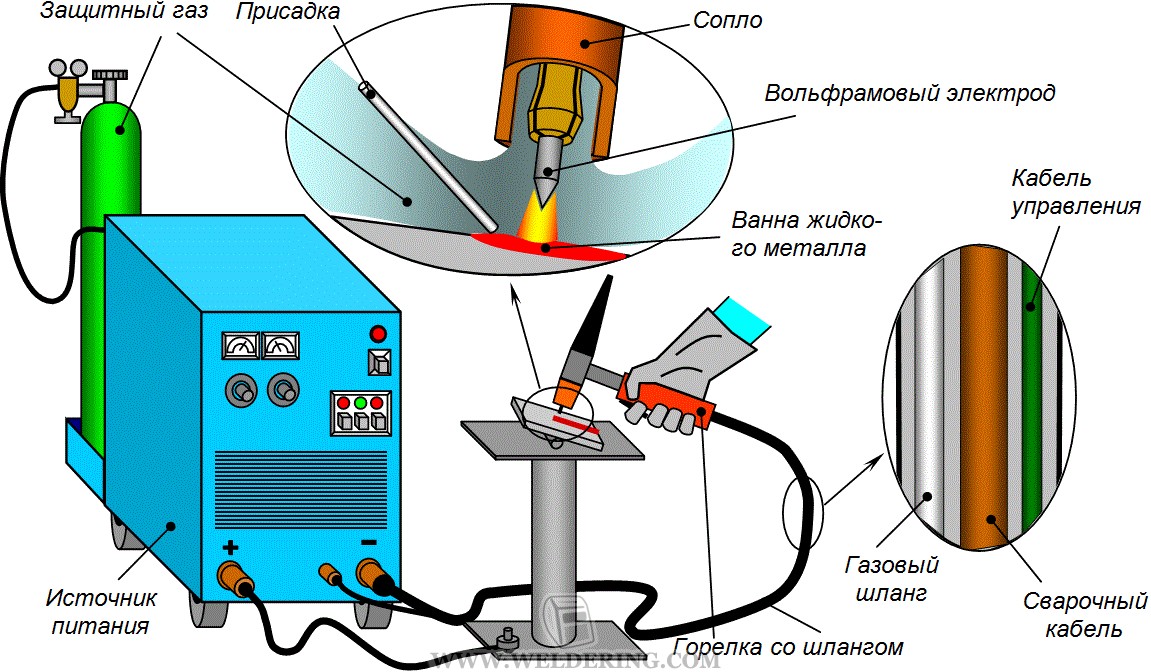
Сварка алюминия вольфрамовым электродом
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод
Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Сварка алюминия при помощи инвертора
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:

- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.
Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Алюминий — свойства и особенности
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
ВАЖНО ЗНАТЬ: Технология сварки аргоном в видео-уроках
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Сварка алюминия в домашних условиях инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость.
Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы.
Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла.
Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита.
Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее.
Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва.
Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода.
Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов.
Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке.
При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида.
Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
| Толщина стенки, мм | Сила тока, А | Диаметр электрода, мм |
| 2 | 50-60 | 2.5 |
| 3 — 4 | 80-90 | 3.2 |
| 5 — 6 | 90-140 | 4 |
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.

А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:

- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Как подготовить алюминий к сварке?
Оптимальным выбором оборудования для сваривания алюминия и сплавов считается сварочный инвертор.
Потому что именно этот тип аппаратов обеспечивает быстрый поджиг, стабильность дуги и аккуратность шва.
Кроме того, для сварки алюминия подходят все виды инверторных сварочных устройств, независимо от производительности, куда важнее правильно выбрать электроды.
В домашних условиях сварка алюминия инвертором требует соблюдения некоторых условий.
Сварка вольфрамовым электродом: особенности и преимущества.

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
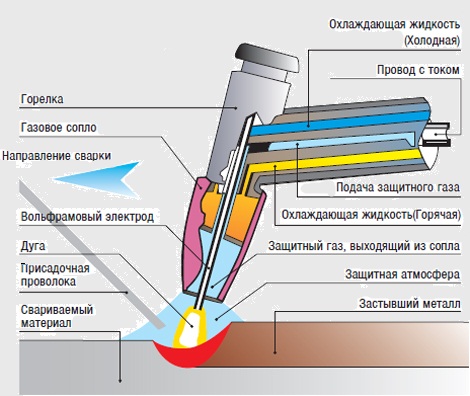
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
Вольфрамовые электроды для аргонодуговой сварки
Среди неплавких электродов часто встречаются уникальные модели, которые предназначены для тех функций, на которые не способны другие разновидности. Вольфрамовые электроды для аргонодуговой сварки используются для того, чтобы создавать электрическую дугу нужной мощности а также плавить основной и присадочный металл, в качестве которого применяется сварочная проволока. С учетом того, что здесь защитной средой выступает газ аргон, то покрытия для проволоки и не требуется. Данные изделия отличаются высокими эксплуатационными характеристиками и хорошей термостойкостью.

Внешний вид вольфрамовых электродов
Вольфрамовые электроды для аргонодуговой сварки представляют собой тонкие стержни, которые сделаны из прессованных частиц данного металла. Дело в том, что вольфрам является очень тугоплавким, благодаря чему именно из него и делаются данные изделия. Для электродов используется не цельный металл, а прессованные мелкие частицы, которые подвергаются сильной температурной обработке. По внешнему виду и свойствам они мало чем отличаются от литых металлов. Изделия могут выпускаться как со специальными покрытиями, которые способствуют стабилизации дуги, раскислению металла, газо- или шлакообразованию, легированию металла и так далее, или без него. Не плавящийся вольфрамовый электрод производится по ГОСТ 23949-80.
Сварка вольфрамовым электродом в среде аргона намного более качественная, чем другие разновидности данного процесса. Здесь нет лишних осадков от обмазки. Сам инструмент является универсальным и не дает каких-либо негативных осложнений. Для домашнего использования такой метод может показаться несколько дорогостоящим, но в производстве и при работе с ответственными конструкциями он становится незаменимым.
Виды вольфрамовых электродовМодели вольфрамовых электродов различаются по цветам:
- Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.

Вольфрамовые электроды типа WP
- Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
- Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
- Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
- Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
- Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

Вольфрамовые электроды WL-15
Физико-химический составБольшинство вольфрамовых электродов ВЛ имеют в своем составе от 97% вольфрама и выше. Естественно, что у каждой марки этот параметр индивидуален, но в большинстве случаев это чистый металл. Вольфрамовые электроды для аргонодуговой сварки, которые без добавочных элементов содержат 99,5% вольфрама. В остальных случаях, в среднем, содержится 1,5-3% таких добавок как:
Читайте также: