Струбцина для труб большого диаметра сварки
При выполнении сварочных работ в одиночку бывает очень неудобно (или даже невозможно) приварить нужный элемент в определённом месте конструкции. Отличными помощниками в решении данной проблемы выступят специальные струбцины для сварки, с которыми мы подробнее ознакомимся в этой статье.
Особенности
Струбцина для сварки – это специальное приспособление, которое служит в качестве фиксатора некоторых частей в момент сварки или обработки. Указанное устройство максимально крепко сопрягает отдельные элементы свариваемой конструкции, что значительно облегчает практически любую работу с ними.
Конструктивно такое изделие состоит из двух основных частей: рамы и подвижного устройства, которое прижимает свариваемые элементы. За счет изменения расстояния между рамой и подвижной деталью происходит плотный захват свариваемых поверхностей. В качестве прижимного механизма может применяться винт с резьбой или рычаг.
Изменяя силу затяжки, возможно регулировать плотность прижима элементов сварки, что необходимо при фиксации тяжелых заготовок.
Угловые струбцины применяются для стыковки заготовок труб под разными углами. Такое изделие – самое распространенное, поскольку применяется практически везде. Оно вполне подойдет для сварочных работ в домашних условиях, в сфере сборки металлоконструкций, а также в промышленном производстве. Исходя из необходимого угла струбцина может иметь постоянный угол стыка или возможность регулировки наклона деталей.
У угловых струбцин для сварки имеется ряд неоспоримых преимуществ. Рассмотрим их.
- Для повышения жесткости соединений применяется толстостенный металл. За счёт этого уменьшается вероятность изгиба сварочного шва от перегрева металла или иной деформации в процессе работы.
- В конструкции прочных струбцин применяются обмедненные резьбовые детали. Это делается для того, чтобы расплавленные брызги металла не разрушали резьбу, а прижимной механизм прослужил максимально дольше.
- Применение описываемого устройства позволяет сварщику не держать свободной рукой одну из свариваемых деталей, а жесткая фиксация дает возможность работать электродом под любым углом.
Качество выполнения сварочных работ зависит не только от навыков самого сварщика, но и от инструмента, который он использует в работе.
Применяя такой дополнительный инструментарий, как струбцины, можно не только в разы уменьшить время выполнения поставленной задачи, но и избавиться от необходимости подгона и натяжки заготовок для дальнейшей работы.
Разновидности
Сегодня существует огромное количество разнообразных струбцин, используемых для определенных типов фиксации. Рассмотрим самые распространенные виды этих приспособлений, которые можно найти в любом магазине со сварочным оборудованием.
- Корпусные струбцины. Такой зажимной механизм может быть использован для фиксации заготовки на различных косых и параллельных поверхностях. Свое название это приспособление получило из-за того, что прижим выполняется всем корпусом. Изделие представляет собой 2 металлических бруска, соединенных между собой металлический пластиной с одной стороны. Один из брусков жестко закреплен на конце металлической пластины, а второй имеет дотягивающий винт и свободно движется вдоль всей пластины. Чтобы выполнить зажатие детали, необходимо свести оба бруска, а затем прижимным винтом дожать оставшееся расстояние. Этот вид струбцин считается самым распространенным в сварочном деле.
- Винтовая струбцина. Тоже довольно популярный инструмент. Он имеет массу вариантов исполнения, но принцип работы остается неизменным: прижим выполняется благодаря затягиванию винта. Это изделие может быть выполнено в виде корпусного зажима. В таком случае прижимной болт проходит сквозь брус, а пятак выполнен в виде губы. Хороший инструмент такого типа должен быть выполнен из инструментальной стали путем ковки. Кованные вещи имеют закалку и повышенную прочность, что обеспечивает изделию долговечность.
- Магнитная струбцина (магнитный уголок). Это еще один распространенный вид фиксаторов среди сварщиков, поскольку предназначен для предварительной фиксации двух металлических профильных труб и имеет возможность быстрой подгонки без необходимости раскручивания прижимных винтов. Описываемое приспособление может иметь различные геометрические формы (треугольник, квадрат, пятиугольник).
- Струбцина с трещоткой. Внешний вид напоминает большую прищепку для белья. Зажимается от руки, а наличие храпового механизма не позволяет разжиматься обратно. Для ослабления зажима необходимо нажать на специальную кнопку на ручке.
- Вакуумные струбцины. Представляют собой 2 ручных вакуумных насоса, закрепленных на металлической раме параллельно друг другу. Такая струбцина бывает трехосевая. Описываемое изделие применяется для стыковки двух листов металла.
- G-образная струбцина. Хорошо подходит для выполнения сварочных работ. Такие конструкции выполняются из инструментальной стали, что обеспечивает им повышенную прочность и долговечность. Устройство может надежно зафиксировать между собой сразу несколько нужных элементов, с которыми ведутся сварочные работы.
- С-образная струбцина. Это та же G-образная струбцина, но только у неё имеется возможность захвата делали с большим удалением от края стола.
- Трубные. Основой конструкции такого устройства является металлическая трубка с неподвижной губой, а подвижная губа имеет стопорный механизм. Прижим осуществляется винтом, который располагается на неподвижной губе. Может применяться для сваривания швеллеров.
Как выбрать?
Перед покупкой струбцины нужно понимать, что не существует какого-то единого (универсального) вида прижимного механизма, который подойдет на все случаи в жизни. Каждая из разновидностей этих приспособлений предназначена для определенных задач.
- Если вам потребуется сварить 2 детали под углом в 90 градусов, а у вас под рукой только G-образные струбцины, решить поставленную задачу с их помощью будет очень нелегко, особенно, если вы свариваете круглые трубы.
- Угловая струбцина тоже не поможет, если нужно сварить между собой 2 листа металла в одной плоскости.
Поэтому к выполнению определенных сварочных работ нужно подходить ответственно, зная точно, какой вид вспомогательного инструмента понадобится в том или ином конкретном случае.
Когда тип нужной струбцины будет определен, необходимо произвести выбор по качеству исполнения инструмента.
Обратите внимание на площадь и толщину прижимных губок: чем они шире и толще, тем большее усилие при зажиме могут выдержать (а площадь ещё обеспечит и надежный захват заготовки). Это очень важные параметры, которые нельзя недооценивать, поскольку во время сварки от перегрева металл очень часто заметно уводит, а недобросовестно закрепленные струбцины позволят свариваемым деталям сдвигаться. Это неминуемо приведет к браку или к дальнейшей натяжке заготовки для последующего приваривания.
Нужно обратить внимание на резьбу и исполнение винтовых соединений. Как говорилось ранее, желательно, чтобы они были обмедненными – это лучшее решение. А также посмотрите на имеющийся шаг резьбы – чем он крупнее, тем больше усилия на зажим может выдержать гайка. Лучше всего выбирать максимальный шаг, поскольку такое изделие прослужит гораздо дольше.
Размер струбцины не менее важен в выборе идеального инструмента. Тут все индивидуально, поэтому выражение «больше» в данном случае вовсе не означет «лучше». Слишком большая струбцина не может быть применена в маленькой конструкции, а маленькой, вероятно, может не хватить для зажатия габаритного элемента. Именно поэтому размер приобретаемой струбцины должен исходить из максимальной ширины двух свариваемых деталей (плюс небольшой зазор).
Обзор струбцин Bessey смотрите далее.
Все о трубных струбцинах
Нередко при ремонте труб в жилых общественных помещениях необходимо зафиксировать концы двух отрезков объекта ремонта. В противном случае очень сложно будет их состыковать на одном уровне и добиться статичности. С трубной струбциной происходит надёжная фиксация без смещений и проворачиваний. Это помогает оптимизировать рабочий процесс и повысить качество готового изделия.
Конструкция трубной струбцины отличается тем, что предназначена для деталей только цилиндрической формы. По сути, это тиски, которые зажимают вставленную в них деталь и за счёт напора прочно фиксируют её. Соответственно, более подходящим такой вспомогательный инструмент будет для труб из металла или другого твёрдого материала, который не раскалывается под давлением.
Состоит трубная струбцина, как правило, из двух отдельных частей – держателей со сквозными отверстиями круглой формы. Над этими отверстиями находятся прижимные поверхности. Они и удерживают детали, которые вставляются в струбцину для труб.
Для обработки одной детали в её середине трубу протаскивают через оба отверстия и зажимают, после чего производят необходимую обработку поверхности или разрезают деталь.
Обзор моделей
Особенность – и в отдельных случаях даже недостаток – струбцины для труб в том, что типовые модели рассчитаны лишь на один диаметр трубы – 1/2 или 3/4 дюйма. Бывают также модели на ножках, но за счёт меньшей устойчивости они редко используются.
Отдельно можно выделить инструмент, который рассчитан на одну трубу. У такой струбцины только одно отверстие, в которое она помещается. Основание таких тисков неподвижно и представляет собой станину, а деталь зажимается механизмов с винтами. У такой модели есть серьёзное преимущество перед стандартными – она может захватывать трубу любого диаметра от 10 до 89 мм.
В то же время магазинный вариант одинарной струбцины чаще всего не подразумевает широкого раздвижения, поэтому их используют для самых кончиков труб. Но самостоятельно можно сделать инструмент любой длины. Для этого понадобится стальная труба с резьбой, зажим с губкой. Лучше всего выбирать для этого черные трубы, так как они защищены от коррозии гальваническим покрытием, стоят довольно дешево и не оставляют пятна на материалах после контакта с клеем или другими веществами. Купить такую трубу можно в любом строительном магазине.
Прежде всего нужно определиться, для каких задач необходима трубчатая струбцина. Для сварки подойдут только стандартные двойные модели. Для подрезки или создания резьбы можно взять одинарную. Для изделий с узким диаметром при этом может использоваться и обычная столярная.
Некоторые струбцины снабжаются губками или же их можно добавить самостоятельно. В таком варианте они часто используются для склеивания щитов большой площади, из которых делают столешницы, двери и т. п.
Одна губка прочно фиксируется, а другая двигается до необходимого размера и зажимает, фиксируясь стопором.


Надежные и удобные тиски позволяют делать качественную работу за счёт того, что освобождают обе руки и фиксируют детали лучше, чем это может сделать самостоятельно даже очень хороший мастер. Поэтому обязательно нужно обратить внимание на симметричность, если выбирается парная струбцина для труб. Несимметричный и кривой инструмент может дать плохую стыковку изделий, когда необходимо их сварить.
Трубные струбцины представлены в видео ниже.
Струбцины для сварки труб

Если вы с кем-нибудь заведете разговор об электрической или газовой сварке, то большинство собеседников легко представят себе основное оборудование, применяемое в этих техпроцессах. Сразу же вспоминается аппарат с проводами и электроды, покрытые флюсом, либо газовые баллоны, горелка и припой. Все помнят маску или очки, предохраняющие лицо сварщика. Но мало кто из непрофессионалов знает, что большая часть подобных работ не обходится без специальных технологических приспособлений. К ним относятся различные зажимы, тиски и струбцины для сварки труб. Их задача заключается в том, чтобы ускорить и упростить работу сварщика, сделать ее более качественной.
Приспособления для сварки труб
Устройства для сварки изготавливаются из самых разнообразных материалов. Основное их назначение – обеспечить наиболее удобные условия и режимы работы. За счет этого повышается качество как самого сварного шва, так и всего процесса в целом. Известные приспособления можно разделить на два типа: установочные и крепежные.

Упоры, уголки, призмы и шаблоны относятся к установочным механизмам. Их задача состоит в том, чтобы задать свариваемым элементам правильное положение в пространстве.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Упорные устройства предназначены для фиксирования заготовки на основной поверхности. Они применяются постоянно, однако встречаются и откидные варианты исполнения. Их можно демонтировать, если возникнет подобная необходимость.
Для фиксации взаимного расположения труб применяют уголки, изготовленные из разных материалов.
Для крепежа цилиндрической профильной заготовки применяют специальные призмы. Их обычно изготавливают из металлических уголков. Подобные элементы фиксации несложно сделать самостоятельно.
Если же на момент проведения работ существует необходимость надежно закрепить свариваемые детали, то обычно используют закрепляющие элементы, к которым относятся следующие конструкции:
- Стяжки. Их применяют для сближения однотипных элементов. Конкретное исполнение устройства зависит от назначения сближаемых деталей.
- Зажимы. Очень удобное в использовании приспособление. Размер зева, образуемого между зажимающими элементами, регулируется при помощи пары из зажимного винта и штифта. Устройство имеет простую конструкцию, изготовить которую самостоятельно в условиях домашней мастерской не представляет собой особого труда.
- Прижимы. Еще один несложный, но достаточно распространенный крепежный механизм. Применяют пружинные, рычажные и клиновые приспособления. Самые простые из них выполнены в виде винтовой пары и позволяют определить положение свариваемых деталей относительно параллельно расположенных пластин.
Существуют также гидравлические прижимы. Стоят они недешево, к тому же имеют ограниченную область использования, потому и встретить их можно крайне редко. Главная сфера их применения – и здесь они незаменимы – ситуации, когда нужно обеспечить давление около 5000 МПа и более.
Опытные мастера всегда в запасе имеют, кроме струбцин, еще целый комплект разнообразных крепежных принадлежностей.
Что такое струбцины для сварки
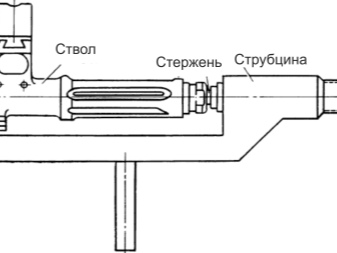
Струбцина для сварки труб работает по принципу действия тисков с дополнительным функционалом. Ее отличие от обычных зажимов состоит в том, что она обеспечивает комплекс технологических мероприятий, способствующих повышению качества сварных конструкций:
- Струбцина для сварки труб имеет, как правило, небольшой вес и достаточно компактную конструкцию. Это позволяет организовать работу с ней в любом месте и в любом положении.

- Применяя в одной сборке несколько струбцин с различными линейными и угловыми размерами, можно обеспечивать сварку многосоставных деталей.
- Струбцины являются хорошим средством в профилактике негативных последствий усадки швов и борьбы с этим явлением. Усадка возникает при остывании шва, когда в металле возникают остаточные напряжения, способные вызывать деформации, которые часто оказываются нежелательными или даже вредными во время эксплуатации детали или при ее монтаже. Особенно часто это проявляется на сложных изделиях, которые имеют несколько сварных стыков, каждый из которых сложным образом влияет друг на друга.
Струбцина жестко фиксирует соединяемые элементы. Также закрепление свариваемых элементов способствует более равномерному распределению жидкого расплава между кромками.
Рекомендуем статьи по металлообработке
Как уже отмечалось ранее, большинство струбцин можно изготовить самостоятельно под конкретную задачу. К материалу для них не предъявляется особых требований. Это может быть любая сталь достаточной прочности, поддающаяся механической обработке.
Чаще всего самодельные угловые струбцины для сварки изготавливаются из:
- Обычной углеродистой стали. Она имеет химический состав широкого диапазона, при этом хорошо сваривается. Швы испытывают незначительные остаточные напряжения, что не приводит к существенным деформациям готовых изделий. Имея толщину примерно 8–10 мм, детали струбцин хорошо поддаются механической обработке. Поэтому для изготовления таких приспособлений допускается использовать стальные профильные трубы, не обращая внимания на их точный химический состав.
- Инструментальной стали. В этом случае нужную форму ей придают при помощи ковки с последующим улучшением – термообработкой, сочетающей закалку и высокий отпуск. Такой способ более приемлем для промышленного производства, так как требует специальных знаний и навыков исполнителя.
- Магнита. Постоянный магнит может являться одним из элементов струбцины. Из него может быть выполнена и все приспособление целиком. В качестве материала для магнита используется, как правило, ниодимовый сплав. Он сравнительно недорого стоит и при собственных размерах (Ø – 30 мм, h – 9 мм) создает постоянное магнитное поле, позволяющее удерживать на весу 93 кг.
В наше время подобрать устройства для фиксации нужной конфигурации свариваемых деталей не представляет особого труда. В продаже можно найти струбцины совершенно разных типов, форм и размеров. Наибольшей популярностью среди них пользуются устройства, позволяющие быстро провести зажим заготовки.
Основные разновидности струбцин для сварки труб
Приведем примеры устройств, наиболее популярных у современных сварщиков.
Это устройство с простейшей конструкцией и точным механизмом. Оно позволяет быстро и точно закрепить в нужной конфигурации детали непосредственно перед сваркой.
Также быстро и сильно закрепляют детали. Изменение силы прижима элемента, как правило, обеспечивается изменением расстояния до системных отверстий.

Горизонтальная планка оснащена быстрозажимным механизмом. Она – так же как и вертикальная планка – может быть стандартной длины или иметь размеры согласно требованиям заказчика.
Профессиональные струбцины сложнее стандартных, так как должны быстро и точно фиксировать самые разнообразные сварочные элементы. Основным же преимуществом таких приспособлений считается легкость регулировки и простота демонтажа.
Некоторые профессиональные устройства выполняют из вороненого материала. Разные части таких изделий можно заказать и изготовить отдельно. Размеры могут быть как стандартные, так и индивидуальные. Высота горизонтальной планки профессиональной струбцины регулируется на крестовине с помощью фиксатора, а для регулировки зажима служит шестигранный ключ и внутренний шестигранник на ручке.
Эта струбцина проста, удобна и долговечна. Предполагает возможность заказа горизонтальной и вертикальной планок нестандартной длины по требованию клиента. Наличие же сменной призмы позволяет использовать ее при работе с деталями из разных материалов.
Универсальная струбцина представляет собой гибкую конструкцию, позволяющую надежно фиксировать взаимное расположение деталей под углами как 90°, так и 180°. Она совмещает в себе функциональные преимущества стандартных и подвижных устройств.

Угловая струбцина для сварки профильных труб
Угловая струбцина для сварки профильных труб используется чаще всего. Ее применяют в основном при работе со сложными конфигурациями свариваемых деталей и в неудобных положениях, когда нет возможности «на глаз» точно состыковать детали.
При помощи угловых струбцин фиксируют элементы, предназначенные для сварки между собой и находящиеся под разными углами друг к другу. Аналогом углового приспособления считают сварочный уголок. Отличие состоит в том, что последний только состыковывает детали, но не фиксирует их. Таким образом, струбцина является более удобным устройством, чем уголок сварщика.
На практике каждый сварщик имеет определенный набор, состоящий из нескольких струбцин и некоторых других приспособлений, что позволяет ему сконструировать нужный инструмент прямо на месте сварки. Заметим, что при использовании струбцин непринципиально, из какого материала сделана свариваемая деталь, неважен также ее диаметр.
Казалось бы, струбцины настолько просты в конструкции, что не должны ломаться. Однако опыт говорит об обратном. Надежность изделий зависит в первую очередь от материала, из которого они выполнены.
Подвижная часть и рама – это главные элементы струбцины. Зажимы и зажимные винты располагаются на подвижных элементах конструкции. Винтами регулируется сила фиксации детали. Зажимы, как правило, комплектуются зажимными губками. Механизм фиксирует детали размером не более 40 см.
Перед тем как купить угловую струбцину для сварки профильных труб, подумайте внимательно о тех работах, которые предположительно будете выполнять. Помните, что данное приспособление фиксирует детали только под определенным углом. Таким образом, если вам нужно варить под углом в 90°, а струбцина может фиксировать деталь только под углом 60°, то брать с собой такое устройство не имеет смысла.
Продумайте заранее – если это, конечно, возможно – фронт предстоящих работ. Или просто берите струбцины с запасом. Лучше всегда иметь комплект со струбцинами для сварки под различными углами.
На что обратить внимание при выборе струбцин для сварки труб
В первую очередь обратите внимание на толщину фиксирующих губок. Это очень важный параметр. Чем больше их толщина, тем крепче и надежнее они фиксируют деталь, а значит, и шов получится надежным, с минимальными остаточными напряжениями, то есть сборку после остывания не «поведет». Также обратите внимание на материал винтов. Желательно, чтобы они оказались из меди – в крайнем случае, болт должен быть с медным покрытием.
Последнее требование к материалу болтов возникает из-за того, что в процессе сварки брызги металла будут оседать и на винтах, что может вывести эти детали из строя. Если же изделия выполнены из меди, ничего страшного не произойдет.
Ранее уже отмечалось, что струбцины можно заменить сварочными уголками. Это, конечно, менее затратный вариант. Однако нужно помнить, что уголок только состыковывает элементы, но не фиксирует их. Сварщик сам должен держать детали и следить за их положением. Согласитесь, это неправильно. Так что советуем не экономить и купить набор действительно качественных струбцин.
Опытные мастера считают, что приспособления для выполнения сварочных работ, приобретенные в магазине, не отличаются высокой надежностью. Их лучше делать самому. Но если вам это не под силу или не хватает времени на их изготовление, то постарайтесь заказать производство подобных устройств в профильной фирме. Данное решение во многих ситуациях является наилучшим.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как сделать угловую струбцину для сварки?
Угловая струбцина для сварки – незаменимый помощник при соединении двух фрагментов арматуры, профтрубы или обычных труб под прямым углом. Со струбциной не сравнятся ни двое слесарных тисков, ни двое ассистентов, помогающие сварщику выдержать точный угол при сварке, предварительно проверенный линейкой-угольником.

Устройство
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Исключение – «холодная сварка»: вместо расплавления краёв свариваемых секций применяется состав, отдалённо напоминающий клей. Но и здесь струбцина нужна, чтобы соединяемые детали не нарушились по требуемому углу их взаиморасположения.
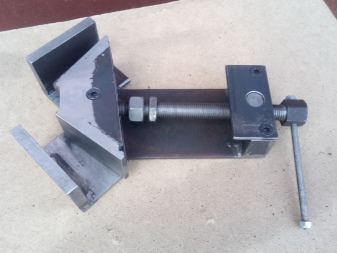
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.


Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).
Для обездвиживания изделий во время сварки применяются также G-образные струбцины, соединяющие профтрубу или квадратную арматуру общей толщиной до 15 мм.

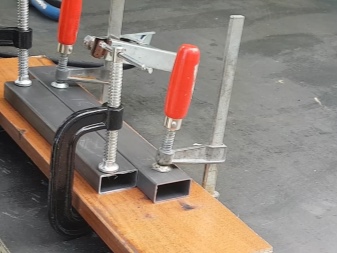
Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
Чертежи
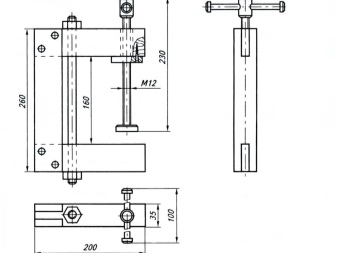
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).



В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.


Также, возможно, потребуются молоток, пассатижи. Раздобудьте самые мощные плоскогубцы, рассчитанные на серьёзную нагрузку.
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.



Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.
Струбцины для сварочного стола

Одним из основных элементов, которыми оснащаются все сварочные столы, являются струбцины. Удобство и многообразие форм оснастки позволяет сварщику комфортно и легко работать с заготовками, различными по размеру и конструкции. За счет использования этих вспомогательных элементов подготовительный этап сварочных работ существенно упрощается. В статье поговорим о том, что представляют собой струбцины для сварочного стола.
Что собой представляют струбцины для сварочного стола

Порой возникают ситуации, когда свариваемым заготовкам долго и тщательно придается нужное положение, а прикосновение электрода приводит к тому, что вся конструкция разваливается. Следующая неприятность может быть связана с тем, что в процессе сварки заготовка слегка смещается или деформируется, и в итоге соединение происходит не в том месте. Универсальные специализированные приспособления для сварочных работ помогают избежать подобных ситуаций, облегчая работу сварщика, экономя время и способствуя изготовлению качественных изделий.
В настоящее время существует большое количество приспособлений, повышающих комфорт и облегчающих выполнение сварочных работ. В промышленных масштабах пользуются специализированным механизированным оборудованием (транспортными устройствами, механизмами для укладки и кантовки изделий, технологическими сборочными приспособлениями и т. п.). Домашние мастерские укомплектовывают чаще всего ручным универсальным сварочным оборудованием, при помощи которого можно быстро собрать конструкцию, закрепить ее составные элементы в определенном положении, минимизировать риск деформации деталей.
Струбцины для сварочного стола конструктивно состоят из рамы (корпуса) и подвижных зажимов. Благодаря такой конструкции заготовки надежно закреплены в процессе обработки. Приспособления выпускаются с различными видами зажимов. Широким спросом пользуются, к примеру, специальные угловые струбцины. Быстрозажимные механизмы, например, эксцентриковые, повышают удобство использования фиксаторов.

Зажимные механизмы облегчают не только сварочные, но также столярные и слесарные работы. Без использования удобной угловой струбцины для сварочного стола порой просто не обойтись.
Разница между скобами заключается в их форме, размерах, возможности использования для работы с заготовками определенного размера либо применения в качестве тисков, надежно фиксирующих детали в процессе сварки.
Сварка трубопроводов осуществляется при помощи специально предназначенных для этого струбцин с шарнирами и винтами, при помощи которых можно фиксировать трубы различного диаметра.
Струбцины для сварочного стола могут оснащаться кулачковыми фиксаторами или винтами, регулирующими расстояние между зажимами. Рекомендуется приобрести фиксирующие устройства разных типов и размеров. При их выборе необходимо исходить из характера выполняемой работы и размеров свариваемых деталей. Самым простым и надежным вариантом самодельной конструкции является угловой фиксатор.
Виды комплектующих в наборах оснастки сварочного стола
1. Струбцины.
Итак, как мы выяснили, что при помощи струбцин для сварочного стола быстро и точно фиксируют заготовки на время работы. Они отличаются многообразием типов и размеров, закрепляя детали как в горизонтальном, так и в вертикальном положении. Самой распространенной является быстрозажимная скоба, интенсивно, быстро и ровно фиксирующая заготовки.

2. Упоры.
Необходимы для того, чтобы подогнать и правильно зафиксировать заготовки. Изготовленные из конструкторской стали, оцинкованные или вороненые, упоры отличаются компактными размерами.
3. Болты.
Современный рынок предлагает различные виды болтов: позиционирующие (выступают в качестве направляющего элемента), быстрозажимные (мгновенно фиксирующие заготовки), болты с потайной головкой (незаметно закрепляющие детали). Все фиксаторы отличаются простотой использования, удобством, а также прочным, защищенным от коррозии корпусом.
4. Опоры.
Опоры имеют регулируемую стойку и могут быть дополнены колесиками. Во втором случае сварочный стол обретает мобильность, позволяющую перемещать его в пределах мастерской. Такие приспособления отличаются надежностью, практичностью и долговечностью.
5. Углы.
Правильная фиксация заготовок достигается за счет использования вертикальных, горизонтальных или упорных углов. Они имеют различные типоразмеры, изготавливаются из стали или алюминиевого сплава (упорные углы), могут быть оцинкованными или воронеными.
6. Блоки расширения.
Рабочую поверхность сварочного стола в горизонтальной и вертикальной плоскостях можно увеличить за счет применения блоков расширения, изготавливаемых из конструкторской стали. Производители предлагают фиксаторы различных типоразмеров.
7. Установочно-закрепляющие приспособления.
Удобнее всего в процессе сварочных работ пользоваться скобами, с помощью которых можно правильно расположить и зафиксировать заготовку в нужном положении, вставив ее в зажим и затянув винты или эксцентрики. Детали могут крепиться в одной или двух плоскостях под углом 90°. Для освобождения готового элемента из фиксатора один из зажимов выполняется поворотным.
8. Приспособления с магнитами.

В процессе работы удобно пользоваться магнитными струбцинами для сварочного стола, которые за счет магнитов соединяют и удерживают заготовки.
- Магнитными угольниками – широко распространенными приспособлениями. Производители предлагают широкий выбор магнитных струбцин для сварочного стола разной формы, с дополнительными крепежами, позволяющими изменять угол расположения заготовок. Они облегчают работу с листовыми элементами, рамными конструкциями, стойками и пр., соединяемыми под определенным углом.
- Универсальными магнитными приспособлениями, к достоинствам которых относится большая функциональность и универсальность по сравнению с обычными угольниками. Удобство и простоту сварочных работ с их использованием можно оценить, воспользовавшись струбциной MagTab (Strong Hand Tools).
Такие фиксаторы для сварочного стола сокращают время, затрачиваемое на сборку заготовок, и обеспечивают высокое качество готовых деталей. Простота, удобство использования, невысокая стоимость делают эти струбцины необходимым оборудованием домашней мастерской. Такие приспособления можно сделать самостоятельно, достаточно приобрести постоянные магниты или электромагнит. Главное – не забывать о том, что высокие температуры (а в ряде случаев и не очень высокие) приводят к размагничиванию магнитов.
Разновидности струбцин для сварочного стола
Струбцины для сварочного стола позволяют фиксировать заготовки под углом 45°, 90°, 180°.
1. Струбцина универсальная.

Такие приспособления фиксируют круглые и плоские элементы под углом и 90° и 180°. Высота составляет около 200 мм, вылет – 200 мм.
2. Струбцина 45°.

Подходит для фиксации плоских и округлых заготовок под углом 45°. Высота струбцины для сварочного стола составляет 200 мм, вылет пятки – 200 мм.
3. Быстрозажимная струбцина.

Используется в серийном производстве. С ее помощью можно быстро фиксировать заготовки, однако струбцину необходимо настраивать по высоте, что снижает целесообразность ее использования для разовых работ. Применяется в работе с округлыми и плоскими деталями.
Конец винта может быть дополнительно оснащен штурвалом для зажима заготовок. Самой простой и наиболее распространенной конструкцией струбцины для сварочного стола является приваренная или зафиксированная другими способами небольшая перемычка, изготовленная из квадратной трубы или прутка.
Мелкие детали в процессе сварочных работ удобно фиксировать с помощью простейшей G-образной струбцины, которую можно изготовить самостоятельно. Для этого необходим профиль, который подрезается и загибается для того, чтобы получить основную раму нужной формы. Приварив к верхней части конструкции гайку с винтом, вы получите простой фиксатор для сварочного стола.
Несмотря на простоту, он надежно фиксирует небольшие по размеру заготовки, существенно облегчая сварочные работы. Для более надежной фиксации деталей без сдвигания их в процессе затяжки лучше использовать винт с подвижным пятаком на одном конце.
Самые распространенные струбцины для сварочного стола регулируются в зависимости от размеров обрабатываемых деталей. Их необходимо крепить на жесткой поверхности рабочего стола или на металлическом верстаке.
Преимущества и нюансы угловой струбцины

При помощи угловых струбцин для сварочного стола под разными углами соединяют трубные заготовки, имеющие различную конфигурацию. Таким образом собирают рамные конструкции для калиток, готовые узлы трубопровода или регистры отопления.
Струбцины для сварочного стола могут иметь как постоянный, так и изменяемый угол соединения.
При разработке эскиза и выполнении чертежей необходимо учитывать следующее:
- Чтобы детали надежно стыковались и фиксировались друг с другом, прижимные губки должны иметь достаточную толщину. За счет этого минимизируется вероятность деформации заготовок в процессе сварочных работ.
- Отдельного внимания заслуживают прижимные винты. Лучше, если гайки и прижимные детали струбцины для сварочного стола будут изготовлены из меди или обмедненной стали с винтовой резьбой. Такое решение увеличивает срок службы фиксатора. Винтовую резьбу можно заменить метрической с как можно большим шагом.
- Значение имеет величина рабочей поверхности при соединении и сварке заготовок. Оптимально, если сварку можно выполнять с трех сторон зафиксированного узла.
Конструкция струбцины представляет собой основу с упорами. Эти приспособления могут фиксироваться под определенным углом с возможностью регулировки градуса стыковки.
Чтобы зафиксировать основу, на нее наваривают гайку с вкрученным винтом. Благодаря подобной конструкции можно работать с деталями разного размера, но не более 400 мм. Обработка заготовок большей величины требует использования стапеля.
В конце следует отметить, что струбцина для сварочного стола является универсальным приспособлением, облегчающим работу с любыми металлами. Сварщики, конечно, могут обойтись и без нее. Но в таком случае будет страдать как производительность труда, так и собственный комфорт мастера.
Скобы различаются по размерам, форме, отсутствию или наличию возможности регулировки зева. Наибольшим удобством отличаются быстрозажимные приспособления, в которых для фиксации используется кулачковый механизм. Сварщику стоить купить набор разнообразных струбцин для сварочного стола, так как даже в процессе работы с одной заготовкой может возникнуть необходимость в применении нескольких зажимов разного размера и конфигурации.
Читайте также: