Стол сварочный система 16
Компания «ВТ-Металл» разрабатывает и собирает столы для сварки и сборки деталей. Кроме того, мы выпускаем всю необходимую оснастку к ним.
Мы предлагаем оборудование, подходящее как для серийного производства, так и для небольшой мастерской, где создаются штучные изделия.
При этом наши сварочно-монтажные столы используются и в строительстве, и в металлообработке, и в автомобилестроении – словом, там, где важна надежность результата, скорость и точность работ. Ведь разнообразие сварочной оснастки к столам позволяет создавать любые, даже самые сложные конструкции.
А наш гибкий и нестандартный подход в сочетании с опытом в производстве такого оборудования позволяет предлагать лучшие решения на сегодняшний день.









Цены на типовые размеры столов
| Размер стола | Наименование | Стоимость |
|---|---|---|
| Сварочно-монтажный стол СМС - 500х1000 | smsg-10051016 | 46 500 руб. |
| Сварочно-монтажный стол СМС - 800х1200 | smsg-12081016 | 82 000 руб. |
| Сварочно-монтажный стол СМС - 1000х1000 | smsg-10101016 | 85 000 руб. |
| Сварочно-монтажный стол СМС - 1200х1200 | smsg-12121016 | 119 000 руб. |
| Сварочно-монтажный стол СМС - 1500х1000 | smsg-15101016 | 123 500 руб. |
| Сварочно-монтажный стол СМС - 1500х1500 | smsg-15151016 | 181 250 руб. |
| Сварочно-монтажный стол СМС - 2000х1000 | smsg-20101016 | 162 000 руб. |
| Сварочно-монтажный стол СМС - 2400х1200 | smsg-24121016 | 240 000 руб. |
| Сварочно-монтажный стол СМС - 3000х1500 | smsg-30151016 | 358 500 руб. |
| Набор №1 "Начальный" 18 предметов | n1-0101816 | 36 936 руб. |
| Набор №2 "Базовый" 49 предметов | n1-0104916 | 93 062 руб. |
| Набор №3 "Стандартный" 84 предметов | n1-0108416 | 164 266 руб. |
| Набор №4 "Профессиональный" 117 предметов | n1-0111716 | 262 266 руб. |
Если вы не нашли приемлемый для вас размер стола, мы изготовим его на заказ. Производим сварочно-монтажные столы от 1000х500 до 3900х1900.
Стол сварочный система 16

ПРОИЗВОДСТВО И ПРОДАЖА
3D СВАРОЧНО-СБОРОЧНЫХ СТОЛОВ
Зажим-струбцина 180° 200х150 мм для Сварочного стола D16 3D-Weld
.jpg)
.jpg)
Угловой кронштейн широкий 450х200 мм усиленный D16 3D-Weld
Угольник упорный и крепежный 700 мм D16 3D-Weld

Сварочный позиционер 3D-Weld BY-10 с зажимным патроном К01-65

Сварочно-сборочный стол 3D-Weld Expert D16 800х1400 мм
Сварочно-сборочный стол 3D-Weld Profi D16 1000х2000 мм
Сварочно-сборочный стол 3D-Weld Profi D16 1200Х3000 мм
Сварочный стол 3D-Weld Profi D16 1400х3000 мм
Сварочный стол 3D-Weld Profi D16 1500х3000 мм
Сварочный стол 3D-Weld SOLID D16 1500x3000 мм из 12 мм
Зажим-струбцина 180° 200х150 мм для Сварочного стола D16 3D-Weld
.jpg)
.jpg)
Ручной зажим для сварочных столов с системой позиционирования D16. Устанавливается в любое отверстие на столешнице или приспособлении, одним оборотом барашка создает прижим более 200 кг.
Угловой кронштейн широкий 450х200 мм усиленный D16 3D-Weld
.jpg)
.jpg)

Приспособление для сварочного стола с D16, позволяющее закреплять крупные и тяжелые детали в вертикальной и горизонтальной плоскости. Может нести на себе любые зажимы и фиксаторы системы D16. Ширина опорных плоскостей 70 мм. Толщина 12 мм. Фрезерованные опорные плоскости. Правое и левое исполнение.
Угольник упорный и крепежный 700 мм D16 3D-Weld
.jpg)
.jpg)
.jpg)
Упорный и крепежный угольник 700х300 мм с двумя рядами отверстий на плоскости может быть зафиксирован с помощью отверстия системы и с помощью слота. Мультифункциональный угольник может быть использован для увеличения рабочей горизонтальной или вертикальной поверхности. Фрезерованные опорные плоскости из 12 мм стали. Правое и левое исполнение.
Приспособления для сварочного стола

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Рекомендуем статьи по металлообработке
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Чертежи сварочного стола

Чертежи сварочного стола позволят продумать размеры, сделать рабочее место максимально комфортным для сварщика, что положительно скажется на качестве готовых изделий. Основной материал для изготовления стола – металл. Могут использоваться профиль и перфорированные листы.
Кроме размеров стола, чертеж позволяет продумать дополнительные детали – учесть заземление, расположение подсветки, полочки для хранения принадлежностей, поддон для отходов и другие элементы. Более подробно о типах чертежей сварочного стола читайте в нашем материале.
Основные требования к сварочному столу
В первую очередь, сварочный стол должен быть прочным, изготовленным из материалов, неподверженных горению и способных справляться с высокими температурами. Также нужно понимать, что свойства стола во многом зависят от характера операций, которые планируется производить при помощи сварочного оборудования.

При подготовке индивидуального чертежа и дальнейшем изготовлении сварочного стола важно учитывать следующие факторы:
- Высота конструкции. Мастера осуществляют сварку преимущественно стоя, из-за чего при разнице в росте, наличии привычки проводить ряд операции сидя может возникнуть необходимость в изменении высоты стола. По нормам, она должна быть в пределах 650–800 мм.
- Габариты столешницы. Небольшие детали могут свариваться на столе с рабочей поверхностью 60х60 см, тогда как при работе с очень громоздкими предметами окажется мал даже стол 2х1,5 м.
- Нагрузочная способность. Речь идет о распределенной нагрузке на столешницу и максимальной нагрузке на ножки, которых в небольших изделиях четыре, а в крупных их число может доходить до восьми. Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
- Возможность перемещения стола. Бывает, что его приходится двигать по помещению и даже использовать на улице. Тогда в чертеже сварочного стола рекомендуется предусмотреть колесики со стопором.
- Дополнительные элементы. Речь идет о полках, подвесах для инструментов, ящиках под расходники. Также могут устанавливаться щитки, специализированные светильники, вытяжки, пр.
Сварщик сам выбирает определенную модель стола на основании своих потребностей и тонкостей проведения запланированных операций.
Материалы для сварочного стола
Силовую раму обычно изготавливают из металла. Для мобильной модели подойдет жесткая сварная конструкция, состоящая из профильной трубы сечением 60х60 мм со стенкой толщиной 2 мм. Боковые части рамы усиливают арматурным прутком. Столешницу рекомендуется сделать из профиля сечением 60х140 мм. В результате получается изделие весом 150–200 кг – такая масса обеспечивает требуемую нагрузочную способность.

Необходимо подчеркнуть, что для создания конструкции сварочного стола по чертежу могут применяться только трубы с толщиной стенки от 2 мм. Дело в том, что изделие со стенкой 1,5 мм оказывается недостаточно прочным при сварке крупных заготовок.
Может использоваться как замкнутый профиль, так и швеллер и иной подобный вид проката.
Большинство сварочных столов не имеет монолитной столешницы – рабочая поверхность должна быть с просветами. Последние позволяют фиксировать детали струбцинами и прочими механизмами на время работы.
Столешница может как состоять из полос, так и иметь перфорацию. Во втором случае ее изготавливают из стальной полосы либо листа толщиной от 8–10 мм, но лучше, чтобы данный показатель был еще больше. Оптимальным диаметром отверстий считается 10–25 мм. За счет более толстого металла наращивается вес конструкции, что обеспечивает ее устойчивость, лучшее распределение нагрузки по площади рабочей поверхности. Однако с увеличением толщины столешницы необходимо выбирать большее сечение и толщину стенки профиля для ножек, что также важно учитывать при подготовке чертежа сварочного стола.
Небольшие заготовки обычно не закрепляют, поэтому для их сварки рабочая поверхность может изготавливаться из металлических листов толщиной 8–20 мм. Для изготовления полок и дна ящиков под относительно легкие предметы выбирают металлическую сетку либо сплошной или перфорированный лист металла меньшей толщины, чем у столешницы.
Иногда может использоваться ОСБ, толстая фанера для неответственных полок. Стоит пояснить, что под последними понимают полки, на которые не попадают искры и не размещаются горячие предметы.
Если планируется хранить под столом материалы, оборудование, которое может пострадать от избыточного нагрева, рекомендуется обеспечить столешницу теплоизоляцией. Для этих целей подойдут негорючие базальтовая или минеральная вата, базальтовый картон, асбест.
Чтобы полки и ящики из дерева или других горючих материалов не пострадали от искр и окалины, их прикрывают металлическими листами толщиной до 5 мм.
Ножки передвижных столов оснащаются стопором, кроме того, сами опоры должны подбираться в соответствии с массой конструкции. На небольших изделиях, редко используемых в процессе сварки, могут устанавливаться нестопорящиеся колесики.
Чертежи с размерами для сварочных столов
Приведенные далее модели и варианты чертежей сварочных столов с фото имеют разную сложность изготовления, компоновку, материалы.
- Простейший стол для сварочных работ.
Данная конструкция обладает небольшими размерами и нагрузочной способностью, но позволяет обрабатывать некрупные детали, если их необходимо закрепить в тисках либо струбцинами.

Опоры изделия состоят из уголка с параметрами 60х60х670 мм. Для обвязки или царги используют полосу с сечением 20х100 мм. Длина двух фрагментов (по большей стороне) составляет 1 000 мм, двух других (по короткой стороне) – 620 мм. Полосы привариваются к внешней части уголка таким образом, чтобы верхний край полосы оказался на 20 мм над верхним краем уголка.
Внутрь жесткой рамы, которую формируют опоры стола с обвязкой, укладываются и привариваются полосы толщиной 20 мм, длиной 580 мм и шириной 100–150 мм. Последний показатель может варьироваться, поскольку подобный разбег не является критичным. Чтобы усилить конструкцию, иногда добавляют поперечины в 200–300 мм от пола. Их можно изготовить из уголка, чтобы при необходимости разместить поверх них полку.
Столешницу формируют из профильной трубы либо полос металла толщиной 30 мм. Когда чертеж сварочного стола предусматривает для этих целей трубу, ее торцы закрывают при помощи пластин. Также лучше оставить между полосами расстояние в пределах 20–30 мм, ведь за счет него удается закреплять детали на любой части стола.
- Мобильный сварочный столик на колесах.
Перед нами квадратный стол небольших размеров с предусмотренной полкой. Он оказывается наиболее удобен при осуществлении сварки в разных частях помещения или участка. Конструкция выше стандартной, поскольку предполагается, что за таким столом будут работать стоя.

Данная модель обладает даже меньшей нагрузочной способностью, чем предыдущая, так как рабочая поверхность изготовлена из металлического листа толщиной 3 мм. Уголок ножек имеет аналогичные параметры.
Согласно чертежу данного сварочного стола, уголок ножек размещают внутри обвязки из уголка – таким образом удается стабилизировать изделие и придать ему более аккуратный внешний вид.
Столик перемещают при помощи стандартных поворотных колесиков без стопора. Для этой цели вполне подойдут металлические колесики для мебели.
- Сварочный стол на регулируемых опорах с перфорированной столешницей.
Здесь представлен сборочно-сварочный стол, ведь за счет предусмотренной чертежом перфорации на столешнице удается закрепить все необходимые приспособления, призванные упростить монтаж. Данная конструкция может использоваться во время столярных работ, гибки дерева, металла, ремонтных работ, пр.

Металлическая столешница с перфорацией отличается толщиной не менее 3 мм и минимальным шагом отверстий по сетке 100х100 мм. Также важно, чтобы отверстия имели диаметр 10–25 мм, конкретный показатель зависит от метода фиксации заготовок и применяемых мастером струбцин. В листе с перфорацией делают пазы шириной 10 мм, чтобы установить с тыльной стороны усиливающие пластины и прикрепить бортики.
В чертеже такого сварочного стола предусмотрены стандартные регулируемые ножки, которые справляются с необходимым уровнем нагрузки. Чтобы установить регулируемые мебельные ножки, нужно убедиться в их прочности и достаточном шаге резьбы на опоре.
- Раскладной сварочный стол с дополнительными деталями.
Подобная конструкция более удобна в плане работы, чем все остальные, однако ее изготовление требует от сварщика и монтажника достаточного опыта.
Основная часть стола близка к первой из описанных моделей – это массивные опоры и обвязка из металлопрофиля. В нижней части предусмотрена дополнительная обвязка, играющая роль опоры для полки.
Разница заключается в боковых элементах. К переднему и заднему краю столешницы на петли крепятся откидные детали. Они состоят из трубы и предполагают гораздо больший промежуток между элементами, чем на основной рабочей поверхности. Данные панели фиксируются в поднятом положении при помощи П-образных подставок, которые крепятся к стойке стола посредством вращающейся оси.
С правой стороны вынесена еще одна полка, которая усилена раскосами и оснащена колесиками также усиленной конструкции. Колесики упрощают перемещение стола – нужно только приподнять его противоположный край и перекатить на новое место.
Пример изготовления сварочного стола из профильной трубы
Поэтапное описание процесса производства стола позволяет лучше понять особенности конструкции и ее сборки. Далее речь пойдет об относительно простом изделии с предусмотренными полками, столешница которого состоит из отрезков профилированной трубы с прямоугольным сечением.
Изготовление предполагает такие этапы:
- Нарезка трубы для дальнейшей сборки столешницы любым способом, заваривание торцов. Зачистка заусенцев, оставшихся после резки, шлифовка швов.
- Крепление заготовок к царге – сами трубы царги должны быть подрезаны по углам и соединены встык в соответствии с чертежом сварочного стола.
- Полировка металла, что наиболее важно для мест сварных соединений.
- Крепление полок и боковины на саморезы через заранее подготовленные отверстия.
- Размещение листа металла толщиной 1–3 мм на верхнюю полку – он призван уберечь ОСБ-плиту от возгорания, лишней грязи. При загрязнении лист снимают и стряхивают с него сор и частички металла.
- Закрепление ранее подготовленных элементов столешницы на штырях, а не непосредственно к раме. Таким образом удается снизить теплопередачу и обеспечить большее удобство фиксации изделий по краю конструкции.
- Усиление рамы раскосами по углам и по центральной стойке, если планируется обрабатывать тяжелые детали большого размера.
- Крепление к ножкам крюков, необходимых для фиксации оборудования и проводов.
- Усиление углов Г-образными деталями, если кажется, что не достигнут необходимый уровень надежности при креплении колесиков.
- Возможно использование двутавра для изготовления опор-балок наборной столешницы вместо уголка и трубы прямоугольного сечения. В этом случае замкнутую прямоугольную раму можно заменить на две отдельные балки.
- Для изготовления стола, который будет прикреплен к полу, важно заранее подготовить пластины с отверстиями на нижней плоскости ножек – именно таким образом конструкция будет крепиться на анкерные болты.
Готовые чертежи сварочного стола для лазерной резки








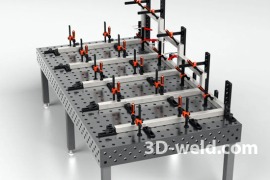
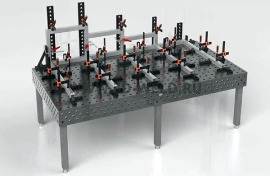
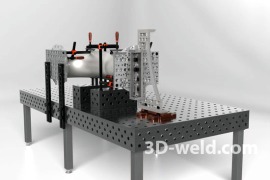
Сборочно-сварочные столы SYSTEM 16

Диаметр отверстий - 16 мм. Координатная сетка отверстий 50 мм на поверхности плиты 25 мм на элементах систем Толщина стенок столешницы – 12 мм Нагрузка на одну опору – до 500 кг Суммарная нагрузка до 8 тонн.
Теряетесь с выбором оборудования?
Будем рады подобрать для Вас оптимальное сварочное оборудование и комплектующие, а также, ответим на все интересующие вопросы.

Политика конфиденциальности
Настоящая Политика конфиденциальности регулирует порядок обработки и использования персональных и иных данных сайтом svarprom-nn.ru организации ООО "СварПром" (далее — Администратор).
Передавая Администратору персональные и иные данные посредством Сайта, Пользователь подтверждает свое согласие на использование указанных данных на условиях, изложенных в настоящей Политике конфиденциальности.
Если Пользователь не согласен с условиями настоящей Политики конфиденциальности, он обязан прекратить использование Сайта.
Безусловным акцептом настоящей Политики конфиденциальности является начало использования Сайта Пользователем.
1. ТЕРМИНЫ
Все исключительные права на Сайт и его отдельные элементы (включая программное обеспечение, дизайн) принадлежат Администратору в полном объеме.
Передача исключительных прав Пользователю не является предметом настоящей Политики конфиденциальности.
1.2. Пользователь — лицо использующее Сайт.
1.3. Законодательство — действующее законодательство Российской Федерации.
1.4. Персональные данные — персональные данные Пользователя, которые Пользователь предоставляет о себе самостоятельно при Регистрации или в процессе использования функционала Сайта.
1.5. Данные — иные данные о Пользователе (не входящие в понятие Персональных данных).
1.7. Регистрационная форма — форма, расположенная на Сайте, которую Пользователь должен заполнить для прохождения Регистрации на Сайте.
1.8. Услуга(и) — услуги, предоставляемые Администратором.
2. СБОР И ОБРАБОТКА ПЕРСОНАЛЬНЫХ ДАННЫХ
2.1. Администратор собирает и хранит только те Персональные данные, которые необходимы для оказания Услуг Администратору и взаимодействия с Пользователем.
2.2. Персональные данные могут использоваться в следующих целях:
2.2.1 Оказание Услуг Пользователю;
2.2.2 Идентификация Пользователя;
2.2.3 Взаимодействие с Пользователем;
2.2.4 Направление Пользователю рекламных материалов, информации и запросов;
2.2.5 Проведение статистических и иных исследований;
2.2.6 Обработка платежей Пользователя;
2.3. Администратор в том числе обрабатывает следующие данные:
2.3.1 Фамилия, имя и отчество;
2.3.2 Адрес электронной почты; 2.3.3 Номер мобильного телефона;
2.3.4 Название компании, должность.
2.4. Пользователю запрещается указывать на Сайте персональные данные третьих лиц.
3. ПОРЯДОК ОБРАБОТКИ ПЕРСОНАЛЬНЫХ И ИНЫХ ДАННЫХ
3.1. Администратор обязуется использовать Персональные данные в соответствии с Федеральным Законом «О персональных данных» № 152-ФЗ от 27 июля 2006 г. и внутренними документами Администратора.
3.2. В отношении Персональных данных и иных Данных Пользователя сохраняется их конфиденциальность, кроме случаев, когда указанные данные являются общедоступными.
3.3. Администратор имеет право сохранять архивную копию Персональных данных и Данных, в том числе после удаления аккаунта Пользователя.
3.4. Администратор имеет право передавать Персональные данные и Данные Пользователя без согласия Пользователя следующим лицам:
3.4.1 Государственным органам, в том числе органам дознания и следствия, и органам местного самоуправления по их мотивированному запросу;
3.5. Администратор имеет право передавать Персональные данные и Данные третьим лицам, не указанным в п. 3.4. настоящей Политики конфиденциальности, в следующих случаях:
3.5.1 Пользователь выразил свое согласие на такие действия;
3.5.2 Передача необходима в рамках использования Пользователем Сайта или оказания Услуг Пользователю;
3.6. Администратор осуществляет автоматизированную и ручную обработку Персональных данных и Данных.
4. ИЗМЕНЕНИЕ ПЕРСОНАЛЬНЫХ ДАННЫХ
4.1. Пользователь может в любой момент изменить (обновить, дополнить) Персональные данные путем направления письменного заявления Администратору.
4.2. Пользователь в любой момент имеет право удалить Персональные данные.
4.3. Пользователь гарантирует, что все Персональные данные являются актуальными и не относятся к третьим лицам.
5. ЗАЩИТА ПЕРСОНАЛЬНЫХ ДАННЫХ
5.1. Администратор осуществляет надлежащую защиту Персональных и иных данных в соответствии с Законодательством и принимает необходимые и достаточные организационные и технические меры для защиты Персональных данных.
5.2. Применяемые меры защиты в том числе позволяют защитить Персональные данные от неправомерного или случайного доступа, уничтожения, изменения, копирования, распространения, а также от иных неправомерных действий с ними третьих лиц.
6. ИНЫЕ ПОЛОЖЕНИЯ
6.1. К настоящей Политике конфиденциальности и отношениям между Пользователем и Администратором, возникающим в связи с применением Политики конфиденциальности, подлежит применению право Российской Федерации.
6.3. Если по тем или иным причинам одно или несколько положений Политики конфиденциальности будут признаны недействительными или не имеющими юридической силы, это не оказывает влияния на действительность или применимость остальных положений Политики конфиденциальности.
6.4. Администратор имеет право в любой момент изменять Политику конфиденциальности (полностью или в части) в одностороннем порядке без предварительного согласования с Пользователем. Все изменения вступают в силу на следующий день после размещения на Сайте.
6.5. Пользователь обязуется самостоятельно следить за изменениями Политики конфиденциальности путем ознакомления с актуальной редакцией.
Читайте также: