Сварка алюминиевых проводов между собой
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
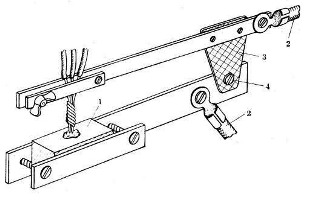
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
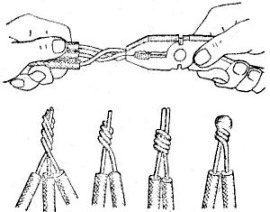
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Сварка алюминиевых проводов
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.

Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводовКогда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводовСварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.

Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводовДанный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сваркеПеред тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.

Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
«Важно!
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Пайка алюминиевых проводов
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.

Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.

Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводовПомимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводовПайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайкеВне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Как соединить алюминиевые провода: пошаговая инструкция
Когда требуется соединить между собой 2 разных участка провода, то необходимо кроме качественного контакта, получить достаточную прочность участка, где эти провода соединяются между собой.

Если принимать во внимание нормативные документы, которые действуют на территории нашей страны, то соединять алюминиевые провода между собой допустимо с помощью различных способов:
Несмотря на то, что все эти способы соединения, указанные в нормативных документах, представлены в качестве универсальных, далеко не каждый из них окажется подходящим при работе с алюминиевыми проводами.
Прежде всего, это связано с особенностями такого материала, как алюминий, в частности, с его техническими характеристиками. Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Она не способна проводить через себя электрический ток. Помимо этого, у оксидной пленки довольно высокая температура плавления – в районе 2000 градусов. Этот показатель значительно выше по сравнению с температурой плавления самого алюминия.
Если же снимать эту пленку механическим способом, то она очень быстро снова возникнет. Стоит отметить, что наличие данной пленки при паянии алюминия очень сильно мешает процессу соединения алюминиевой жилы с припоем. Также, она способна вызвать затруднения при сварке проводов, потому что вследствие ее наличия возникают различные включения, из-за которых сильно снижается качество контакта.
К дополнительным характеристикам такого материала, как алюминий, относится повышенная хрупкость и текучесть. В связи с этим, при соединении проводов из алюминия следует заранее позаботиться, чтобы они были расположены так, чтобы полностью исключалась возможность механического воздействия на данный участок.
Стоит отметить, что при соединении проводов с помощью стандартного болтового зажима, его придется периодически подтягивать, так как металл будет постепенно вытекать из-под болта. В результате, соединение будет становиться слабее.
Скрутка

Алюминиевые провода зачастую соединяют между собой при помощи скрутки. Это наиболее простой, но и самый опасный метод соединения проводов между собой.
Последовательность действий при использовании данной технологии будет следующий:
- Сначала, с проводов снимают изоляцию приблизительно по 4-5 см с каждой стороны. Удобнее всего здесь применять специальный инструмент, предназначенный именно для этой цели.
- Теперь контакты следует обезжирить. Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне.
- Наждачной бумагой удаляют оксидную пленку с поверхности металла, то есть зачищают его до получения металлического блеска.
- Провода скрещивают друг с другом, после чего одна из жил максимально плотно накручивается на другую при помощи пассатижей.
- Второй провод таким же способом накручивается на первый.
- Скрутку теперь следует заизолировать при помощи изоляционной ленты. Профессиональные электрики также рекомендуют воспользоваться специальной термоусадочной трубкой или кембриком. С его помощью можно качественно предохранить оголенную область от негативного воздействия внешней среды.
В принципе, технология довольно-таки простая. Надо лишь помнить о том, что жилы требуется оголять минимум на 4-5 см, а скрутку производить не вручную, а только при помощи пассатижей, чтобы провода прилегали к другу максимально близко.
Если этого не сделать, то в результате получится неплотный контакт, из-за чего участок может сильно нагреваться. В свою очередь, такой эффект вызывает короткое замыкание, а в некоторых случаях даже пожар.
Резьбовое соединение

Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
На винт, провода нужно будет обязательно намотать, чтобы площадь его соприкосновения с контактной площадкой была значительно выше. Профессиональные электрики зачастую поступают так: плющат это кольцо на наковальне, чтобы повысить площадь соприкосновения.
Технология выполнения качественного резьбового соединения проводов начинается со снятия с них изоляции на расстояние, равное 4 диаметрам винта. Зачищенные участки обезжириваются.
Потом нужно загнут их кончики так, чтобы образовались кольца.
На винт надевают элементы в следующей последовательности:
Вся эта система затягивается до тех пор, пока пружинная шайба не будет находиться в выпрямленном состоянии. В принципе, если оба провода сделаны из алюминия, то между ними можно не прокладывать стандартную шайбу.
Используем клеммные колодки

Если у алюминиевых проводов незначительная нагрузка по току, то их можно соединять между собой при помощи клеммных колодок. Несмотря на то, что внешний вид таких изделий может сильно отличаться, принцип их работы один и тот же.
Корпус у колодок делается из пластика либо карболита. В нем расположены трубки с толстыми стенками, изготовленными из латуни. По бокам находятся резьбовые отверстия. В противоположные концы заводят соединяемые провода, которые закрепляют с помощью винтов. Необходимо отметить, что в одну латунную трубку разрешается вставлять столько проводов, сколько туда поместится.
Это не слишком надежное соединение по сравнению с пайкой, однако на монтажные работы тратится в несколько раз меньше времени. Помимо соединения проводников, изготовленных из одного материала, в клеммных колодках допустимо использовать разные провода.
Неразъемное соединение

Если в дальнейшем не планируется разбирать соединение проводов, то можно использовать так называемые неразъемные способы. Данные методы являются одними из наиболее надежных. Желательно их использовать, прежде всего, в труднодоступных местах.
Одним из наиболее легких методов неразъемных соединений является опрессовка. Для этого берется алюминиевая трубка подходящего диаметра, провода скручивают между собой, вставляют в эту трубку и зажимают пресс-клещами. Лучше всего здесь, чтобы проводники входили максимально плотно.
Лишь в этом случае соединение получится наиболее прочным. Стоит отметить: если провода входят в трубку довольно плотно, то скручивать их между собой даже не придется. На последнем этапе соединение изолируют.
Сегодня в продаже можно найти специальные наконечники для изготовления данного соединения, у которых уже имеется изолирующий колпачок. Он сжимается вместе с наконечником и обхватывает провода, закрывая к ним какой бы то ни было доступ.
Для получения качественного неразъемного соединения, нужно иметь специальные клещи, которые будут не перекусывать, а лишь сдавливать. Если их нет в наличии, то вполне подойдут и стандартные пассатижи.
Пайка и сварка

Пайка проводов позволяет получить довольно качественное и неразъемное соединение. Однако, при соединении алюминиевых проводов, следует помнить о наличии на них оксидной пленки, из-за которой будет не слишком хорошо держаться припой.
Чтобы не допустить возникновения такого дефекта, нужно следовать определенной последовательности действий:
- Соединяемые участки проводов обрабатывают специальным флюсом, который снимает оксидную пленку с поверхности.
- Припоем обрабатывают как можно более тщательно, чтобы у него была наибольшая площадь соприкосновения с проводами.
- Когда участок соединения остынет, его желательно обработать наждачной бумагой, чтобы убрать острые края, которые могут повредить изоляционный слой.
- Провода в обязательном порядке изолируют.
Пайка требует наличия определенных навыков.
Следует сказать, что у этого метода есть несколько отрицательных моментов:
Сварка чем-то напоминает пайку проводов, но выполняется она значительно быстрее. Для того, чтобы получить качественное соединение, электрод подносится к участку соединения всего лишь на 1-2 секунды. Оба конца провода предварительно обрабатывают флюсом для удаления оксидной пленки.
Если нет опыта работы в этой области, то первоначально следует потренироваться на заранее подготовленных, но при этом не подключенных в систему скрутках.
После завершения сварочного процесса, скрутки проходят специальным растворителем и покрываются лаком. В результате получается качественное соединение, которое может прослужить в течение длительного периода времени, так как такой способ позволяет не допустить возникновения перегрева. Соответственно, такой участок нужно будет изолировать.
Альтернативные варианты

Провода можно соединить между собой с помощью заклепки. В принципе, подобная технология похожа на винтовую технологию, только здесь вместо винта берется заклепка. В конечном итоге получается неразборное соединение.
Выполняется такое соединение довольно просто: на заклепку через пружинную шайбу надеваются оба проводника, затем ее вставляют в заклепочник и сводят ручки до тех пор, пока не раздастся щелчок.
Также, существует специальный плоско-пружинный зажим. Такие изделия бывают одноразовыми и многоразовыми, когда провод может как вставляться, так и выниматься. Однако, следует помнить, что подобные зажимы выполняются из пластика, поэтому использовать их для силы тока свыше 10 А нежелательно.
Работать с ними весьма просто: провода зачищают и вставляют в зажим до щелчка. Без использования специального рычажка вытащить их оттуда невозможно. Также желательно изолировать данный участок провода.
Особенности соединения
Алюминиевые провода лучше всего размещать в специальных распределительных коробках, к которым они должны подходить в гофрированных рукавах. Это особенно важно, когда прокладка ведется на улице или же в случае сооружения проводки во влажном помещении типа ванной комнаты.
Вообще, когда производится соединение алюминиевых проводов, которые будут функционировать на улице, необходимо позаботиться о том, чтобы к участкам соединения не подходила влага.
В противном случае, не удастся избежать короткого замыкания. Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.
Соединение сваркой алюминиевых проводов

"Правила устройства электроустановок" допускают только 3 способа соединения проводников: пайка, сварка и зажим в клеммах. Это касается и предварительно скрученных проводов в разветвительных коробках. Наилучшими электрическими характеристиками, надёжностью и долговечностью обладает однозначно сварка. Кроме того, при большом количестве соединений этот способ оказывается еще и самым быстрым и дешевым. С медными проводами вопрос решен и закрыт.
Однако, несмотря на требования 7-го издания ПУЭ о прекращении использования для электропроводки алюминиевых проводов (при сечении менее 16 кв.мм.), они все еще применяются и достаточно широко. Например, при ремонте (без полной замены) старой алюминиевой проводки. Комбинировать медь с алюминием еще хуже, чем оставить алюминий.
Таким образом, вопрос о сварке алюминия становится очень актуальным, тем более, что его физические и химические свойства затрудняют и другие способы соединения.
Самым неприятным из этих свойств является быстрое окисление алюминия на воздухе с образованием весьма прочной оксидной плёнки. Она обладает настолько большим электрическим сопротивлением, что в низковольтных приборах (микрочипах, электролитических конденсаторах и т.п.) даже используется в качестве диэлектрика.
В пружинных и винтовых соединениях (за счёт деформации основы) оксидная плёнка в момент протяжки разрушается, но переходное сопротивление контакта с такими вкраплениями оказывается все-таки повышенным, что ведёт к его нагреву со всеми вытекающими последствиями. Еще больше мешают окислы пайке и сварке.
Для борьбы с этой плёнкой при пайке может применяться механическая зачистка во время лужения долго и сложно, особенно на высоте, а при сварке – осциллирующие аппараты, работающие в атмосфере инертного газа и пробивающие оксидную пленку высоковольтными электрическими импульсами – весьма громоздкие и дорогие.
Универсальным методом для обоих типов соединений является химическое растворение плёнки специальными флюсами. Поиск оптимального состава флюса – задача непростая: он должен эффективно растворять оксид алюминия, минимально реагируя с чистым металлом (притом, что прочность, температура плавления и химическая стойкость оксида значительно выше), не выделять каких-либо вредных соединений, вызывающих коррозию окружающих предметов или слишком токсичных для человека, и так далее.
На сегодняшний день существует весьма неплохой, приемлемый для работ и на высоте, выбранный из нескольких вариантов состав флюса, который был испытан при отработке технологии сварки алюминиевых скруток с помощью аппарата сварки скруток ТС 700-2.

Флюс для сварки алюминия представляет собой белый порошок, который достаточно растворить водой до состояния сметаны и нанести путём погружения или кисточкой на конец 4-6 мм подготовленной скрутки.
Сварка производится аналогично медным проводам – примерно за 1-2 секунды подводимым снизу, к торцу скрутки угольным электродом. Для качественной сварки поверхность электрода следует периодически очищать от прикипевшей окалины и шлаков. Флюс растворяет оксидную плёнку алюминия, исключает доступ кислорода в процессе формирования капли и предотвращает прилипание электрода.
Но важно сначала потренироваться на заранее подготовленных скрутках прежде, чем приступать к сварке на ответственных объектах. Желательно, после сварки концы сваренных скруток промыть любым растворителем и покрыть любым быстросохнущим лаком с последующей их изоляцией.

Важным моментом при сварке алюминиевых скруток малых сечений является достаточно низкое напряжение дуги. Более низкая, чем у меди, температура плавления алюминия приводит к его разбрызгиванию в месте образования необходимой капли. Поэтому следует использовать аппараты с напряжением на электродах не более 20В, например, специально сконструированный для сварки в разветвительных коробках и шкафах трансформатор ТС 700-2.

В заключение (чтобы у кого-то не сложилось ошибочных впечатлений) резюмируем так: не изобретено ничего революционного. Старый проверенный способ. Просто теперь существует более эффективный флюс и более удобный и недорогой специализированный сварочный аппарат, подходящий для сварки скруток из разных материалов, что делает сварку скруток доступной даже новичкам-электрикам, после соответствующей тренировки.
Аппараты для сварки медных и алюминиевых скруток Тс 700-2, используются в электромонтажной сфере.
Читайте также: