Станок для сварки арматурных каркасов свай
Машина предназначена для автоматического формирования и сварки арматурных каркасов железобетонных дренажных труб, колодезных колец различного диаметра и длины.
Доставка из г. Чебоксары В наличии Новое
Машина сваенавивочная МСН-1 предназначена для автоматической сварки пространственных каркасов забивных железобетонных свай трапецеидального сечения с
Доставка из г. Москва В наличии Новое
Предлагаемая производственная линия предназначена для автоматической сварки треугольных каркасов ( тригон , терива ) из арматурной холоднокатаной и
Доставка из г. Екатеринбург В наличии Новое
Машина СМ-400-12-Н -это современный комплекс, состоящий из проверенных и надежных комплектующих российских и зарубежных производителей с применением новых
Машина МСС-02 -это современный комплекс, состоящий из проверенных и надежных комплектующих российских и зарубежных производителей с применением новых разработок,
Комплекс КПК-1500/2 предназначен для сварки тяжелых арматурных
Представляет собой полуавтоматическую линию, для сварки тяжелых плоских арматурных каркасов из арматуры класса А1, А2, А3(А500С, 25Г2С,35ГС), состоящую из: -
более 80% при температуре 35 градусов Цельсия. Окружающий воздух не должен содержать вредных газов, разрушающих металлы, лакокрасочные покрытия и изоляцию. Так
Сваенавивочный станок для изготовления каркасов колонн буронабивных свай с функцией автоматической сварки. Автоматическая линия с ЧПУ для навивки и сварки
Автоматическая, профессиональная линия для сварки арматурного каркаса с ЧПУ и механическим разворотом. Конструкция линии позволяет осуществить с максимальной
Полуавтоматическая, профессиональная линия для сварки арматурного каркаса с ЧПУ и механическим разворотом. Конструкция линии позволяет осуществить с
Высокая производственная эффективность оборудования обусловлена снижением количества отходов и экономией рабочей силы. Станок полностью отвечает требованиям
Скорости движения и выпрямления арматуры контролируются. Диаметр каркаса 1000-2200 мм. Диаметр навивочной арматуры 5-14 мм. Максимальная длина каркаса 12
Эта машина подходит для изготовления треугольных поддерживающих каркасов (тригонов), применяемых в сварных сетках армирования полов, монолитных плит перекрытий,
3.1 Основные рабочие узлы приводятся в движение при помощи сжатого воздуха и сервомоторов; 3.2 Управление линией осуществляется с помощью пульта управления с
Станок SM 1500 M предназначен для производства объемных каркасов буронабивных свай, он позволяет формировать из продольной и навиваемой арматурной стали в
Доставка из г. Челябинск В наличии Новое
Состоит из нескольких подвесных сварочных машин марки МТП-1110 с помощью клещей которых удается сваривать объемные арматурные каркасы для
Доставка из г. Алушта В наличии Новое
Состав оборудования: Двуглавый механичкский разматыватель: Вес катушки до 3.0т. внутренний диаметр:Ф450-Ф500mm Основная формовочная машина Система для
Станки для сварки каркасов
Сваенавивочная машина WSR для навивки и сварки каркасов свай
Данная установка предназначена для производства каркасов железобетонных колец и труб в автоматическом режиме методом контактной сварки. Сменные шаблоны для настройки диаметра колец обеспечивают минимальные потери времени при переналадке. Контактная группа сделана из бериллиевой бронзы, что обеспечивает долговечность всего сварочного контура, высокую устойчивость к истиранию. На оборудовании осуществлена система «электронного вала», которая позволяет избегать скручивания каркаса при сварке.
Сварочный узел оснащен сменными шаблонами с фиксированными настройками диаметра каркаса. Сбалансированная конструкция (шаблон + направляющие + пневмозажимы) обеспечивают равномерное удаление всех арматурных стержней на всем протяжении сварки, тем самым значительно снижают износ механизмов протяга, сварочных электродов и т.п.
Преимущества и особенности:
- Автоматическая система выгрузки готового каркаса
- Автоматизированная настройка сварочного режима
- Плавная регулировка скорости навивки каркаса
- Регулировка шага навивки каркаса
- Плавная регулировка сварочного тока по времени и мощности
- Синхронизированный привод каретки и планшайбы с помощью функции «электронного вала» компании Omron (Япония) обеспечивает исключительную точность геометрии и снимает проблемы укладки искривленных каркасов в формы
- Быстрая переналадка
- Сварочное колесо разделено на секторы из композита ДУКМ на основе Cu, TiC, TiO2, что позволяет отказаться от дорогих цельных сварочных колес и существенно снизить затраты на расходные материалы
- Полная система отчетности о работе установки
- Автономная замкнутая система охлаждения
- Девять сменных шаблонов для перенастройки машины под разные диаметры колец
- Набор опций для расширения общей функциональности: барьеры безопасности, дистанционное управление, комплект ЗИП и т.п.
| Диаметр каркаса, мм | от 900 до 1850 |
| Диаметр продольных прутков, мм | 6-10 |
| Длина каркаса, мм | 2000 |
| Навиваемая проволока | 4-6 мм, Вр1 |
| Шаг навиваемой проволоки, мм | 50-200 (2 шага в 1 каркасе) |
| Количество продольных стержней, шт. | 12-18 |
| Производительность, оборотов/в минуту | 20 |
| Мощность, кВт | 180 |
| Номинальное напряжение питания, В | 380 |
| Материал электродов | износостойкий сплав из композита на основе Cu, TiC, TiO2 |
| Защита от «закручивания» каркаса | есть, реализовано за счет синхронизации электроприводов |
| Количество ступеней регулировки сварочного тока | плавно, с дискретностью 1% от номинального значения |

Сваенавивочная машина WSR для навивки и сварки каркасов свай
Универсальная сваенавивочная машина USNMT для сварки каркасов мостовых свай
Сваенавивочная машина | Навивка и сварка каркасов свай
Сваи – это неотъемлемый элемент в укреплении грунта, как подготовка основы для фундамента. Сварной арматурный каркас – это фактически скелет сваи, который придает ей прочность. В производстве железобетонных свай важным этапом является сам процесс создание каркаса сваи и соблюдение технологий сварки и навивки проволоки на арматурный каркас. Поэтому тщательно подбирается сырье и оборудование, которое обеспечит надежность и безопасность объемных железобетонных конструкций.
Но далеко не все современные сваенавивочные машины обеспечивают должное качество и скорость сварки арматурного каркаса свай. Среди явных «минусов» таких установок можно отметить низкую скорость работы, использование ручного труда, отсутствие автоматизации загрузки сырья. Особую опасность представляет непродуманность конструктива некоторых машин, что влечет за собой высокий процент брака из-за скручивания («винта») каркаса, пережога проволоки, и вообще, ощутимые финансовые потери на заводах ЖБИ.
Решение «Росстройтех» - сваенавивочная машина серии WS - позволяет избежать типичных проблем при производстве арматурных каркасов свай квадратного сечения. Итак, если вам надоели кривые сваи, надоела медленная работа станка и требуется много подсобных рабочих, а главное – вы все еще заряжаете арматуру вручную, то сваенавивочная машина серии WS избавит от всех проблем сразу! Новинка: машина сварки каркасов буронабивных свай UWS. В зависимости конфигурации количество продольных стержней 6,12 или 4, 8 штук.
Система контроля «скручивания» каркаса сваи
Решает основную проблему «скручивания» каркаса у сваенавивочных машин других производителей.
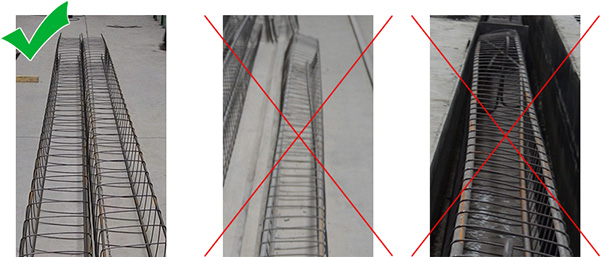
Скручивание (винт) каркаса – угол поворота начального сечения сваи от конечного. При этом возникает проблема правильного размещения «скрученного» каркаса в металлоформах, избыточный расход бетонного раствора при формовке ЖБИ изделия. При выпрямлении «скрученного» каркаса сваи вся конструкция теряет прочность и разрушается. Все «скрученные» каркасы, как правило, сразу бракуются, разбираются на арматуру, непригодная проволока выбрасывается, в итоге возникают финансовые потери.
Решение «Росстройтех» основано на применении электронного вала с датчиками слежения на каретке (с вращателем сваи) и сварочном узле. Это позволяет отслеживать полное перемещение от носика до торца сваи, следовательно, исключает образование углов «скручивания». Датчики синхронизированы друг с другом при помощи частотных преобразователей, и независимо от внешних воздействий (неравномерность протяга проволоки, узлы на проволоке, воздействие на каркас и т.п.) обеспечивают идеально ровную геометрию каркаса сваи за счет постоянной подстройки скорости вращения приводов. Благодаря этому процент образования брака из-за «скручивания» (винта) каркаса снижается до «нуля».
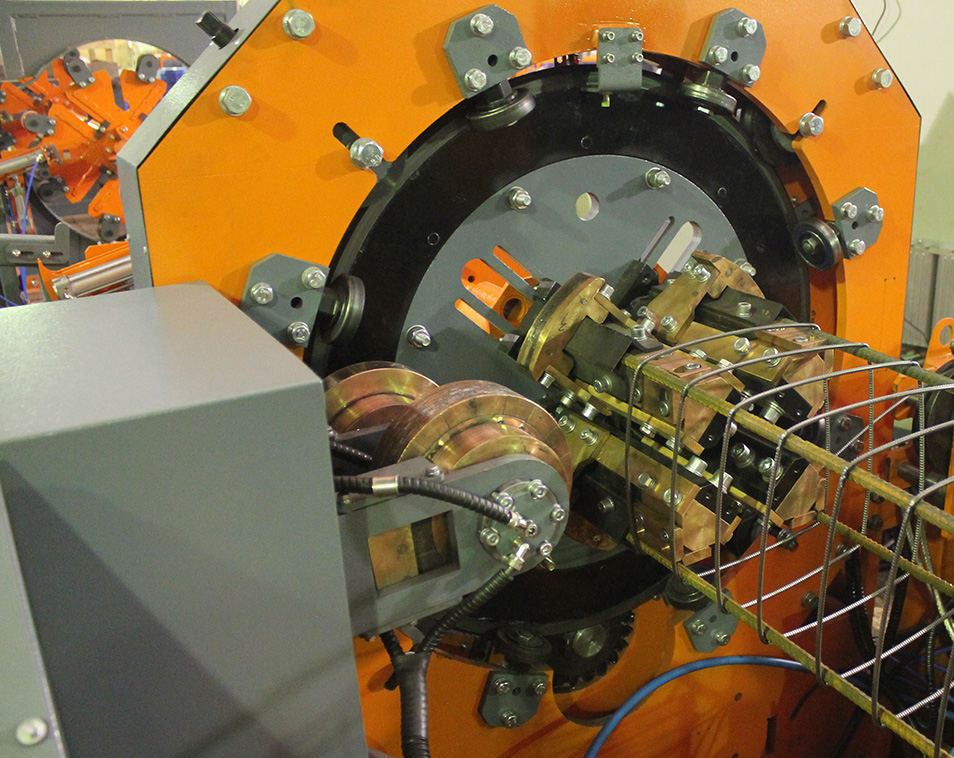
Система подвода электрического тока к электродам
Инновационность системы состоит в принципе подвода электрического тока к медным электродам в зону сварки. При этом существенно вырос КПД машины, сократилось время сварки конкретной точки, появилась плавная регулировка силы сварочного тока конкретной точки (что позволяет сваривать проволоку от 4 мм без пережога), уменьшился вес каркаса сваи, а, следовательно, снизилась стоимость каркаса в целом. В отличие от конкурентов, которые вынуждены использовать проволоку от 5 мм (при меньших диаметрах прожигается из-за отсутствия регулировки сварочного тока), тем самым это утяжеляет каркас сваи.
Сварочные электроды выполнены в виде сегментированных дисков из сплава меди с карбид-титаном. Верхний слой диска - основная рабочая изнашиваемая часть (сегмент на болтовом креплении), которая может быть легко заменена. Решение позволяет не менять весь диск целиком. При этом снижаются расходы на техническое обслуживание и сменные компоненты.
Процесс зарядки арматуры

Каркас сваи состоит из 4 стержней арматуры и навиваемой проволоки. Управление процессом зарядки арматуры происходит с пульта: оператор нажимает кнопку, барабан поворачивается на 1/4 оборота, и арматура автоматически подается в удерживающее устройство. Стержни арматуры подаются один за другим в устройство вращения каркаса и фиксируются пневматическими зажимами. Система применяется для сваи с «приваренным носиком», который затем приваривается отдельно.
Станок позволяет изготавливать каркасы свай со «скошенным носиком». При этом используется специальное приспособление для гибки уже заряженной арматуры. Гибка арматура может быть произведена заранее также. Арматурный каркас сваи со «скошенным носиком» фиксируется при помощи кронштейна.
Процесс наматывания проволоки
Проволока наматывается с постоянным и переменным шагом: начальный шаг меньше для усиления конструкции, затем шаг увеличивается до 200 мм для снижения металлоёмкости и веса каркаса, и финальный шаг на торце сваи также меньше.
Следящий привод подачи проволоки
Проволока подается четко в зону сварки. При помощи актуатора (электрического двигателя с приводом) проволока подается в середину электрода независимо от смена шага сварки, что обеспечивает высокое качество сварки.
Система регулировки сечения сваи

Формобразователь сваи обеспечивает плавную регулировку изменения сечения сваи. При помощи перемещения электродов по направляющим достигается требуемый диаметр сечения сваи. При этом процесс перехода с одного типа размера сваи на другой очень прост: ослабив несколько болтов крепления электрода он передвигается по направляющим. В результате для изменения сечения не требуются смена кондуктора. Также можно производить настройку для трапецеидальных свай.
Резюмируя, можно подвести итог: сваенавивочная машина серии WS обеспечивает удобство настройки, автоматическую зарядку арматуры и выгрузку готовой сваи, сокращает в 2 раза время сварки 16 метрового каркаса (до 100 каркасов в смену), значительно снижает стоимость готового продукции из-за экономии сырья в процессе производства, а главное, позволяет масштабировать бизнес, существенно увеличивая объем производства и ассортимент продукции. Новинка: машина сварки каркасов буронабивных свай UWS. В зависимости конфигурации количество продольных стержней 6,12 или 4, 8 штук.
Качественный каркас сваи обеспечивает надежный фундамент для вашего бизнеса. Пора принимать правильные решения.
Центральный офис и производство в Новосибирске
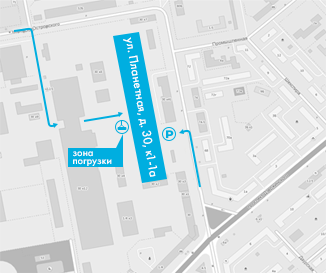
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Схема проезда. Новосибирск
Техпомощь и сервис
Установка навивки каркасов свай (сваенавивочные машины) серии SNM

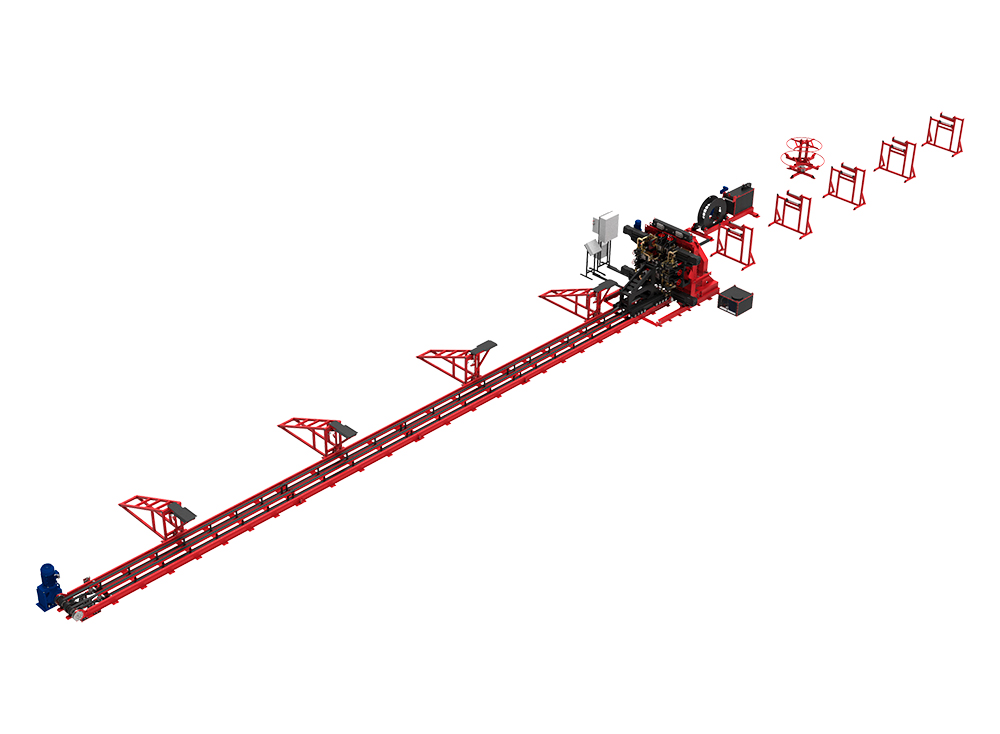
Сваенавивочная машина предназначена для навивки и сварки арматурных каркасов железобетонных забивных свай для общестроительных нужд.
Сваенавивочные машины SNM способны изготавливать сваи сечением 300х300, 350х350 и 400х400мм, квадратной, прямоугольной и трапецеидальной формы, длиной 12-16 метров. Производительность до 100 каркасов (12 метров) за 1 смену.
Конструкция машины запатентована в России, основной принцип заключается в том, что при навивке и сварке поперечной проволоки, каркас не вращается вокруг своей оси, а протягивается горизонтально, параллельно полу. Навивка проволоки происходит с помощью планшайбы, которая крутиться вокруг арматурных стержней, а сварка осуществляется летучими пневмоцилиндрами. Читать статью: SNM — контактная сварка по правилам
Сварочный портал оснащен быстрым способом подстройки под разную арматуру. Регулировочные винты размещены на каждом из направляющих блоков сварочного портала. С их помощью происходит тонкая настройка сварочного электрода и доведения до точки сварки. Оперативно, без необходимости развинчивания и перенастройки креплений на формообразователе. Допустим, сечение сваи остается 400 мм, а заменяется только диаметр продольной арматуры с 10 на 28 мм.
В сваенавивочной машине SNM полностью соблюдается основное правило контактной сварки. Прижим пневмоцилиндров со сварочным электродом (4 цилиндра, 4 точки) происходит прямо перпендикулярно месту пересечения продольной арматуры и навиваемой проволоки. Одновременно сваривается 2 точки, тем самым уменьшается машинное время на производство каркаса.
Технически преимущества:
- Отсутствует скручивание сваи на всем протяжении навивания проволоки и в процессе сварки
- Отличное качество провара в местах контактной сварки в точках пересечения
- В конструкции машины используются недорогие и прямоугольные электроды, не применяются круглые дорогостоящие
- Полное отсутствие бочкообразности при намотке проволоки
- Отсутствие пережога и непровар проволоки в момент сварки
- Возможность использование проволоки диаметром 2,8 мм для экономии сырья
- Быстрая зарядка продольной арматуры
- Автоматическая выгрузка готового каркаса
- Плавная регулировка скорости сварки каркаса
- Плавная регулировка шага навивки каркаса
- Замкнутая система охлаждения сварочных электродов и трансформатора
В комплектацию входит:
- Сваенавивочная машина
- Модуль протяга с цанговыми зажимами (для прямых свай) и фиксатором для изготовления свай с «носиком»
- Перемоточное устройство с катушкой и бухтодержателем
- Шкаф управления с контрольной панелью Omron
- Силовой шкаф
- Модуль системы охлаждения
- Руководство по эксплуатации, паспорт, гарантийный талон
- Комплект ЗИП
Как производитель оборудования, завод RODEN предоставляет бесплатную гарантию 12 месяцев, круглосуточную техническую поддержку, сервисное обслуживание, обеспечение расходными материалами и запасными частями на протяжении всего жизненного цикла оборудования.
Цена на наше оборудование на порядок ниже конкурентов, а сроки производства сведены к минимуму.
- Во-первых, благодаря замкнутому циклу производства, а именно наличию собственного центра металлообработки, слесарно-сборочного цеха, участка резки и гибки листового материала и полимерно-порошковой покрасочной камеры.
- Во-вторых, наши заказчики не переплачивают за маркетинговые уловки, услуги посредников, задержки поставщиков.
- В-третьих, мыпроектируем оборудование без излишеств, удобное в настройке и обслуживании с безопасным доступом к узлам.
Преимущества нашего оборудования:
- Низкая стоимость
- Высокая производительность
- Максимально быстрая переналадка на другие виды и диаметры арматуры
- Уникальная запатентованная конструкция, не имеющая аналогов в мире
- Для эксплуатации не требует высококвалифицированного персонала
- Комплектующие от ведущих мировых производителей
- Гибкие настройки установки, позволяющие тонко настроить машину
| Диаметр навиваемой проволоки, мм. | 2,5-5 |
| Диаметр продольных прутков, мм. | 10-25 |
| Сечение сваи, мм | 300х300, 350х350, 400х400 |
| Шаг навиваемой проволоки, мм. | 50-300 (плавно) |
| Максимальная длина сваи, м. | 16 |
| Количество продольных стержней, шт. | 4 |
| Пиковая мощность, кВт. | 75 |
| Усреднённое потребление электроэнергии, кВт/ч | 10-15 |
| Напряжение питающей сети, В. | 380 (50 Гц.) |
| Расход сжатого возуха, л/мин. | 1800 |
| Давление сжатого воздуха, атм. (бар) | 6 |
| Масса, кг. | 2500 |
| Габаритные размеры установки (Д х Ш х В), мм. | 27000 х 1500 х 2000 |
*Готовы изготовить оборудование по техническому заданию Заказчика
Читайте также: