слой высохнет, латка покрывается антикоррозийным составом.
Альтернативные варианты сварки баков
Пайка баков делает их более устойчивыми к механическим воздействиям и внешним факторам. Чтобы устранить трещину, следует подготовить заплату, изготовленную из того же материала, что и сам топливный резервуар. Размер латки должен быть на 4-5 см больше, чем площадь повреждения. Тип пластика указан на деталях. Большинство баков изготовлено из ABS, полипропилена либо полиамида. Пластиковые емкости паяют с внешней стороны паяльником мощностью 250 Ватт.
Чтобы повысить качество ремонта, следует использовать подложку из медной или металлической мелкой армирующей сетки. Она вплавляется в стенку топливной емкости, затем по всей зоне трещины равномерно распределяется жидкий пластик, пока новое покрытие не станет равномерным. В процессе ремонта важна скорость работы, слишком медленные действия чреваты отвердеванием пластика и образованием наплывов.
Сварку металлических баков можно выполнять при помощи тонкой металлической или медной заплатки. Для этого емкость разогревается паяльной лампой или утюгом. Латка легкоплавким припоем крепится к поврежденному участку паяльником мощностью 500 Ватт, место стыковки обрабатывается паяльной кислотой. После остывания запаянной емкости отремонтированный участок обрабатывается краской или битумной мастикой для защиты от коррозии.
Наиболее надежным способом ремонта является аргонодуговая сварка баков. Использование вольфрамовых электродов позволяет надежно соединить цветной металл и легированную сталь. Для производства большей части топливных емкостей используют алюминий, в связи с чем применение инверторной сварки невозможно. Зона дефекта очищается от жиров и загрязнений. Заплатка приваривается по всему периметру пробоины. Чтобы получить ровный и прочный шов, необходимо в процессе сварки поддерживать однородную газовую среду. После того как корпус бака остынет, его красят или обрабатывают битумной мастикой.
Быстрее всего отремонтировать поврежденный топливный бак можно с помощью эпоксидного клея. Однако не стоит забывать, что такой ремонт является временным, позволяющим добраться до СТО. Латают пробоины пластиковым сварщиком – экструдером. Чтобы выполнить такую сварку баков, необходимы опыт и знание технологии. Прежде чем приступить к работе, стоит потренироваться. Для правильного расчета продуктивности экструдера следует узнать поперечный размер трещины.
Сварка баков начинается от края дефекта. Расплавленная пластиковая проволока укладывается с небольшим запасом по всей ширине пробоины. Чтобы повысить эффективность ремонта, необходимо перемещать экструдер таким образом, чтобы проволока пресекала трещину, заполняя ее. Для ровного шва важно равномерное прогревание термофена и башмака аппарата.
По окончании ремонта проверяется герметичность емкости. Выявить протечки позволяет опрессовка с рабочим давлением воздуха 10–15 кПа.
Если нет компрессора и емкости с водой, можно использовать традиционный способ проверки:
- разместить сухой резервуар на чистой ткани;
- залить в него керосин;
- выждать 12 часов.
Если на ткани не появятся пятна, значит, емкость герметична и готова к использованию.
Для сварки баков требуются определенные навыки. Важно не забывать о проверке его герметичности после восстановления. Если в точности соблюдать технологию ремонта, резервуар получит свои первоначальные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Бензобак из алюминия

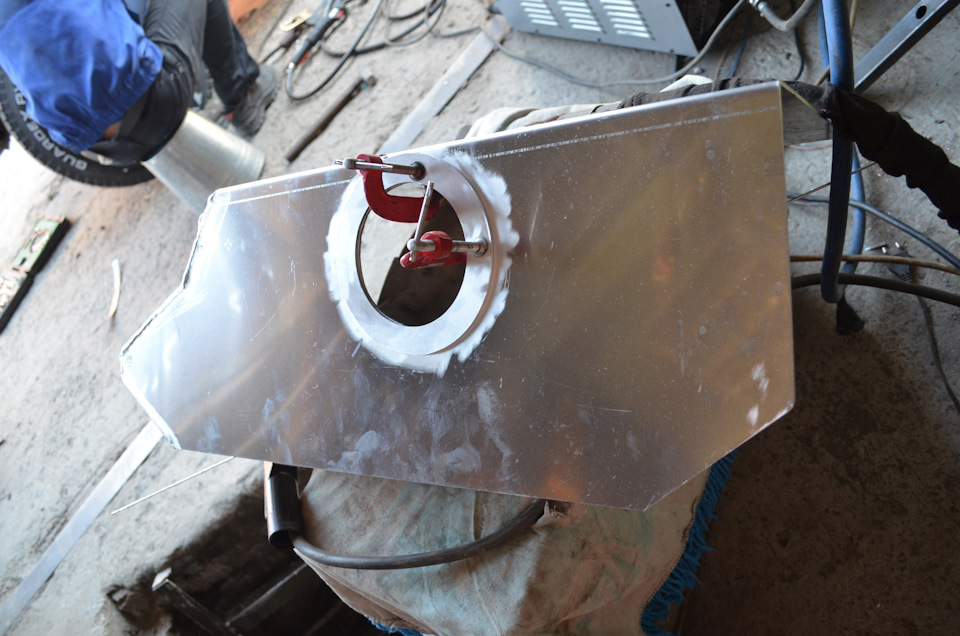
Так как сильно изменилась подвеска сзади то места для родного мятого-перемятого 40-ка литрового бака не осталось совсем. Я был готов изначально делать бак, аппарат для сварки есть, баллон заправлен. Самая боль в том что бак получался меньшего объема чем даже в стоке ! примерно 30л это очень огорчало, ну деваться некуда, бак нужен, без него никак. В итоге была выбрана простейшая геометрия с 2-мя противоотливными пластинами, они же ребра жесткости.

и примеряем эту модель к уже нарисованной подвеске

можно было бы сделать бак и на 40 литров, но не хотелось бы чтобы он висел низко, хотелось чтобы он был как-бы линией съезда, а не то на чем можно повиснуть или то что погнуть ( но мы то знаем, погнуть то можно все что угодно :) )


сделали макет из бумаги за что огромное спасибо Sergulyan
просто печатается на бумаге линии реза и гиба, накеивается на картон, вырезатеся и гнется =)

места вокруг бака везде оставил примерно по 5мм, думаю этого будет достаточно на разного рода деформации

И начался выбор материала. Не чернуха точно, не нержавейка, алюминий, точно, алюминий, теперь какой алюминий, амг6 ? не гнется, если и гнется то с большим радиусом и вероятностью дриснуть в этом месте потом, в итоге выбор пал на амг3м 3мм толщиной, гнется хорошо, крепкий, легкий.
Выкройку в ГАРС и томное ожидание железяк


ну и тут пошло поехало, первым делом вырезал под выхлоп


примерил насос, купил в сборе топливную сборку от хонды орхии, очень понравилось то что дырка большая в баке будет, можно хоть какие-то операции внутри производить и сразу датчик уровня топлива ( но не совпадает по сопротивлению и разъем не герметичный

тренируемся варить красиво =)

посмотрев кучу роликов по сварке понял что нужна корщетка именно из нержавейки, чтобы зачищаемая поверхность была без вкраплений и как можно чище

еще об обработке, не стал рисковать и пилил весь алюминий лобзиком с пилкой по металлу, пилится отлично, как фанера, только прижимать нужно хорошо, где необходимо было подогнать — напильник, никаких абразивных и лепестковых кругов в местах предполагаемой сварки.
но все же один момент случился, кончился баллон аргона и я вовремя не заметил, и выжег угол, долго потом пришлось вычищать окислы
Теперь про противоотливы, родной эскудовский бак особо не страдает отливом топлива, ну только если его там совсем мало, все же я решил сделать вот такие клапанки из мбс резины 3мм ( кстати продается в магазине ТЕХНОС что напротив меги. Посмотрим как будут вести себя, если что их легко будет удалить из бака.


заливной патрубок и вентиляция были выточены из труб, так же хорошо использовать трубки кондея со старых машин, там они тооолстые

на счет крепления сборки долго думал, в итоге решил что правильно будет сделать шпильки, т.е. изнутри бака закрутил болты из нержавейки с фиксатором резьбы, ибо 6мм алюминия не долго проживут если их дрючить не в самой спокойной обстановке

ну и собственно бак готов, опрессован давлением в 0.5атм и обрызган смесью воды и пены для ванн =) были пара пор в местах где первые швы и не провар где кончался аргон. Нижние швы, где возможно может дриснуть от удара, проварены дополнительно с присадкой 4мм, в остальных местах использовалась присадка 2мм
Ремонт алюминиевых топливных баков

Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

А присадку какую используете для баков 5356 или 4043


Привет всем. Чем заполнить бак при сварке? Кислотой или можно выхлопными газами заполнить.


Нет, для сварки алюминия нужен импульсный П\А
Понял спасибо, но пока 250+ накладно для такого) он еще модульный, я так понял примочки нужны, сколько вкруг надо денег?)) Есть по бюджетный варики? )
Хорошо дёшево не бывает.Одним П\А ничего не сделаешь.К нему ещё нужна ТИГ сварка.А самое главное в сварке- это подготовка.У меня на всё оборудование для сварки, подготовки, проверки и т.д. было потрачено около 3 млн.
Ничегосе)) ну я еще на нулевом уровне тогда)) немножко в другой стороне работаю, да и сварка у меня хобби на хлебушек, сейчас на ЧПУ стол для плпзмореза коплю. В арсенале только этот полуавтомат и brima tig 200 ac/dc
Баки с вольво пару раз варил.
У Вас всё ещё впереди.Я тоже когда то с Бримы 315 начинал.Кстати, а сколько стоит ЧПУ стол для плазмореза и как на нём можно заработать?
Мне для мелких нужд) детали крепушки вырезать хочется, надоело турбинками давно работать… стоют столы как и сварочные… от 250р за самосборные салянки а там и больше 500 легко. Именитые от лимона.
В вашем случае фланцы можно строга на потоке из нержавейки))
Дааа, цены тоже не маленькие.Фланцы не прокатят, город маленький спроса не будет.А куда то посылать…
Москва рядом, там сделают что захочешь
Я сейчас активные бампера варю из алюминия, тигом долго прост) пример у меня на машине
Пишу с телефона, извиняюсь за ошибки.
Я не понял. Получается полуавтомат соединяется с тиг и тиг использует блок подачи проводки, как то так?)
Нет.П\А для бамперов наверно самое то.Просто П\А не заваришь трубку кондиционера или поддон
Читайте также: