Сварка 57 трубы на просвет
Сдача на НАКС .РДС, КО и СК. Варим две катушки 159я стенка 5 мм и 57я толщина 2 мм . Ни разу не слышал что бы на РДС такую толщину давали ? Спрашивал какие электроды будут , сказали что лб-52 2.6мм и уони 13/55 3 мм.
А для толщин до 2х мм надо 2ку электроды .
Не ошибается тот, кто ничего не делает
Опыт всегда приходит сразу после того, как он был нужен.
Варите без разделки кромок на малом токе пройдите корень примерно ампер 40 но не забывайте про то что стык быстро нагреется и затем или ток убавить или дать остыть маленько зазор выставляйте чуть меньше диаметра эл-да.
Стык неповоротный?
Да, 2 мм слишком тонка труба, странно. Но все же лично сам бы постарался применить к данному делу электроды мр. в не поворотном положении. У этих электродов минус есть, много шлака, плюс, малый коэффициент наплавки , но в не поворотном положении с 6 на 12 это шлак не мешает, а на оборот. Зажигаются отлично и при отрыве и вновь контакте не доставляют проблем залипания. Поэтому варить именно 2 мм без зазора и фаски будет комфортно, скачками, главное не пропускай. Проварил пяточку, отрывай, и т.д. В прошлом варил именно ими 37 трубку на отопление, просто шедевры выкладывал именно таким способом. Помнится от ацетилена отказались на заводе на сварку отопления при моем появлении там. Дело это тонкое, чувствительное, но возможное. Да, чуть не забыл, шлак на потолке не сбивал. Начал примерно с 5 часов, далее когда на 6 часов прыгаешь, шлак вывешивается с 5 часов на 6, словно катится под горочку и висит там, когда начнешь варить с другой стороны, 5 часов-начало буде в шлаке но и мешать не будет шлак, будет видно металл. Вот начало будет почти с 6 часов второго шва. Если сбивать шлак и начинать второй шов, не так красиво выходит, нет слитности и порой даже висит лишняя шишка металла. Не сбитый Шлак очень хорошо придерживает метал и дает доп. защиту. Что касается электродов ЛБ., с ними работать следует-зажег и вари без отрыва, отрывов не любят, залипания частые и при отрыве после залипания отваливается обмазка с электрода, да так, что приходится выкидывать и брать новый. Вот на пятерочку толщину пойдет без отрыва.
Да, 2 мм слишком тонка труба, странно. Но все же лично сам бы постарался применить к данному делу электроды мр. в не поворотном положении.
Спасибо за совет . Только разрешат ли варить мр-3 или ок-46 , если в заявке электроды лб и уони ? Вообще не понимаю чем наше начальство думает ?
Стенка 2 мм, не не слышал .
1. Аппарат профессиональный (не китай).
2. Просушенные электроды lb 2.6 мм.
3. Пара катушек на подбор токов, зазоров "под себя".
4. Болгарка для корня лишней не будет.
5. Не перегревай металл. Успехов !
Если все таки 2 мм, то попробуй в один проход сварить. Меньше усиление шва.
Разрешают со своими приходить. На тонко стен.трубу следует применять электроды с наименьшим коэффициентом наплавки, а это самое то. А начальство думает о себе, как купить более крутую машину или еще что
Напиши результаты твоей сдачи и удачи
Напиши результаты твоей сдачи и удачи
Не нашли они трубу с такой толщиной стенки ))). Варил две катушки под 45 градусов : 159я 10мм в 3 прохода и 57я 4мм в один проход , визуально заварил нормально , отправили на просвет .
Не нашли они трубу с такой толщиной стенки ))). Варил две катушки под 45 градусов : 159я 10мм в 3 прохода и 57я 4мм в один проход , визуально заварил нормально , отправили на просвет .
Как 57 варили,без отрыва,зазор какой,электроды,движения электрода? У меня проблемы со сваркой тонкостенной без отрыва.
Как 57 варили,без отрыва,зазор какой,электроды,движения электрода? У меня проблемы со сваркой тонкостенной без отрыва.
разделка кромок 60 градусов, притупление 2 мм, зазор 2мм электроды лб-52 или ок- 53 , 2,5 мм ток постоянный обратной полярности 50-55 А,
максимально короткой дугой , все прихватки зачищал под нож с обеих сторон .
зазор 2мм электроды 50-55 А,
максимально короткой дугой , все прихватки зачищал под нож с обеих сторон .
нужно было ток по меньше зазор по больше и будет полный провар, а так же можно совсем было срезать притупление и сваривать стык. На работе именно так и делаем без разделки тока меньше ампер 40 на корень зазор 3,2 мм.и проходит все просвет. Самое главное не прожеч корень, а остальные дефекты исправны. Прихватки по ходу сварки можно и вовсе срезать отрезным диском.
короче положил с фазкой два конца трубы на разбитый элетрод которым буишь варить, 2млм, в дугу скрученый, вот те зазор, если НАКС, тебе зафиксируют в 45, градусов, начинаешь с потолка, 180, придерживая второй электрод двумя пальцами второй руки, движениями вверх вниз, 40 ампер, делаешь провар, по всей плоскости, если не получилось проварить дно, забей сразу, или пытайся пока есть возможность, там рентген,дальше, все поры снимаешь отрезным кругом, зачесной не пролезет,делаешь провар в ампер 60, толщину шва посмотри на пачкке,ну и облицовачный, как твой уровень позволит, это твой подчерк,трубы варить это не шубу в трусы заправлять)
придерживая второй электрод двумя пальцами второй руки, движениями вверх вниз
chegevarik , Чел, скорее, слово "второй" два раза употребил, вот и непонятка. Сам не сразу допер, что написано! Шелест , нужно уважать читающих и писать на общераспостраненном и всем понятном русском литературном языке или просто более доступно, иначе без переводчика не обойтись! Учитывайте, что письменное послание не совсем как разговорная речь и если писать как говорим, то бывает очень сложно понять суть.
Это надо показывать, я двери лоскутные делал (верт гор и потолок, для себя, двери не плоские) - лист 2мм, тренировал руку 3йкой от прожегов и на красивый валик, там игра с углом электрода дает монолитность и чешуйка как на аргоне, вообще 2мм электрод изменяет концепцию наплава\оплавления кромки, 3йкой чуть сложней, эффект отвода тепла на остывший верх валика надо забивать в кисть руки и длина корня на "спуске" к кромкам тоже не больше не меньше а где то 2-3 мм (не прожжет и сплавит под РК), там идея грамотно отводить тепло при двежении к валику и проплавлять к корню, 2х заходное формирование проще, только если на 1м проходе дрогнет рука, дело закончится плохо, РК в отличии от УЗК "палит" продолжение шва (надо аппарат с функцией стартовый ток, что не у всех есть) либо обрыв дуги делать под "кратер" но грамотно, иначе тоже несплавление (у дешевых электродов это болезнь). У 3го диаметра есть ток, при котором 2 мм валика жидкие - на нем заварить элементарно, особенно от 180 до 360 без отрыва\гашения, но магнитные аппараты меняют разбрызгивание, оно под РК может погубить образец, никто не запрещал "пальцевый" держак - вместо движения кистью траектория идет как ручкой (если будут намекать на работу кистью) - им пример труба на 100 мм от пола, туда рукой не залезешь. Ну и в довершение то что по факту считается нарушением технологии - проход корня с присадочным материалом (он отводит прожигающее действие дуги на кромки) - качество уровня аргонной, но если инструктор ведет наблюдение, такой метод запрещен (а почему отдельная тема), хотя РК держит.
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
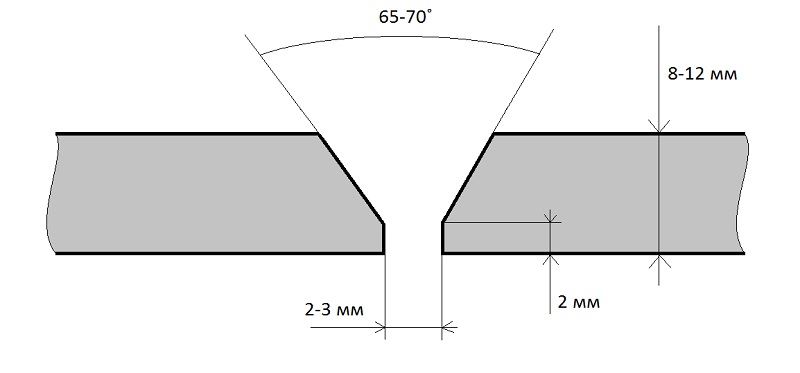
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Как на самом деле варят трубу на просвет
Рано или поздно, каждый уважающий себя сварщик сталкивается со сваркой трубы. В этой статье, я хочу рассказать и показать наглядно, как мы варим трубу на просвет. Хочу заметить, что данный пост не является рекомендательным, а лишь является одним из методов введения сварки технологических трубопроводов.
Как уже было написанно ранее, мы все сталкиваемся с трубами. Благо у кого-то есть хорошие контакты, которые могут показать и рассказать о сварке трубопровода наглядно, но в некоторых случаях, нам приходиться восспользоваться поиском в интернете. На сегодня, интернет засыпан статьями о сварке трубопровода, но. везде описанна теория, а как мы знаем, теория всегда отличается от практики. В этом посте, я наглядно покажу как я сварил стык, который занял около 15-20 минут и который прошел просвет.
Первым делом, мы готовим саму трубу. В нашем случае, это труба диаметром 219 мм 8мм стенки.

Как написанно в теории, так и в практике, стыки надо зачищать от грязи, песка и ржавчины. Для этого много ума не надо, а только лишь качественный инструмент и хороший монтажник в бригаде.

После тщательной зачистки щеткой болгарки, приходит время для стыковки двух концов труб через центратор соответствуюшего размера. В нашем случае, трубы попались хорошего качества и мы почти ни когда не делаем притупление, что позволяет монтажнику не менять саму болгарку либо диски на ней.


Хоть нам и повезло с трубами, но с техникой не особо. На сегодняшний день, на много удобнее использовать современный эксковатор, который может мягко изменять положения трубы в отличии от трубоукладчика.

Когда трубы пойманы в центратор, приходит время делать прихватки. Самы трубы соеденены в плотную без зазора. Когда труба зафиксированна и зажата в центраторе, монтажник отходит в другой конец трубы и по тихоньку отталкивает её в сторону, тем самым делаля зазор с левой а потом и с правой стороны. При такой стыковке, обычно получается, что от низу до вверха стыка зазор имеет разный размер, другими словами, с низу зазор может быть 1 см а сверху накрыт чуть ли не в нахлёст. Получается, что где то в середине есть зазор, который нужен мне. В моём случае это 2,5-3 мм.

Прихватив одну сторону, делаем все тоже с другой стороны. Получилось так, что вверх у нас немного зажат, а низ слишком открыт. Тут в дело вступает техника, которая должна плавно отпускать трубу, тем самым выровнив ее сверху до низу.

По теории, надо делать 3 прихватки и с 4 начать варить. В нашем случае, так как привариваемая трубу весит настропах трубоукладчика, нам достачно и 2-х прихваток по бокам, но всё же иногда я делаю третью сверху.

Вроде всё. Труба готова к сварке горня шва. Осталось только монтажнику снять центратор и можно приступать к делу.


Начинаем сварку корня. Тут уж у кого как руки набиты, кто любит на большом токе кто то на мельком. Так же, по технологии надо варить в три шва, это:
1. Корень
2. Заполнение
3. Облицовка
Мы же справимся в два прохода. Сварку корня мы введем путем наполения, что значит "заполнение" шва отпадает и остается только последующая облицовка.


Когда корень шва сварен , вызываем монтажника, который зачищает корень при помощи болгарки с щеткой. Хочу отметить сразу, что защишаем только щеткой и без прохождения шлифовальным кругом.


Это конечно не правильно по "теории", но мы как-то справляемся. Иногда получается просто ужас, а иногда нет. Единственное когда мы используем шлейфовальный круг, это только при наличии пор.


Корень зачищен, пора приступать сразу к облицовке шва. Ставим току побольше и начинаем варить снизу вверх.
Сварка труб «на просвет»

О том, как осуществляется сварка на просвет, часто спрашивают даже профессиональные сварщики. Это особенно актуально сейчас, когда работодатели стали требовать повышения качества сварочных работ при сварке водопроводных труб, труб системы отопления, газовых труб и т.д. При этом качество сварных швов стали строго контролировать при помощи ультразвука. Поэтому новичку после ПТУ или техникума, который не имеет большого опыта сварочных работ, очень сложно качественно сварить трубы. Однако выход есть – достаточно некоторое время потренироваться варить трубы в гараже. При этом не следует пугаться такой работы – ведь начинающий сварщик получает опыт. Поскольку, только постоянно совершенствуясь, можно добиться высокого качества сварного шва. Все люди, которые сейчас производят сварку под просвет, тоже когда-то учились. В статье мастер сантехник расскажет, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Что значит «сварка на просвет»




Этот этап очень важный, выполняйте его предельно внимательно. От правильности сборки полностью будет зависеть успех сварного соединения.
По правилам необходимо состыковать трубу и прихватить ее. Делать это нужно так, чтобы был соответственный зазор для полного провара, не было смещения. Так же хотелось бы отметить, что трубы бывают с эксентриситетом (не совсем круглые). По правилам допускается 1 мм, но все-равно это много и в корне шва могут быть не сплавления из-за смещения и эллиптичности труб.
Для стыковки труб берут ровный уголок или швеллер, на который их укладывают и выставляют зазор, который может быть примерно от 2 до 3 мм. Обычно его обеспечивают диаметром электрода, который просто вставляется в стык между двумя трубами. Если вы варите электродом 2,5 мм. то, соответственно, и зазор будет столько же.
При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Для более надежной стыковки так же можно применить магниты. Их можно закрепить с двух сторон.
Настройка режима сварочного аппарата


Для сварки трубы диаметром 133 мм и толщиной стенки 4 понадобится ориентировочный ток 50А, в процессе работы его можно корректировать. Прихватка ставится сначала с одной стороны трубы, потом, соответственно, напротив. Если это необходимо, корректируется зазор между трубами. Третья прихватка ставится на 90˚ от первой, а четвертая напротив третьей.

После постановки прихваток необходимо их хорошо зачистить. В их начале и конце необходимо сделать запилы, чтобы устранить возможные дефекты (несплавления и поры).

Схема сварки труб «на просвет»: 1 - Корень шва; 2 - Заполняющий шов; 3 - Облицовочный шов


Ошибки и дефекты
В процессе сварки у начинающего сварщика могут появиться некоторые дефекты. Сварка на просвет не должна их содержать. Поэтому стоит рассмотреть причины появления недочетов.
Самая большая ошибка, которая возможна при сварке – это непровар. Если он имеет место быть, то это говорит об очень низкой подготовке сварщика (а точнее об ее отсутствии). Таких сварщиков не допускают для работы с трубами вообще (на любом объекте). Однако это не повод опускать руки – надо тренироваться.
Весь остальной брак (провисы, неаккуратные швы и т.д.) связан с несоблюдением технологии и техники сварочных работ, описанных в данном материале. Чтобы не ошибаться в будущем, необходимо четкое соблюдение следующих правил:
- Сварочные работы должны производиться только на короткой дуге.
- Варить следует не отрывая электрода.
- Тщательно подбирать ток.
- Разделывать трубу следует правильно.
- Необходимо тщательно осуществлять зачистку поверхностей.
- Следует правильно прокаливать электроды.
- При сварке следует тщательно прикрывать место работы от ветра и дождя/снега.
- Использовать только качественные сварочные аппараты и электроды.
В случае, если с первого раза не получилось правильно сварить трубы (а с первого раза вряд ли у всех получится), не стоит расстраиваться – необходимо учиться.
Сварка труб инвертором — подготовка, сварка

Монтаж металлических труб практически невозможно провести без использования электрической сварки. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу. В статье мастер сантехник расскажет, как сваривать трубы инвертором.
Подготовка к сварке труб

Сварочный процесс начинается именно с подготовки материалов и оборудования. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
Появление инверторов практически отодвинуло остальные способы сварки стальных труб. Небольшие аппараты прекрасно справляются с возложенными на них функциями, швы получаются аккуратными, прочными и надежными. Главное – правильно выбрать электрод.

При выборе электрода два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности:
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
До того как приступить к электосварке металлических изделий, нужно правильно подготовить детали:
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.

Также следует позаботиться и о защите. Для сварки нам понадобятся:
- ;
- Плотная одежда с длинным рукавом;
- Перчатки, желательно из замши.
Виды сварных соединений труб

Трубы в системе водопровода могут соединяться по-разному, поэтому существует несколько видов сварных соединений:
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов:
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Технология сварочного процесса

Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
Сварка стальных труб

Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.

Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение:
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
- Последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
В сюжете - Как заварить водопроводную трубу с первого раза, чтобы не потекло
В сюжете - Выбор электрода для сварки труб
В сюжете - Правила размещения прихваток при сварке труб
В сюжете - Особенности сварки электродами с основным покрытием
В сюжете - Электроды для сварки труб ЦУ-5, их особенности и приемущества
В сюжете - Сварка для «чайников»
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Читайте также: