Сварка арматурных каркасов ручной дуговой сваркой
Заливка фундамента, усиленного арматурой – ответственная процедура, нуждающаяся в соблюдении требований действующих нормативов и стандартов. У не слишком опытных строителей возникает ряд вопросов, связанных с особенностями обустройства каркаса для оснований. Один из них – можно ли сваривать арматуру для фундамента или же при изготовлении каркаса допускается только вязка?

Плюсы и минусы составляющих фундаментных оснований
Бетон – особый строительный материал, после замешивания приобретающий текучую структуру и твердеющий спустя какое-то время после заливки в опалубку. На его основе изготавливаются различные опорные конструкции (фундаментные основания). Текучий материал после застывания приобретает следующие свойства:
- прочность;
- долговечность;
- способность выдерживать большие нагрузки;
- устойчивость к колебаниям температуры.
При исследовании проблемы придется учесть имеющиеся у бетонного материала отрицательные свойства, основное из которых – хорошая гигроскопичность (способность впитывать влагу). Поэтому при обустройстве фундаментов погружаемое в грунт основание и прилегающая к земле часть (цоколь) подлежат гидроизоляции, защищающей материал от прямого контакта с грунтом. Делается это еще и потому, что в зимнюю пору при замерзании влага расширяется и способна разорвать бетонную заливку изнутри.

Еще один существенный недостаток бетона – зависимость прочностных показателей от направления действующих на него нагрузок. Выдерживая значительные прямые давления, на растяжку этот материал “работает” плохо. Последнее означает, что залитая бетонная лента способна выдерживать высокие внешние нагрузки. При этом внутренние напряжения, исходящие из центра наружу, со временем могут разрушить ее.
Для чего нужна арматура?
Для компенсации опасных для бетона растягивающих нагрузок, внутрь его «тела» помещается особая усиливающая конструкция – армирующий каркас. При монтаже ему придается форма решетки, располагаемой таким образом, чтобы принять на себя растягивающие напряжения. Простейший вариант такой конструкции – несколько арматурных стержней, связанных между собой и помещенных внутрь опалубки перед заливкой бетона.
В более сложных случаях (когда требуется максимально усилить фундамент) каркас собирается из комбинации основных и вспомогательных стержней. Первые изготавливаются из более толстых заготовок и размещаются продольно.
Вспомогательные стержни нужны только для поддержки продольных прутков и востребованы лишь при заливке.
Основная нагрузка после застывания смеси (при эксплуатации фундамента) приходится именно на рабочие стержни. Вспомогательные остаются внутри массива, поскольку их невозможно извлечь из застывшей конструкции.
Усиливающий каркас собирается непосредственно на рабочей площадке из отдельных прутьев, заранее нарезанных по длине. Соединяются они посредством мягкой отожженной проволоки, закрепляющей узлы решетки с помощью скруток. На первый взгляд, кажется, что сваривать арматуру намного проще и быстрее, чем делать скрутки из проволоки. Чтобы с уверенностью утверждать это – сначала придется внимательнее разобраться с тем, как “работает” армирующий пояс и его отдельные элементы.
Особенности “работы” арматуры в бетоне
При подробном рассмотрении поверхности стержней арматуры хорошо заметна ее рифленая структура. Такое устройство гарантирует надежное сцепление прутьев с застывшим бетоном и позволяет без труда удерживать их в фиксированном состоянии. При действии разнонаправленных нагрузок основные усилия принимают рифленые стержни. Бетон при этом разгружается и лучше сохраняется, что исключает вероятность появление в нем трещин или разломов.
Поскольку вспомогательные элементы в распределении нагрузок не участвуют – они имеют меньшую толщину, а их поверхность делается гладкой (без рифления), для этих целей применяют арматуру класса А1 (А240).
Надежное соединение составляющих армирующего каркаса необходимо для выдерживания нагрузок только в момент заливки жидкой смеси. Объясняется это большой тяжестью бетонного состава, который при определенных условиях может разрушить не слишком прочное крепление.
Способы соединения арматуры
Поскольку арматурный каркас собирается непосредственно на строительной площадке – для оперативного выполнения этой части работ используются простейшие способы соединения стержней. Самым распространенным и надежным принято считать вязку арматуры посредством предварительно отожженной мягкой проволоки.

Технология такого соединения предельно проста, но для многих новичков в строительных делах она неприемлема из-за отсутствия соответствующих навыков. Поэтому некоторые из них предпочитают выбрать второй вариант соединения, при котором потребуется запастись сварочным оборудованием. Такой подход еще раз вынуждает обратиться к основному вопросу данной статьи: а допускается ли варить арматуру под фундамент и не приведет ли это к его ослаблению?
Особенности вязки
По мнение большинства арматурщиков, самый удобный диаметр проволоки для вязки арматуры крючком, равен 1,2 мм.
Перед началом работ потребуется приготовить короткие отрезки длиной около 25-30 см и специальный крюк для вязки арматуры. Последовательность действий следующая.
- Сначала проволока складывается вдвое.
- Затем образовавшаяся петля перекидывается вокруг сборных элементов.
- В завершении она захватывается крючком и несколько раз проворачивается, образуя скрутку.
Вся процедура при наличии навыков выполняется за считанные секунды, а научиться этому удается довольно быстро. На видео ниже представлен пример того, как правильно вяжется арматура и какой скорости может достичь профессиональный арматурщик.
Основное достоинство вязки – возможность работать в отсутствии электропитания. Единственное требование в этом случае – хорошая освещенность зоны монтажа. К плюсам метода, относят и дешевизну проволочных заготовок (электроды и аренда сварочного агрегата обойдутся намного дороже). Поэтому профессиональные строители чаще вяжут арматуру, а не сваривают, при сборке стальных каркасов для армирования ленточных фундаментов и других железобетонных конструкций.
Достоинства и недостатки сварки
При определенных условиях сварка каркаса представляется более надежным вариантом решения поставленной задачи. Но при этом ее применение, как правило, ограничивается сложностями климатического характера (сильный дождь, например) или отсутствием электрической подводки. С другой стороны, в отличие от вязки в нормальных условиях сварка может применяться повсеместно (помимо ситуации с тонкими стержнями).
Крестообразное соединение арматуры дуговой ручной сваркой разрешается для прутов диаметром 10 мм и более.
Многие начинающие строители основной причиной сложности использования этого метода считают дороговизну оборудования, в комплект которого входят следующие наименования:
- Сварочный агрегат.
- Несколько упаковок электродов нужного типа.
- Комплект средств защиты сварщика (включая очки и спецодежду).
Во время выполнения работ важно строгое соблюдение требований техники безопасности. Чтобы исключить возможность получения ожога – нужно будет запастись индивидуальными средствами защиты (маской, рукавицами и специальным рабочим снаряжением). В определенных условиях исполнителю потребуется получить наряд-допуск на проведение работ повышенной опасности.
Одно из главных условий сварки арматуры любым способом, это то, что необходимо использовать арматуру с индексом «С» – свариваемая, например А500С, А600С и т.д.
Каких-либо противопоказаний к использованию сварки при сборке каркасов не существует. Кроме того, в соответствие с указаниями нормативных документов при работе на фундаментных конструкциях с арматурными стержнями увеличенного размера, этот способ – единственно допустимый. Так как конструкции каркасов из арматуры диаметром 32 мм и выше получаются слишком массивными, из-за чего проволочные скрутки не всегда способны выдерживать возросшие нагрузки.
Важно чтобы в процессе сварки арматуры её диаметр не уменьшился, и ребра не были повреждены. В противном случае, если она выполняет роль основного армирования, ее необходимо будет заменить.
Что же лучше, вязать или варить арматуру – мнение экспертов
По мнению большинства профессиональных арматурщиков, сборку каркаса для армирования бетона лучше всего производить методом вязки. Так как это удобнее, быстрее и экономнее.
Одно из главных преимуществ вязки перед сваркой, это как быстрый монтаж, так и демонтаж. Да, да, именно демонтаж, так как бывает, что арматурщик может ошибиться и собрать каркас с ошибками (человеческий фактор), либо пришли изменения проекта. В этих случаях, каркас, собранный с помощью проволоки легко разбирается и переделывается, а для разборки сваренного каркаса понадобиться специальный инструмент и не один час времени.
Важно научиться дифференцированно подходить к выбору одного из рассматриваемых способов соединения элементов каркаса. При этом, обязательны к выполнению требования, касающиеся особенностей технологического процесса. Последнее означает, что при возведении фундаментов небольшого объема с использованием не слишком толстых и массивных стержней, применение сварки нецелесообразно. То есть окончательное решение по выбору подходящего способа соединения принимается, исходя из условий монтажа и целевого предназначения каркаса, иногда уместно комбинировать данные способы.
В заключении отметим, что арматуру можно как варить, так и вязать, главное соблюдать технические требования по выполнению работ. Окончательный выбор способа сборки арматуры под фундамент, сварка или вязка, решается неоднозначно, все зависит от условий проведения монтажа и профессиональной подготовки самого исполнителя.
На этом все, если есть вопросы, задавайте их в комментариях, мы обязательно на них ответим.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Технология сварки арматуры

О СВАРКЕ
Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
.jpg)
Что такое арматура
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Во избежание раскрытия трещин при таких нагрузках в него замоноличивают стальные стержни круглого сечения – арматуру. Их дополнительная функция сводится к усилению бетона при сжатии.
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
- А-I (А240). Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали марки Ст3.
- А-II (А-300). Арматура этого и последующего классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Стержни диаметром менее 40 мм изготавливают из стали Ст5 (спокойной и полуспокойной), более толстые – из 18Г2С.
- А-III (А400). Изготавливается из стали 35ГС и 25Г2С. Вторая разновидность представляет собой улучшенный вариант и помечается нанесением на концы несмываемой белой краски. В отличие от первого, ее можно соединять электросваркой; стержни обладают повышенной прочностью за счет холодного вытягивания. А-III – один из самых распространенных видов арматуры. Применяется в ответственных конструкциях, в т.ч. предварительно напряженных.
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.

Особенности сваривания арматуры
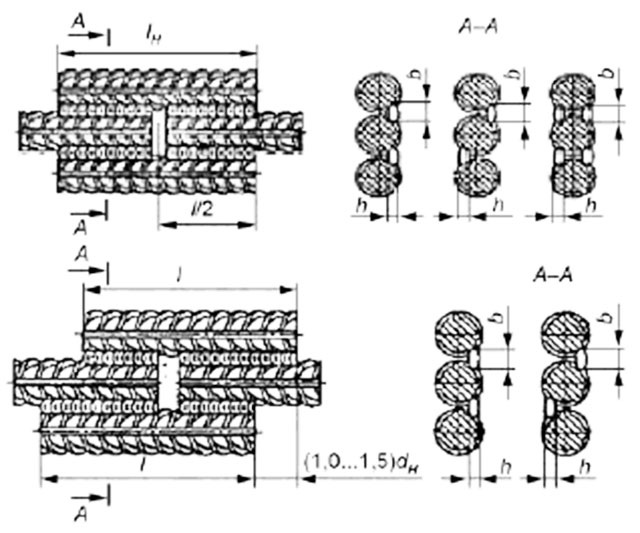
Круглая форма стержней обусловила появление специального метода – ванного. Его применяют при стыковой сварке, когда торцы элементов прилегают друг к другу.
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Перед сваркой с арматуры удаляют грязь и пыль. При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва. На крупных стройках этого не делают, т.к. подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени. Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Недостаток – высокий расход электродов. Чтобы заполнить ванну между прутами толщиной 28 мм, понадобится 3 4-миллиметровых расходника. Если они плавятся последовательно, от мастера требуется умение быстро менять их. Проще закрепить все 3 электрода в специальной гребенке и варить ими одновременно.
Точечная контактная
Такую сварку применяют на автоматизированных производствах. Ее преимущество – высокая производительность. Недостатки:
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
- Для гладких стержней – не менее 14 мм.
- Для профилированных – не менее 32 мм.
При наложении стержней внахлест сварку производят в нескольких точках.
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.

Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
В зависимости от того, какое оборудование имеется в наличии, применяют плавящиеся или тугоплавкие электроды.
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки – если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.

Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемая длина дуги составляет 2 мм. С увеличением данного показателя разряд начинает «гулять» по поверхности, что приводит к непровару и разбрызгиванию металла.
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
| Диаметр электрода, мм | СМ-11 | АНО-5 (6) | ВСЦ-4 | УОНИ-13/55 |
| 2 | – | – | – | 30-50 |
| 3 | 100-150 | – | 90-100 | 80-120 |
| 4 | 150-220 | 170-220 | 120-150 | 130-190 |
| 5 | 180-290 | 210-280 | – | 180-260 |
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
Параметры для ванного метода приведены в таблице:
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Процесс не влияет на прочность и пластичность стали. Данное обстоятельство особенно важно при сооружении фундаментов тяжелых зданий и других конструкций, рассчитанных на большие нагрузки.
- Дешево стоит. Отожженная вязальная проволока имеет намного меньшую стоимость, чем электроды; для ее применения не требуется электричество.
- Обходится без использования сложного оборудования. Нужен только специальный инструмент – крючок.
- Может применяться в отношении стержней любых диаметров.
- Операция доступна человеку без специальных навыков.
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Дополнительная информация
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
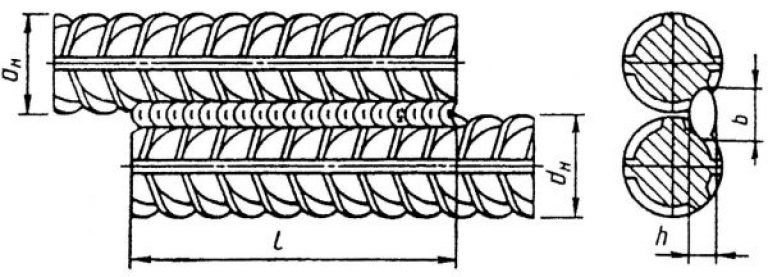
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Сварка арматуры: методы, материалы, параметры тока

Методы сварки
Наиболее широко используемые типы сварки арматуры – встык и внахлест. Но чаще всего предпочитают именно первый вариант. Проварка металла в этом случае осуществляется по всему участку стыка, что дает наиболее надежный шов. Данный метод применим при изготовлении ответственных конструкций, в то время как сварка нахлестным способом больше используется в быту или при создании каркасов, не рассчитанных на значительные нагрузки. Существуют и другие методы, о чем – ниже.
Встык ванным способом
Стыковая сварка арматуры выполняется с использованием одной детали – U-образной скобы, которую называют сварочной ванной. Сварка выполняется в нижнем положении. Скоба подкладывается под место соединения двух стержней, таким образом, часть стержней с местом стыка оказывается внутри ванночки. Далее при высоких токах (до 450 А при d электрода 5–6 мм) производится сварка. Если работы выполняются при минусовых температурах, силу тока следует увеличить еще на 10–15%. Поскольку эти значения высоки, допустимо лишь легкое касание стержня электродом.
В ходе работ присадочный металл расплавляется, полностью заполняя пространство ванны и образуя очень прочное монолитное соединение. Помимо прочности в числе преимуществ такого способа сварки – низкий расход присадочного материала. Ощутимый плюс и в том, что этот метод позволяет работать с толстой и очень толстой арматурой – от 20 до 100 мм.
При сварке встык используются ванны из различным материалов – графитовые, медные, стальные. Последние в результате становятся частью самой конструкции, графитовые и медные после сварки снимаются с арматуры.
Сварка арматуры внахлест
Если каркас из арматуры рассчитан на незначительные нагрузки на кручение или изгиб, прутья свариваются нахлестным способом. Работы в условиях промышленного производства должны выполняться по ГОСТ. Рекомендуемое пространственное положение для сварки — нижнее.
- предварительную очистку поверхности прутков от ржавчины и других загрязнений (за исключением некоторых марок с рутиловой обмазкой);
- наложение прутков друг на друга с участком соединения от 15 до 30 см;
- обварку верхней стороны соединения в двух местах (в районе концов каждого из стержней);
- обварку нижней стороны – посередине отрезка, на котором прутья соединяются внахлест.
Также нахлест может провариваться непрерывным боковым швом. Рекомендуемый угол наклона электрода при работе – 15% отклонения от вертикали. После выполнения работ с участка соединения убирается шлак.
Сварка крестообразных соединений
Как правило, она выполняется в горизонтальном пространственном положении электродами диаметром 4–5 мм. Перекрестно лежащие стержни должны быть прижаты друг другу таким образом, чтобы отсутствовали зазоры.
- Рекомендуемая длина дуги – короткая (соединение арматуры сваркой выполняется короткими прихватками).
- Электрод должен находиться под углом 30–40° относительно плоскости расположения стержней.
- Торец электропроводника должен быть направлен в угол, образуемый арматурными стержнями.
- Электрод постепенно перемещается вдоль места соединения деталей, прихватки производятся на расстоянии не менее 8 мм.
- Прихватки накладываются с двух сторон верхнего стержня – обычно он имеет меньший диаметр и не является рабочим.
Если же сварка осуществляется при вертикальном расположении стержней, то, напротив, сварной шов накладывается с обеих сторон рабочего стержня. При отрицательных температурах ММА сварка крестообразно расположенных прутьев не допускается.
Контактная сварка арматуры
Она возможна только с использованием стационарного оборудования. Высокопроизводительный, но при этом и высокозатратный способ. Контактно-стыковая сварка арматуры практически не применяется на строительных площадках из-за сложности транспортировки техники.
Проверка на прочность после сварки
После выполнения работ сварное соединение проверяется на прочность. Для этого существуют различные способы.
- Падение металлоконструкции с высоты 1 метр. Она должна с легкостью выдерживать ударную нагрузку, исключены малейшие возможные деформации в месте швов.
- Удары молотком – металл простукивается с разумной силой в участках соединений.
- Рентгеновское исследование – используется в отдельных случаях, особенно если речь идет об ответственных конструкциях.
Последний вариант позволяет определить скрытые дефекты (поры, трещины и прочее).
Рекомендуемые значения тока
При сварке каркасов арматуры выбор силовых показателей тока напрямую зависит от толщины арматурного элемента, марки и диаметра электрода. С возрастанием размерных показателей армирующего прута увеличиваются значения.
Марка электрода
Диаметр, мм
Сила тока, А
Марки типа Э42, СМ-11
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12. Один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45, АНО-21, а также ТМУ-21У (относятся к типу Э42).
Соотношение арматурных и электродных стержней по толщине
- Если диаметр арматурного прута находится в пределах 5–8 мм, используется электроды 2, 2,5, 3 мм, не более.
- При сварке изделий толщиной от 8 до 10 мм, как правило, задействуют стержни 3, 3,5, 4 мм.
- Если толщина арматурного прута превышает 1 см, то нужно использовать стержни диаметром от 5 и более мм.
Электроды для сварки арматуры от «Центр Метиз»
Весь ассортимент электродной продукции для соединения арматурных элементов представлен в нашем каталоге. Здесь вы найдете стержни разных диаметров под прутья различной толщины, присадочный материал с рутиловым покрытием, что позволяет вести сварку по ржавым поверхностям.
Ассортимент позволяет выбрать расходники как для работ в бытовых условиях (конструкции для дачи, загородного участка), так и для промышленного использования. Все представленные у нас электроды для сварки арматуры имеют необходимые сертификаты и свидетельства, полностью соответствует требованиям ГОСТ.
Читайте также: