Сварка аргоном под рентген
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
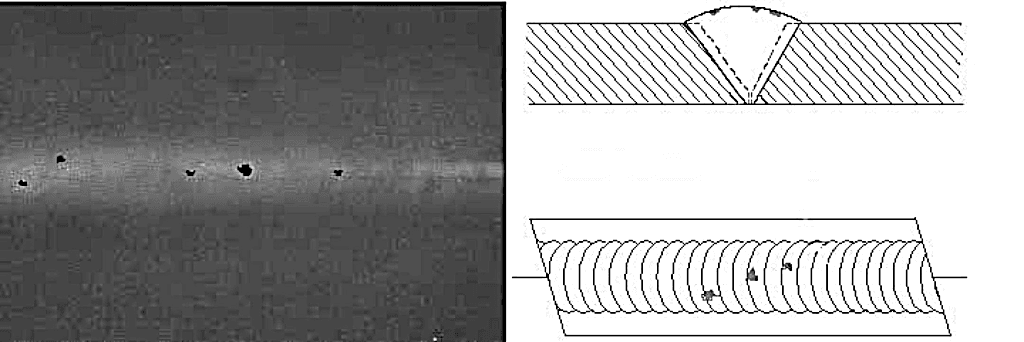
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С.
Сварка на просвет — что это такое и как выполнить?
Предлагаем Вашему вниманию замечательную статью о том, как правильно сваривать трубы, чтобы выполненный сварной стык прошел неразрушающий метод контроля (рентген, ультразвук) или по-простому, чтобы стык был «чистым на просвет».
Статья написана простым и очень доступным языком, чем сильно отличается от множества учебников и пособий по сварке, в которых, на мой взгляд, слишком много «воды». — Валентин Сыч (ДедушкаГастарбайтер). Орфография автора сохранена.
Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Сваривая «на просвет» или «под просвет» корень шва, сварщик варит трубы, имея между деталями зазор. Этот зазор должен быть сквозным, то есть, иметь просвет.
Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Сварка труб ручной дуговой сваркой
Прежде, чем приступить к самому процессу, необходимо подготовить применяемые детали и материалы.
- Этот вариант предусматривает применение труб диаметром от 159 до 219-и. При этом толщина стенки всего 8 миллиметров.
- В качестве дополнительных материалов можно использовать арматуру. В крайнем случае — проволоку.
- Сварочный аппарат.
- Электроды.

Подготовительный этап
Сварка труб под просвет всегда требует тщательной подготовки. Подготовительные работы начинают с подбора тренировочного материала. Для этого подойдут трубы среднего диаметра с толщиной стенки 6-12 мм. При этом параметры должны быть следующие: фаска – 65-70о, а приступ – 2 мм (независимо от размеров трубы).
Далее приступают к зачистке труб в местах будущего стыка. Их необходимо очистить от ржавчины, лакокрасочного покрытия и т.д. При этом зачистить трубу необходимо почти до блеска, лучше всего это выполнить шлифовальной машинкой. Далее снимаются все металлические неровности (для этих целей можно использовать резак). Также следует удалить и те участки труб, которые изменили цвет в процессе шлифования при помощи шлифовальной машинки. После этого поверхность следует обезжирить, используя ацетон и суконку.

Перед сваркой трубы следует зачистить от грязи и ржавчины.
Стык собирается при помощи центратора, при этом наиболее часто используется наружный центратор, однако лучше подойдет внутренний, поскольку он может удалить часть неровностей внутри трубы. При этом смещение сборки должно стремиться к 0 (а в идеале его вообще не должно быть). Зазор следует оставить порядка 2,5 мм (легко выставляется электродом такого диаметра).
Когда с заготовками закончено, приступают к подготовке электродов. Для сварки корня лучше всего применять электроды LB52U диаметром 2,6 мм. Их следует прокалить в печке, для подобных электродов прокалка осуществляется при температуре около 390 градусов в течение 2 часов. После прокаливания их кладут на хранение в пенал (если не планируется быстрое использование). Температура в пенале должна быть не ниже 80 градусов. Совет: в случае если нет времени на полноценную прокалку электродов, опытные сварщики сушат их резаком на мягком пламени на протяжении 1,5 минут.
Важно знать, что подобная технология закалки категорически запрещена для применения, однако в экстренных случаях она способна выручить. При этом не следует сушить все электроды сразу – они быстро остынут и наберут влаги, поэтому подсушивать электроды следует по 1-2 штуке.
Подбор РДС

Настройка сварочного режима – основа качественного соединения деталей. Сварка на просвет не исключение. Существуют разные типы РДС, подходящие разным видам сварных работ.
При обработке труб, в выборе сварочного режима значение имеет толщина стенки трубы и используемые присадочные прутки. Сила тока подбирается к каждому типу детали отдельно. В этом поможет опыт, либо совет коллеги.
Касательно других пунктов сварочного режима:
- Применяется короткая длина сварной дуги.
- Скорость сваривания подбирается средняя. Повышенная скорость чревата пропусками, пониженная – прожигами в полотне шва.
- Полярность настраивается отрицательная.
- Тип тока – постоянный.
Важную роль в режиме сваривания играет мощность напряжения дуги. Однако она и несколько других показателей подбираются в соответствии с конкретной деталью. Многие характеристики сварных работ зависят от предпочтений мастера.
Ключевым моментом в сварке на просвет является правильное технологическое окно. Оно представляет собой углубление, образованное во время расплавления краев стыка труб.
За ним нужно тщательно следить, так как с его помощью можно вовремя заметить, что качество шва нарушено.
Сваривание корня шва на просвет требует много практики. Подбор правильного режима сварки происходит опытным путем, а значит, чем больше сваривания труб будет проведено, тем проще будет определиться с настройками для конкретной детали.
На стадии, когда опыта еще нет, можно спрашивать рекомендации у мастеров старшего поколения.
Сварка труб полуавтоматом
Для того чтобы качественно выполнить работу, необходимо учитывать множество мелких, но важных характеристик.
- Сила тока.
- Напряжение.
- Диаметр и скорость подачи проволоки.
- Полярность и иные характеристики.
Принцип сварки полуавтоматом практически идентичен дуговой сварке. Но стоит уделить особое внимание настройке всей аппаратуры. Если все настройки соответствуют особенностям технологического процесса, тогда шов будет ровным и практически незаметным.

Процесс сварки труб на просвет
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода.
Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Если во время выполнения сварочных работ у вас закончатся заготовки, тогда нужно приостановиться и нарезать необходимое количество. Это позволит сохранить фаску нетронутой. Для трубы указанного диаметра нужно сделать 4 прихватки.
Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ. Это грязь, ржа, нагар, жир и так далее.

На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.
При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.

Выполнение работ в домашних условиях
Для того чтобы выполнить все работы, необходимо соблюдать технологию производства всех необходимых мероприятий. При этом нужно учитывать особенности сварочного аппарата. Важно помнить о том, что нужно соблюдать порядок производства всех необходимых мероприятий.
Сварка трубы на просвет – видео сможет наглядно продемонстрировать особенности производства каждого отдельного технологического процесса. Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Ошибки в сварной обработке труб

Поскольку на практике просветная сварка труб сложная работа, у начинающих сварщиков часто происходит забраковка деталей. Избавиться от нее без практики и наработки личного опыта невозможно.
Ускорить обучение может разбор теории сварочного дела и стандартов по сварке на просвет.
Далее будут приведены ошибки в просветной обработке труб и способы их предотвращения.
Первая проблема заключается в непроваренных участках. Их появление происходит, когда превышена скорость сварки, а мастер не достаточно опытен. Недостаток практики играет ключевую роль в сварке на просвет.
И именно наработка опыта позволит предотвратить появление непроваров в будущем.
Нередко портит деталь наличие провисших участков, созданных неаккуратностью шва. Это результат несоблюдения технологического процесса и режима сварки на просвет.
Опыт и интуиция важны в просветном сваривании, однако изучение техдокументации к заданию существенно облегчит выполнение работы.
Еще пара советов для предотвращения типичных ошибок:
- Несмотря на сложность, сваривание производится при короткой длине сварной дуги. Даже если хочется облегчить задачу, нельзя менять длину дуги. Сварка уже на среднем значении ухудшит качество соединения.
- В процессе сваривания пруток не отрывается. Отрыв присадочного прутка производится только при необходимости его обновления.
- От детали к детали нужно следить за настройками силы тока.
- Не стоит игнорировать подготовительный этап. Правильная зачистка и разделывание кромок облегчает работу.
- Работа проводится только сухими присадочными прутками.
- Не стоит проводить процесс сварки на просвет во время непогоды.
- Качество оборудования и дополнительных элементов тоже имеет вес в надежности результата.
Заключение
Сваривание металлических труб на просвет должно всегда проводиться с ответственным подходом к делу. Вне зависимости наличия контроля качества.
То, как сварщик относится к работе вне контроля результатов труда, показывает его качества как работника. Некачественное исполнение труб всегда может иметь последствия.
Однако изучению ошибок и проблем во время сварного процесса стоит уделить больше внимания. Здесь были приведены лишь некоторые из них.
Перед работой стоит изучить все доступные материалы, справки и документы. Это поможет на практическом этапе и ускорит выработку своих принципов сварки.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Кол-во блоков: 14 | Общее кол-во символов: 13290
Количество использованных доноров: 5
Информация по каждому донору:
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
Аргонная сварка - много имен, но суть одна
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – "сварка аргоном", "аргоновая сварка", "аргонодуговая сварка".

- ручную аргонодуговая сварку неплавящимся электродом (TIG, GTAW) рекомендуем прочитать статью "Сварка в инертных газах вольфрамовым электродом (TIG)" или раздел "Ручная аргонодуговая сварка"
- полуавтоматическую сварку в инертном защитном газе (MIG, GMAW) рекомендуем прочитать статью "Сварка плавящимся металлическим электродом в защитных газах (МIG/МАG) и сварка порошковой проволокой" или посетить раздел "Полуавтоматическая сварка"
Принцип действия аргонодуговой сварки
Во время сварки процесс плавления происходит в газовой среде аргона. Главное орудие – это электрическая дуга. Именно в этой дуге происходит преобразование электрической энергии в тепловую. Потому что плотность именно тепловой энергии способна расплавить металл.
На открытом воздухе зона сплавления металлов должна быть закрытой от кислорода, так как воздух очень плохо влияет на качество сплавки металлических швов.
Во время сварки через сопло подаются специальные газы, которые как бы вытесняют кислород и азот, таким образом, защищая швы металла во время сваривания.
Как упоминалось ранее, зачастую аргонная сварка производится с помощью вольфрамового электрода, т.е. TIG (GTAW). Но также дополнительно можно применять такие газы как гелий, азот, водород или на крайний случай углекислый газ. Но в углекислоте сварку нужно производить уже не вольфрамовым, а угольным электродом или плавящимся электродом (MIG, GMAW).
Что касается типов аргонодуговой сварки, то их существует несколько.
Типы сварки аргоном:
- ручная - горелку нужно перемещать вручную;
- механизированная - горелка также перемещается вручную, но проволока подается механически;
- автоматизированная - весь процесс происходит автоматически, но контролируется оператором;
- автоматическая - участие оператора не нужно.
Как мы уже выяснили, в сочетании с вольфрамовыми электродами обычно используют аргон или гелий. Когда вольфрам попадает под действие кислорода, он начинает разрушаться. Поэтому важным и более эффективным является использование аргона.
Чем же аргон лучше гелия? Во-первых, его стоимость значительно ниже, чем у гелия. Это связано с тем, что его добывают из воздуха. И в связи с тем, что он тяжелее, чем воздух - аргон лучше защищает зону сваривания.
Применение сварки в среде аргона
Среди всех видов сварки, наиболее востребованной является аргонодуговая сварка. Это связано с тем, что по качеству она наиболее полно удовлетворяет все запросы и требования. Она гарантирует высокое качество и прочность швов.
Свою целевую аудиторию аргонная сварка нашла как в промышленности, так и в быту. В большинстве случаев применение аргоновой сварки используют для создания строений каркасов. Это связано с тем, что в каркасах швы должны выдерживать большую и постоянную нагрузку.
Если вам предстоит работа с металлами, которые плохо свариваются между собой или очень тонкими металлическими изделиями, то тут лучшим помощником также станет аргонодуговая сварка. Очень широкое использование аргонной сварки также можно отметить и в автомобильной промышленности.
С появлением аргонной сварки сложность при орбитальных швах также исчезла, так как с помощью различных автоматов можно отлично сварить между собой неповоротные стыки труб.
Снимки сварных швов, обучение и фото — за 20 минут!
В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков. Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог FOMADUX сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном, при сварке алюминия)
Вы также можете посмотреть наш видео ролик о всех дефектах в сварных швах, переходите на канал.
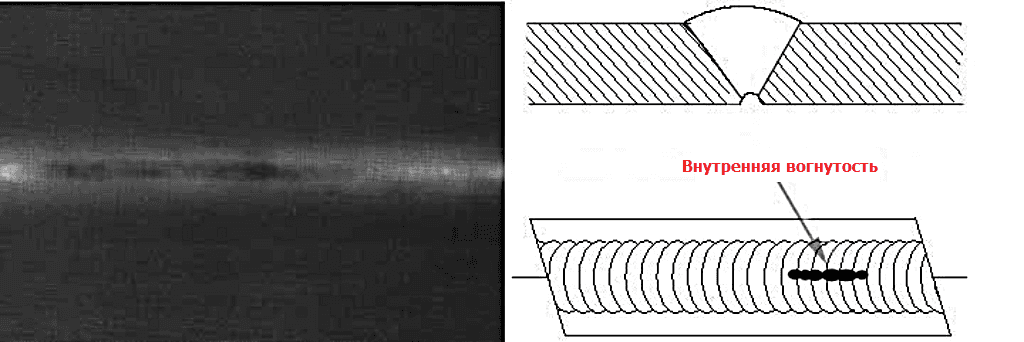
внутренняя вогнутость
Понимание сварных швов на снимках происходит в три основных этапа:
- Обнаружение
- Интерпретация
- Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ «Универсальный модулятор» — ибо все эти шаги используют УМ рентгенолога. В данному случае УМ — это способность разрешать пространственную картину используя воображение.
Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Данная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы на снимках сварного шва
Разрывы — это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали — называются дефектами.
Виды сварочных разрывов на снимках сварного шва
Холодные круги
Холодные круги — это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
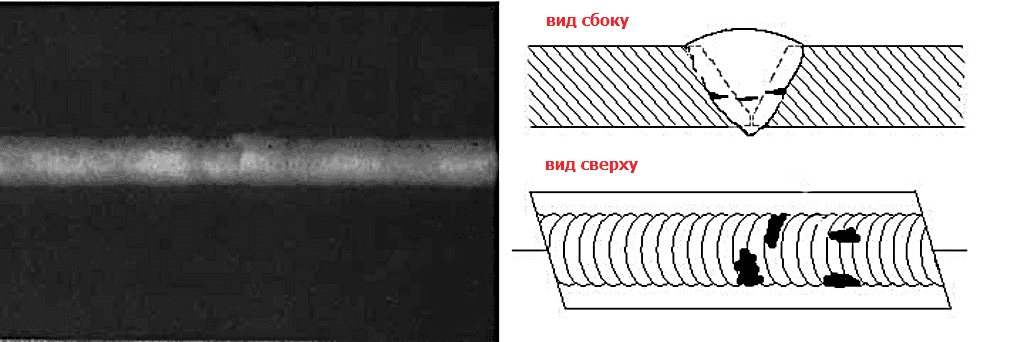
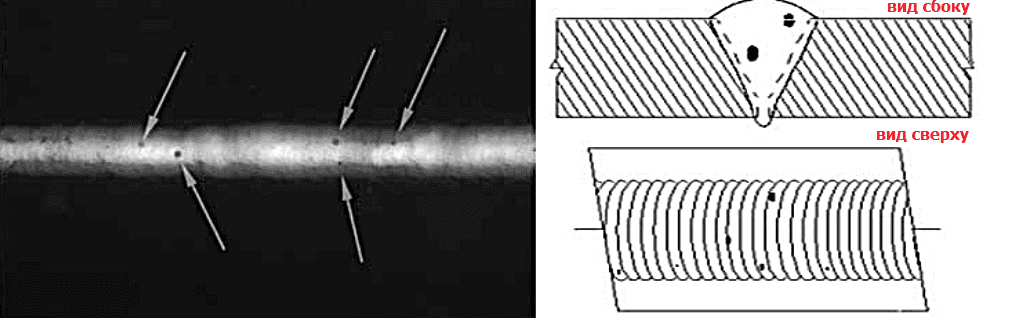
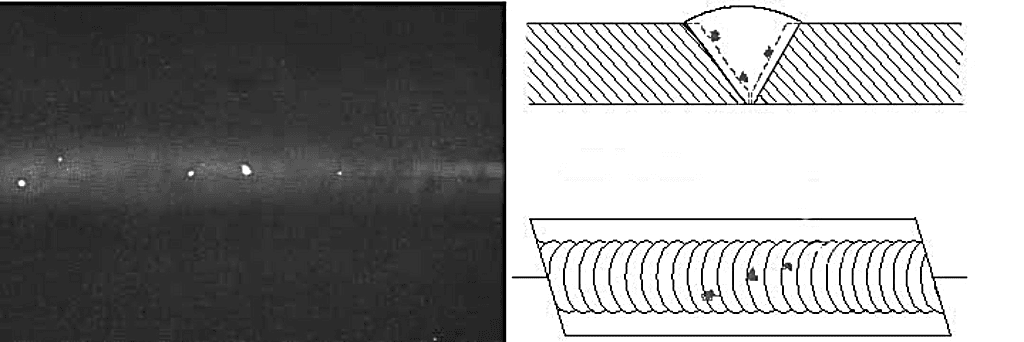
Пористость сварного шва
Пористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
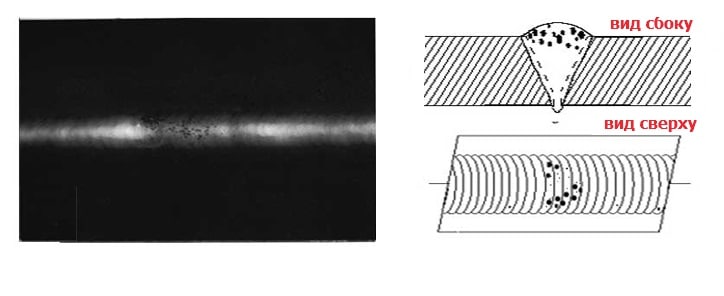
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
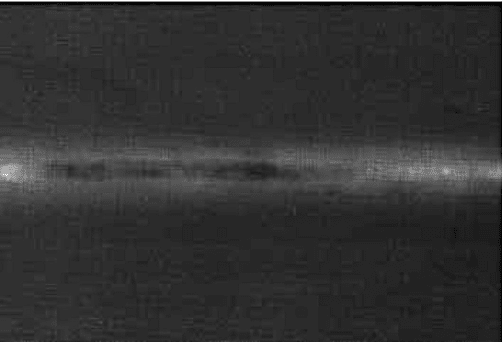
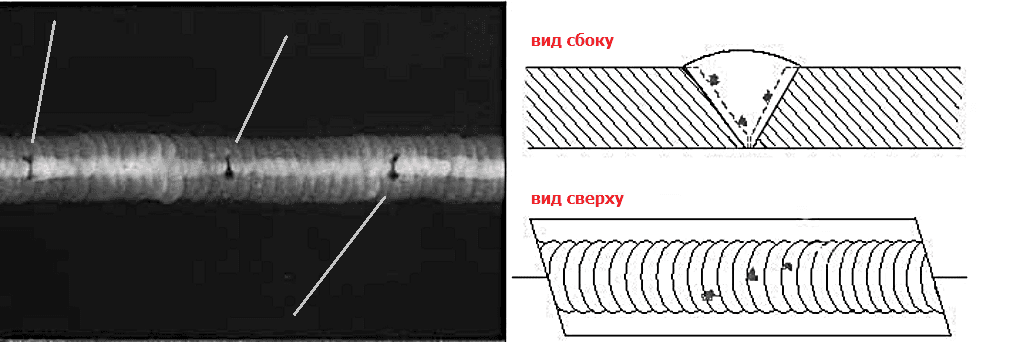
Шлаковые включения
Шлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
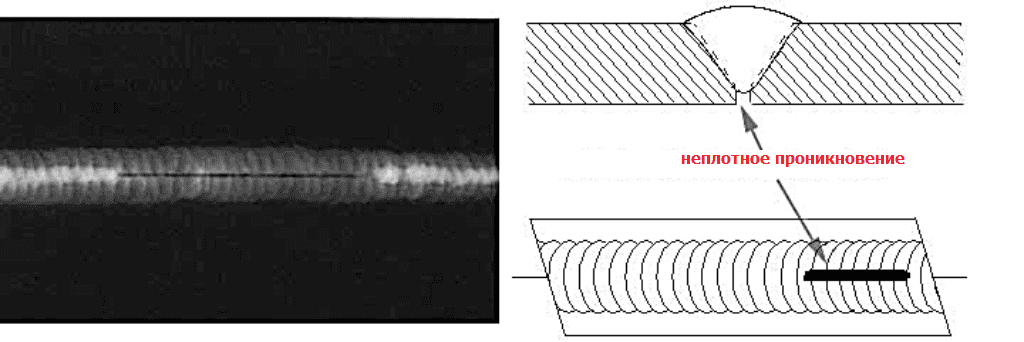
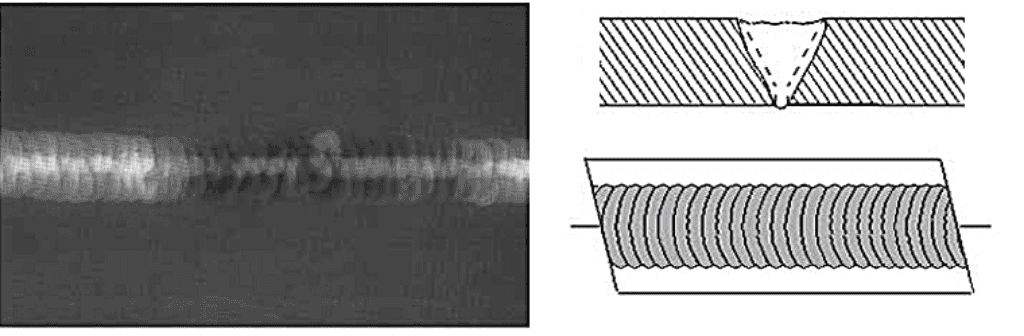
Неполное проникновение или отсутствие проникновения
Неполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
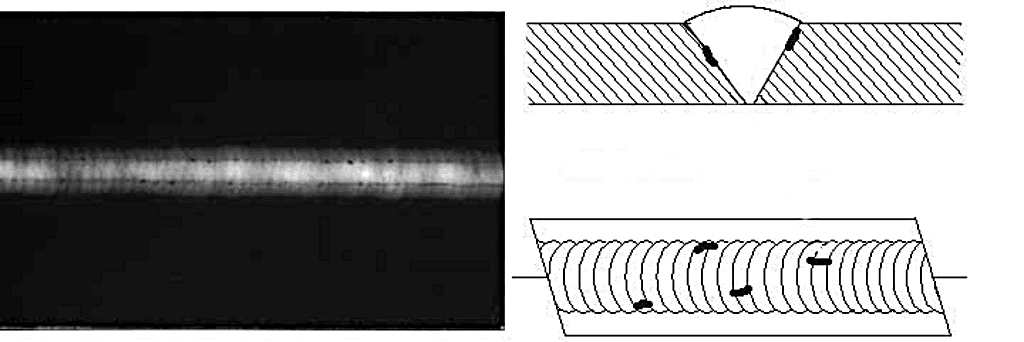
Неполное плавление
— это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
Внутренняя вогнутость — это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
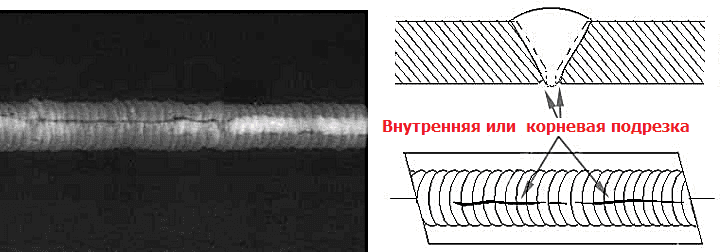
Внутренняя или корневая подрезка
— это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
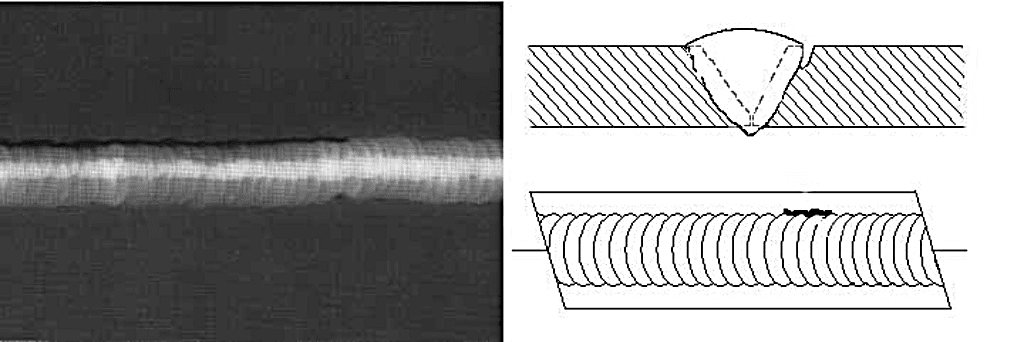
Наружная или коронковая подрезка
Наружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.
На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
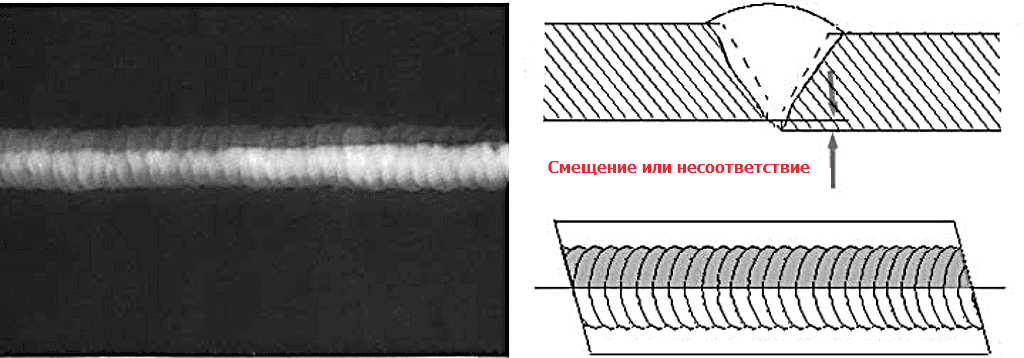
Смещение или несостыковка
Смещение или несоответствие — это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
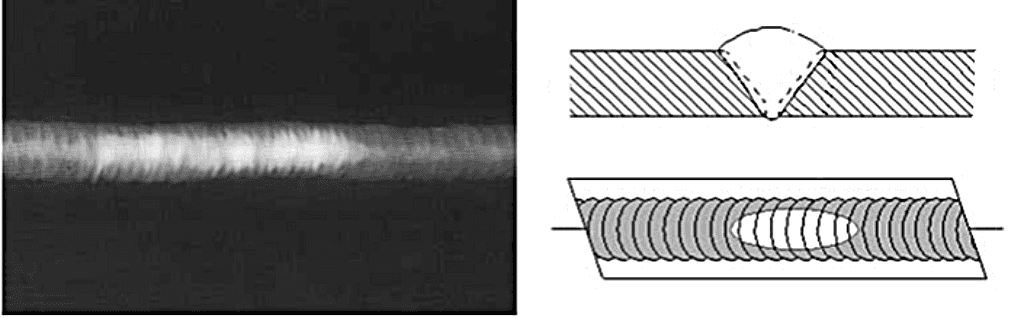
Недостаточное армирование сварного шва
Недостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва
Избыточное усиление сварного шва — это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
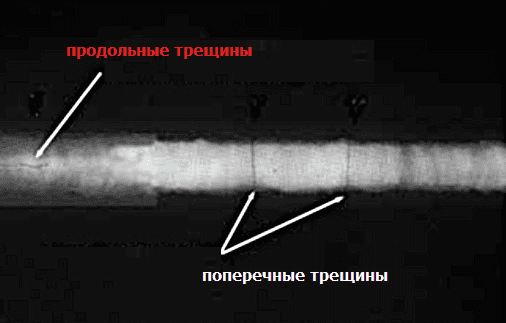
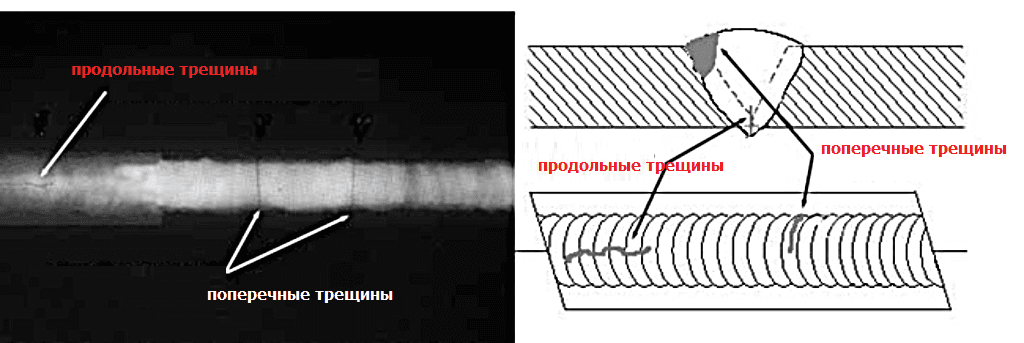
Трещины на снимках сварных швов
Трещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как «хвосты» на включениях или пористости.
Вас интересуют снимки дефектов в отливках? обратите внимание на наши снимки в описании рентгеновской плёнки agfa D7. Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.
Дефекты в сварке аргоном TIG
Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Вольфрамовые включения
Вольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
На рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.
Оксидные включения
Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
Усы
Усы — это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
Читайте также: