Сварка аргоном в нахлест
Нужно будет попробовать, тем более сегодня начальник говорил, что нужно будет сварить 2 ванны. Материал 3мм, 316L. 1500х1300, высота 300 мм, плюс некоторые "прибамбасы" из уголков 50х50х5 по верхнему краю по периметру, перемычки между стенками для решётки сверху.
Делал примерно такие же ванны, но по в 2раза длиннее. На Днище делали загибочным станком типа "рёбр жёсткости", но всё-равно площадь листа большая, возникали деформации . Попробую сделать, как выше описано, правда не знаю, как скоро придёт эта работа. Потом постараюсь поделиться отчётом о проделанной работе
Это хорошо. Фото сюда потом плиз.
Давайте возьмем к примеру трубу нерж. Если сделан зазор в мм 3, то мы увидим и уже знаем, что тянет ее друг ко другу со страшной силой, то есть работает система натяжения. Так и в листовом металле. Еще пример, пищевая труба 2мм толщиной, без присадки варим и без зазора, трубу с трубой стягивает в процессе сварки и образуется обратный валик и внутри трубы и снаружи. То есть в этом случае металл растянулся и подался в валик с обоих сторон. С листовым железом если стык на стык в нахлест, металл при сварке углов тянется и уходит в пузыри, а если будут зазоры по всем углам-натянется. Сварку следует проводить в сторону углов днища, так как там есть жесткость сборки 3 х листов в угле.
Да. Проблема только в сварке. Если нерж., надо обеспечить поддув. Обычно трубка на 40 в тиски, далее подогнать под угол плотно, шланг в трубку, один варит, другой держит.
Если черн., уже проще. Есть еще один способ на нерж., что бы не заморачиваться на зазорах.
Вечером выложу на фото и объясню подробно. Только этот способ требует доп.работ и материала.
Так же для избежания деформаций и для ровности стенок можно сделать подобные ребра жесткости. Перед тем как прихватить к коробу лист заготовки, следует прихватить ребро, иначе при прихватках внахлест тоже может увести, смотря кто как прихватывает. Лучше всего слегка прихватывать, без перегрева. Еще одно не мало важное ребро сделано во внутрь короба, именно для нижнего фланца, тем самым разделив и усилив стенку короба. 2х зайцев убили ребром, и стенка ровная, и фланец жестко обозначен и его не колбасит на тонком листе. Отвод уже мой, обвязка установок. Вот с такими ребрами жесткости можно творить короба для души.
Прикрепленные изображения
И снова нержавейка, листовое и емкости, 7 лет меня с этим не было. Листовое, полы и деформация. Казалось бы, стыкуй вплотную и нет проблем, все очень просто так, да нет. Вплотную домики вырастут, пробивать начнешь, уйдут в холмы и впадины долины. А куда металлу деться?! Метал при нагреве и сварке стыка становится горячим, а значит слабым, тянется друг ко другу, как в молодости при первой любви он и она, сливаясь в зерна и скрепляясь. Как уже писал, от деформаций подобного рода можно уйти путем натяжения, делая при стыковке зазоры 1,5 мм. пластинки. Лучше при сваре раскидывать, сотка шва с права, лева, середина, уходим на другой лист варить, ждем прошлого полного остывания и плавим только проволоку, не ждем пере плавления, красота в этом случае нам выльется в ямы и бугры. Может кому пригодится данный опыт, листы были 1,5 мм. пол натянулся как струна. В следующий раз далее выложу емкостное
Аргоновая сварка алюминия

Конструкции и детали из алюминия и сплавов на его основе эффективнее всего соединять при помощи аргоновой сварки, выполняемой за счет использовании защитного газа аргона. Такой вид сварки предъявляет обязательные требования как к наличию специального оборудования, так и к соответствующим знаниям, опыту и квалификации сварщика. Что представляет собой аргоновая сварка алюминия, каковы ее преимущества и недостатки, что необходимо учитывать при использовании данной технологии, вы узнаете из нашей статьи.
Что необходимо учитывать при аргоновой сварке алюминия
Начинающим сварщикам важно понимать, какие процессы протекают в структуре алюминия в процессе выполнения аргоновой сварки. Разобраться с нюансами невозможно без знания химических свойств алюминия, для которого характерны небольшой удельный вес, высокая прочность и химическая активность.

Основная особенность алюминия, знать о которой стоит не только опытным сварщикам, но и тем, кто находится в самом начале своего профессионального пути, заключается в способности этого металла быстро вступать во взаимодействие с кислородом. В результате протекающей реакции на его поверхности образуется тугоплавкая оксидная пленка.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Интересным является тот факт, что для того, чтобы добиться плавления алюминия, понадобится температура +650 °С, оксидная же пленка начинает плавиться при температуре свыше +2000 °С. Если для выполнения сварочных работ с алюминием использовать постоянный ток, то нерасплавленная оксидная пленка может проникать внутрь расплавленного металла, приводя к ухудшению его внутренней структуры.
Вторая особенность, о которой не следует забывать в процессе выполнения сварочных работ в отношении алюминия и сплавов на его основе, заключается в неизменности его цвета при нагревании. Такое свойство металла затрудняет возможность визуального определения степени нагрева деталей, что в результате может стать причиной прожогов и утечки расплавленного алюминия в ходе сварочных работ.
Еще одна характеристика алюминия, которая должна быть обязательно учтена при выполнении сварки, заключается в существенном коэффициенте его объемной усадки, что зачастую становится причиной появления напряжений и деформаций внутри сформированного сварного шва и может привести к образованию в нем трещин. Не допустить подобные последствия можно двумя путями – за счет модификации сварного шва либо компенсации усадки металла благодаря использованию большего количества присадочной проволоки.
Во всех инструкциях, касающихся проведения аргоновой сварки алюминия и сплавов на его основе, указано, что занимающийся сварочными работами специалист должен быть знаком с основными характеристиками этого металла, среди которых отмечается его:
- высокая химическая активность;
- достаточно низкая температура плавления;
- существенная объемная усадка.
Плюсы и минусы аргоновой сварки алюминия
Аргоновая сварка алюминия и сплавов на его основе характеризуется определенными достоинствами, выгодно отличающими ее от прочих технологий проведения сварочных работ. Для этого способа характерен незначительный нагрев соединяемых деталей, что становится особенно актуальным при необходимости сваривать заготовки, имеющие сложную конфигурацию.
Для аргоновой сварки алюминия характерно получение высокопрочных соединений с однородным сварным швом, в котором нет пор, примесей и посторонних включений. Получаемый в результате использования этой технологии шов по всей своей длине имеет однородную глубину проплавления.

Разумеется, у аргоновой сварки алюминия есть и ряд недостатков, с которыми стоит ознакомиться, прежде чем сделать выбор в пользу той или иной технологии. Главный минус этого типа сварки заключается в необходимости применения сложного оборудования. Высокая эффективность проводимых операций и нужное качество шва будут получены только в случае правильных настроек как самого сварочного аппарата, так и дополнительного оборудования.
Рекомендуем статьи по металлообработке
Наиболее важным параметром, подлежащим настройке при выполнении аргоновой сварки алюминия, является скорость и равномерность подачи присадочной проволоки. Неправильные настройки аппарата приведут к тому, что проволока в сварочную зону будет поступать неравномерно, соответственно сварочная дуга начнет прерываться, в результате чего повысится расход как электроэнергии, так и аргона.
Аргоновую сварку алюминия можно назвать достаточно сложным процессом, однако при соблюдении необходимых требований, инструкций и наличия у мастера высокой квалификации, можно получить отличные результаты.
Особенности технологии аргоновой сварки алюминия
Аргоновая сварка алюминия, которую можно иначе назвать сваркой в среде защитного газа, требует четкого соблюдения инструкций, в которых прописана вся последовательность выполняемых мастером операций. На качество формируемого соединения влияет как правильность выполнения всех необходимых действий, так и расход достаточно дорогих материалов.

Для выполнения аргоновой сварки алюминия, помимо сварочного аппарата, необходимо дополнительное оборудование, которое будет обеспечивать хранение и подачу расходников. Надежность сварочного шва напрямую будет зависеть от технического состояния приборов и качества используемых материалов.
При выполнении аргоновой сварки алюминия и сплавов на его основе, нельзя обойтись без специального оборудования:
- источника электрического тока, который необходим для подключения как сварочного аппарата, так и всего остального оборудования;
- баллона, в котором находится защитный газ аргон;
- механизма, который отвечает за подачу в зону сварки присадочной проволоки.
Если в процессе сварки присадочная проволока подается ручным или полуавтоматическим способом, то необходимо использование вольфрамовых электродов, диаметр которых может составлять от полутора до пяти с половиной миллиметров.

Этот электрод, необходимый для формирования сварочной дуги, размещают под углом 80° к поверхности свариваемых элементов или конструкций. В случае подачи присадочной проволоки вручную, без использования полуавтоматического способа, ее необходимо расположить под углом 90° по отношению к электроду. Внимательно присмотревшись к процессу аргоновой сварки алюминия, можно увидеть, что присадочная проволока двигается впереди электрода.
При выполнении аргоновой сварки необходимо следить, чтобы длина сварочной дуги не превышала 3 мм. Отличительная черта этой технологии сварки заключается в том, что в процессе работ не выполняются поперечные движения присадочной проволокой.
При аргоновой сварке алюминиевых листов, имеющих небольшую толщину, следует использовать подкладку, в роли которой может выступать лист из нержавеющей стали. За счет него тепло будет лучше отводиться из сварочной зоны, благодаря чему не возникнет прожогов и протеканий расплавленного металла. Кроме того, при использовании такого рода подкладки, можно снизить расход электроэнергии, поскольку сварочные работы будут в этом случае выполняться на более высокой скорости.
Если аргоновая сварка алюминия выполняется на крупном промышленном предприятии, то для подачи газа аргона к сварочному аппарату используются централизованные сети. Присадочную проволоку наматывают на специальные бобины, которые закрепляются на полуавтоматических сварочных аппаратах. Инструкция требует, чтобы рабочие поверхности верстаков для сварочных операций были выполнены из нержавеющей стали.
На качество аргоновой сварки алюминия, помимо технического состояния используемых полуавтоматов и прочего оборудования, влияет также то, насколько тщательно подготовлены к обработке соединяемые заготовки.

Чтобы полученное соединения было качественным, заготовки должны быть тщательно очищены, на них не должны присутствовать грязь, жир и следы машинного масла. Очистку лучше выполнять при помощи любого растворителя. При толщине деталей более 4 мм необходимо произвести разделку кромок, а само соединение деталей выполняется встык.
Тугоплавкая оксидная пленка удаляется с поверхности заготовок напильником или щеткой с металлическими ворсинками. В случае сложной конфигурации места соединения элементов или деталей для зачистки можно использовать шлифовальную машинку.
Альтернатива аргоновой сварке алюминия
Помимо аргоновой сварки алюминия, для соединения деталей из этого металла и сплавов на его основе можно использовать другие технологии. Чаще всего прибегают к:
- сварочным работам, выполняемым с использованием газовой горелки;
- электродуговой сварке;
- аргонодуговой сварке.
При выполнении газосварочных работ по первой из названных технологий используется подаваемая в сварочную зону присадочная проволока, а также специальный флюс, в составе которого присутствуют фтористые и хлористые соли. Нагреваемые за счет пламени газовой горелки флюс и присадочный материал разрушают оксидную пленку, позволяя пламени плавить основной металл (температура плавления которого является не слишком высокой).

После того как сварка деталей с помощью данной технологии будет завершена, их следует незамедлительно промыть, чтобы удалить с поверхностей остатки едкого флюса. Основным преимуществом данного типа сварочных работ является минимальный расход присадочной проволоки.
Соединять детали из алюминия и сплавов на его основе можно также при помощи электродугового сварочного аппарата, специальных электродов из алюминия или присадочной проволоки, поверхность которой обмазана специальным флюсом. В этом случае сварка элементов происходит за счет воздействия постоянного тока обратной полярности.
Но самое эффективное и качественное соединения деталей получается благодаря аргонодуговой сварке алюминия. При использовании данной технологии элементы соединяются за счет электрической дуги, которая возникает между неплавким вольфрамовым электродом и соединяемыми заготовками. Для формирования сварочного шва требуется алюминиевая проволока, которая подается в зону сварки вручную или механическим способом (в случае применения полуавтомата). Оксидная пленка на поверхности соединяемых деталей разрушается за счет высокой температуры, достигаемой в результате горения электрической дуги. А высокая скорость перемещения сварочного электрода не позволяет алюминию переходить в жидкую форму и вытекать из зоны формируемого соединения. Основное преимущество данной технологии заключается в длительном сроке службы электрода, изготовленного из тугоплавкого вольфрама, благодаря чему достигается значительная экономия на расходных материалах.
Высокое качество и надежность сварного шва, получаемого в результате использования полуавтомата и присадочной проволоки обеспечивается за счет максимально возможного соответствия химического состава присадочного материала составу свариваемых деталей или конструкций.
Аргоновая сварка алюминия выполняется при помощи аппаратов, вырабатывающих постоянный или импульсный ток, либо устройств, сварочные работы на которых осуществляются за счет воздействия переменного тока.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Особенности сварочного соединения внахлест

Швы и соединения
Большинство металлоконструкций создается путем сварки. Такой способ помогает повысить надежность и прочность объекта. Одним из типов сварочных швов является нахлесточное соединение. Оно характеризуется минимальной чувствительностью к ошибкам при работе. Шов могут выполнить начинающие сварщики.

Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.
При сварке внахлест заготовки прочно стягивают. Соединение делают косым, боковым, лобовым или комбинированным способами. Реже применяют заклепочные или прорезные швы.

Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
Когда применяется соединение внахлест
Используют при работе с массивными деталями, перемещать которые с нужной точностью невозможно. Соединение внахлест нельзя применять при сварке заготовок, подвергающихся влиянию переменных нагрузок. Лобовые швы уместны при работе с листовыми конструкциями: обшивкой, емкостями, сосудами. Фланговые соединения предназначены для изготовления профильных объектов: стропил, колонн, мачт, подкрановых ферм. Швы с пазами и отверстиями используются для прикрепления настила к балкам.
Технологические требования
При формировании нахлесточного сварного соединения соблюдают следующие нормы:
- Согласно российским стандартам, внахлест можно укладывать арматурные пруты диаметром не более 2,5 см.
- При работе учитывают параметры электродов. Стержень диаметром 4-5 мм подойдет для сварки деталей толщиной 4-5 см.
- Нахлесточные швы выполняют ручным или полуавтоматическим аппаратом. Применяют контактные, ванно-шовные или электродуговые технологии.
- Соединение формируют длинными швами. Однако допустимо применение точечной сварки.

Разновидности соединений
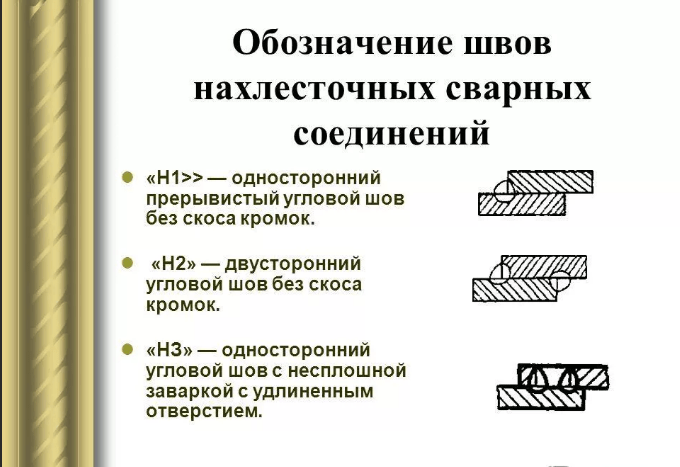
Существуют 4 основных вида швов: одно- или двусторонние, со скосом кромок или без такового.
Одностороннее
В этом случае проваривают только 1 сторону шва. Соединение применяется при создании конструкций, эксплуатирующихся в нормальных условиях с минимальными нагрузками.
Двустороннее
Соединение проваривают с обеих сторон. Этот тип швов считается более распространенным. Он отличается повышенной прочностью и надежностью, может применяться при работе с конструкциями, испытывающими увеличенные нагрузки.
Со скошенными кромками
В этом случае часть краев срезают под нужным углом, величина которого подбирается с учетом толщины детали. Это способствует лучшему провару соединения.
Без скоса кромок
Метод используется при работе с тонкими металлическими листами. Необходимо достаточно глубокое залегание соединения.
Плюсы и минусы
К положительным качествам нахлесточного сварного соединения относятся:
- простота формирования;
- необязательность строгого соблюдения параметров и размеров (незначительные погрешности не сильно влияют на качество сварки);
- повышенная прочность соединения на разрыв;
- невысокая стоимость процесса.
Недостатками рассматриваемого способа сварки считаются:
- непереносимость динамических нагрузок (по этому качеству нахлесточные соединения уступают стыковым);
- необходимость усиления швов при работе с некоторыми типами конструкций;
- узкая специализация соединений (сварка внахлест редко используется при строительстве каркасов или создании приборов).
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.

Параметры сварочного аппарата
Правильная настройка агрегата повышает качество шва. Рекомендованные параметры работы аппарата можно изучить с помощью таблицы.
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25-40 | 1,5 |
| 2 | 60-70 | 2 |
| 3 | 90-140 | 4 |
| 4 | 120-160 | 4 |
| 5 | 150-180 | 4 |
| 6 | 160-220 | 4 |
| 7 | 220-300 | 5 |
| 8 | 280-340 | 5 |
| более 10 | от 400 | 5 |
Выбор электродов
При отсутствии разделанных краев размер стержня выбирают по указанной выше таблице. При срезании кромок корневой сварной шов формируют с помощью электрода диаметром 2-4 мм. Использование более толстых стержней нежелательно. Это способствует возникновению дефектов: непроваров, шлаковых включений.
Верхние слои соединения накладывают стержнем диаметром 4 мм. Если толщина заготовок превышает 1,2 см, возможно применение электрода диаметром 5 мм.
Для снижения температуры нагрева основного метала и риска появления трещин используют стержень диаметром 2 мм. Это способствует образованию тонкого валика.
Обозначение соединения на чертеже
Для любых способов сопоставления деталей предусматриваются собственные отметки, с помощью которых сварщик понимает, какое соединение нужно делать. Нахлесточный сварной шов обозначают буквой Н. Ее ставят возле схематичного рисунка с параметрами. Нередко встречаются обозначения Н1, Н2. Цифра отражает номер соединения в классификации, использовавшейся при составлении чертежа.

Сваривание армирующего слоя внахлест
Для армирования металлопластиковых труб используют алюминиевую ленту. Ей можно придавать любые формы. Она устойчива к разрывам при любых технологиях сварки. Для улучшения свойств металл отжигают при температуре +360 °С, поэтому предъявляются особые требования к сварке ленты.
Если формируют нахлесточный шов, обрабатываемая зона нагревается до +330 °С, что меньше температуры плавления металла. Такая технология не ухудшает свойства алюминия.
При использовании стыкового соединения наблюдается перегрев сварочной ванны, из-за чего армирующий слой может потерять защитные качества.
Сварка в разных положениях
В зависимости от размещения деталей в пространстве выбирают контактную или дуговую технологию.
Электродуговой метод
Применяют в процессе сборки стальных конструкций. Сварка не вызывает затруднений при возможности перемещения заготовок. Сложности возникают, когда лист приваривается к металлическому потолку. В остальных случаях детали соединяют одинарным или двойным швом. Электродуговая технология исключает прожоги. При ее использовании к заготовкам не предъявляют строгих требований. Допустимы неточности в расчетах. Однако дуговой метод имеет и недостатки:
- перерасход металла, возникающий из-за наложения листов друг на друга;
- сниженная, по сравнению со стыковой сваркой, прочность;
- перерасход электродов из-за необходимости двустороннего сваривания.
Контактный способ сварки
Метод используется в производственных условиях. Шов приобретает хорошие эстетические качества, следы от электродов отсутствуют. Стержень ведут по краю кромки. Предварительная подготовка деталей не требуется. Сварочные точки не должны располагаться слишком близко к краю. Это же касается расстояния между элементами. Несмотря на эти требования, контактная сварка широко распространена в приборо- и машиностроении, производстве бытовой техники.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Как варить автомобильные диски с помощью аргона

Сварка аргоном
На автомобилях часто используются практичные легкосплавные алюминиевые колесные диски, придающие машине стильный вид. Они эксплуатируются долго, выдерживают большие нагрузки на дорожных неровностях, но иногда получают повреждения при попадании в ямы и колдобины на больших скоростях. Ремонт обходится дорого, занимает немало времени, имеет свои нюансы и особенности. Лучший способ – сварка дисков аргоном. Она восстанавливает поврежденные участки и возвращает изделиям вторую жизнь. Шов получается крепкий и надежный.

Общие сведения
Удары автомобильных колес на дороге – дело привычное. Каждое попадание в яму грозит поломкой дисков и невозможностью выполнения дальнейших поездок. Обод отливается из разных составов. Чистый алюминий для изготовления не используется, в него добавляется от 7 до 15% магния, а также кремний.
Какие повреждения убирают с помощью сварки
Кованый диск отличается высокой хрупкостью, литой – легко гнется.
В результате попаданий в неприятные ситуации на дорогах на металле могут появиться:
Все неисправности, кроме трещин ступицы, поддаются устранению.
Важность грамотной сварки
Устранение дефектов на дисках можно доверять опытному специалисту. При большой востребованности ремонта работники без опыта предлагают свои услуги. В результате вращающийся диск испытывает немалые нагрузки и часто рассыпается при попадании в яму. Это может привести к неприятностям: ушибам, ранениям, разбитым автомобилям и смертельным случаям.
Аргонная сварка литых дисков – дело, требующее:
Необходимо искать для проведения ремонтных работ специалистов с опытом, например РЛД-группы. Простое наложение шва поверх трещины недопустимо. Достичь мастерства можно только на практике, выполняя сварку аргоном сколов на деталях из алюминия и титана.
Квалификация работника исключает дисбаланс колеса, предупреждает его биение и сберегает автомобиль от нежелательных последствий.
Подготовительные работы
Чтобы заварить диск, его нужно правильно подготовить:
- удалить краску;
- разделать сколы;
- на концах трещин высверлить отверстия диаметром 2 мм для снятия напряжения сплава;
- снять абразивным материалом оксидную пленку до блеска стыка;
- обезжирить все кромки;
- для выбора заплаты выбрать обод из того же состава металла;
- места слома обработать шлифмашиной.
.jpg)
Неграмотный подбор материала для заплатки приведет к большому расходу электродов и не даст положительного эффекта. Краску нужно снять по рабочей зоне на 1 см от места сварки для избавления от химических испарений.
Сделать это лучше с помощью шлифмашины с диском толщиной 1 мм. Подготовленные детали свариваются намного качественнее.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Прочность шва зависит от выбора расходных материалов и инструментов.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 – AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |
Кабель с «массой» подключается к диску, положительный потенциал – к электроду.

Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы – признак большого содержания магния, присадка выбирается с Mn.
Особенности работы с алюминием и титаном
Сварка с использованием инертного газа производится для соединения деталей из титановых и алюминиевых сплавов.
Для этого применяются следующие способы:
- ручной с вольфрамовым прутком;
- автоматический с плавящимся электродом и аргоновой защитой.
Диски в мастерских ремонтируются чаще всего с помощью ручной сварки. Ток на инверторе устанавливается в пределах 120-140 А, аргон подается за 15-20 сек до начала рабочего процесса. Горелка подносится на расстояние 1,5-2 мм к детали и удерживается в этом положении. Шов получается надежный и прочный. При работе с присадочным материалом нельзя допускать резких движений рукой.
.jpg)
Сварка имеет положительные качества:
- не возникает на месте соединения оксидной пленки;
- можно скреплять детали из тонкого материала.
Чем больше повреждение, тем мощнее должен быть инвертор.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.
Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный – 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.
Читайте также: