Срок службы сварочного трансформатора
Сварочный аппарат – необходимый инструмент для всех, кто любит и умеет мастерить своими руками в гараже, на участке. Без сварочных работ не обойтись при строительстве коттеджей и дач. В последнее время трансформаторные аппараты вытесняются аппаратами инверторного типа, которые имеют ряд преимуществ, но не лишены недостатков.

Сварочный аппарат нужен для всех, кто занимается строительством и ремонтными работами своими силами.
Приобретая сварочный аппарат, нужно знать, какой тип аппарата выбрать – трансформаторный или аппарат инвертор, как выбрать его правильно, так как рынок сегодня представляет огромный ассортимент моделей, отличающихся по ряду параметров.
Перед тем как выбрать сварочный аппарат, нужно четко представлять, для каких целей он будет использоваться. Это позволит, изучив характеристики и дополнительные функции различных моделей, найти лучшее решение.
По каким характеристикам и функциям следует выбирать инвертор?
Сварочный аппарат ОКОФ
Подборка наиболее важных документов по запросу (нормативно-правовые акты, формы, статьи, консультации экспертов и многое другое). 330.28.4 Из Решения следует, что по итогам проведения камеральной налоговой проверки Заявителя на основе представленной им налоговой декларации по налогу на имущество организаций за 12 месяцев 2012 года инспекцией в Решении с учетом Общероссийского классификатора основных фондов, утвержденного Постановлением Госстандарта Российской Федерации от 26.12.1994 N 359, сделан вывод о том, что Общество неправомерно уменьшило налоговую базу по налогу на имущество организаций на основании пункта 6 статьи 376 Кодекса на стоимость имущества, указанного в Приложении N 1 к Решению (косилки (дорожные, роторные), дробилки (роторные), снегоуборщики (ручные), станки настольно-сверлильные, сварочные аппараты, кондиционеры, радиостанции NX-200 (носимые в комплекте), радиостанции NX-700K (цифровые в автомобильном комплекте), медицинские тележки, каталки пациентов (с матрасами), стулья транспортировочные, дефибрилляторы, кресла инвалидные для передвижения в аэропорту, легковые автомобили, грузовые автомобили, электромобили, тракторы, автоприцепы, автогидроподъемники, весы «WT 150L-MF», бензопилы, шкафы усиленные сейфового типа, кушетки, кресла и кровати медицинские, шкафы медицинские с сейфом, скамьи 4-местные, ящики для ключей, урны, урны-пепельницы), поскольку указанные объекты имущества не являются сооружениями инфраструктуры воздушного транспорта.
Вопрос: Муниципальным учреждением в целях обеспечения собственных нужд заключен договор, предметом которого является приобретение газового сварочного аппарата, необходимого для проведения ремонтных работ. На какую статью экономической классификации расходов бюджетов Российской Федерации следует отнести расходы по оплате указанного договора?
Сварочный аппарат (код ОКОФ 330.30.20.31.117) отнесите к третьей, пятой, седьмой или девятой амортизационной группе в зависимости от технических и эксплуатационных характеристик объекта, а также рекомендаций изготовителя. Документ доступен: в коммерческой версии КонсультантПлюс
Амортизация основных средств: что это такое, группы ОС, способы начисления в бухгалтерском учете в 2020 году
Данное понятие исходит из НК РФ с целью правильности определения налога на прибыль.
По правилам он устанавливается каждым субъектом самостоятельно в момент начала использования средства.
Во время этого обязательно необходимо учитывать классификатор ОС. Период может впоследствии изменяться, так как предприятие может улучшать и модернизировать объект. Но новый период должен быть определен в пределах существующей амортизационной группы.
В данное время действует новый классификатор, какой вступил в действие с 2020 года. Процесс установления времени использования осуществляется в несколько этапов.
бухпроффиВнимание! Сначала устанавливается группа ОС согласно классификатору ОС, в какую входит объект.
Содержание проверки
Виды мероприятий, относящихся к процедурам технического обслуживания и их периодичность, определяются порядком, изложенным в действующих нормах и правилах. Причем для различных типов оборудования существуют свои нормы, однако есть и общие правила обслуживания.
Электросварочные аппараты, по своей сути являясь электроустановками, должны эксплуатироваться, а также проходить техническое обслуживание в соответствии с действующими нормами, которыми для них являются Правила Технической Эксплуатации Электроустановок Потребителей, содержащие соответствующий раздел. Согласно этим правилам, проверка сварочного оборудования должна проводиться в следующих объёмах:

проведение внешнего осмотра аппаратов;
Периодические проверки, включающие контроль сопротивления изоляции, внешний осмотр и контрольное включение в рамках технического обслуживания, должны осуществляться при вводе сварочного оборудования в работу после длительного перерыва в эксплуатации.
Также это необходимо делать при обнаружении видимых следов механических или электрических повреждений, но в любом случае, не реже, чем 1 раз в 6 месяцев. Персонал, осуществляющий такие проверки, должен делать записи установленной формы в специально предназначенный для этого журнал.
Нормативы испытаний, проводимых при техническом обслуживании, должны соответствовать изложенным в Приложении 3 Правил, а также инструкциям по эксплуатации и проведению технического обслуживания.



Пятая группа (имущество со сроком полезного использования свыше 7 лет до 10 лет включительно)
(в редакции Постановления Правительства РФ от 07.07.2016 N 640).
В действительности может оказаться, что объект не может быть включен в рассмотренную группировку.
Применяется с 01.01.2020 г. Жирным шрифтом выделены позиции, найденные непосредственно в Классификации основных средств, включаемых в амортизационные группы (утв. Постановление Правительства РФ N 1 от 01.01.2002 г.). Обычным шрифтом отражены виды основных средств, попадающие в амортизационную группу из ОКОФ, как входящие в одну из указанных в Классификации групп основных средств.
* Примечание из Классификации основных средств, включаемых в амортизационные группы (утв.
Рекомендуем прочесть: Как сделать смарт безлимитище
Постановление Правительства РФ N 1 от 01.01.2002 г.). См. также амортизационные группы: пора учиться!
25 сентября 2020 / Интернет 27 сентября 2020 / Интернет 28 сентября 2020 / Интернет 28 сентября 2020 / Интернет
Третья группа (имущество со сроком полезного использования свыше 3 лет до 5 лет включительно)
* Примечание из Классификации основных средств, включаемых в амортизационные группы (утв. Постановление Правительства РФ N 1 от 01.01.2002 г.).
- 23 сентября 2020 / Москва
- 23 сентября 2020 / Москва
- 24 сентября 2020 / Москва
- 22 сентября 2020 / Москва
Как выбрать ОКОФ под свой сварочный аппарат
С помощью ОКОФа легко подбирается амортизационная группа.
См. также амортизационные группы: пора учиться!
Если вы ведете налоговый учет, то код ОКОФ просто необходим, чтобы узнать срок полезного использованиясварочного оборудования. Без кода вы просто не сможете правильно сформировать налоговую базу. Та же проблема и при неправильно выбранном коде. Это не просто бюрократическая формальность. Установив неправильный код вы неверно рассчитаете амортизацию и не сможете заменить или починить сварочное оборудование, когда это будет необходимо.
Чтобы вы могли избежать этих проблем мы расскажем, какие коды выбрать.
Первая база кодов ОКОФ была разработана в 1994 году и с тех пор обновлялась лишь в 2004 году. Также в 2008 году вносились небольшие правки. Со временем стало очевидно, что база нуждается в масштабном обновлении.
Поэтому в 2020 году база кодов Общероссийского классификатора основных фондов была обновлена.
Рекомендуем прочесть: Как узнать о депорте иностранных граждан
Новый ОКОФ 2020
С помощью этого классификатора вы можете найти, сколько лет нужно амортизировать в 2020 году различные основные средства: бензорез, громкоговоритель, автомобили грузовые и легковые и другие транспортные средства, различные облучатели, ККМ, светофоры, электрооборудование.
Таких ключей существует 2 вида: прямой и обратный. Название дает понять, каким образом такие ключи используются. Прямой ключ представляет собой таблицу соответствия данных старого справочника новому. А обратный – таблицу соответствия кодов нового справочника старому.
ОКОФ: код 330.28.29
Машины и оборудование имущество со сроком полезного использования свыше 5 лет до 7 лет включительно электродвигатели для электробуровых установок; электродвигатели крановые Машины и оборудование имущество со сроком полезного использования свыше 7 лет до 10 лет включительно двигатели внутреннего сгорания, кроме двигателей для транспортных средств; электродвигатели переменного тока мощностью от 0,25 кВт и выше (кроме специальных силовых и крупногабаритных); электродвигатели специальные силовые; кроме основных средств, включенных в другие группы Переходные ключи Для перехода от старого ОКОФ к новому ОКОФ используется прямой переходный ключ: ОКОФ ОК 013-94ОКОФ ОК 013-2014 КодНаименованиеКодНаименование 142919320Вакуум-фильтры330.28.29Машины и оборудование общего назначения прочие,
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.

Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
Электрические генераторы в рамках обслуживания подлежат испытаниям по ГОСТ 304. Аппараты, использующие выпрямленный сварочный ток – по ГОСТ 13821.
Учет основных средств в 2020 году
Учреждение здравоохранения «Альфа» приобрело медицинские инструменты: зажим и тонометр.
Инструменты учреждение будет использовать при оказании медицинских услуг. Комиссия определила, что инструменты — актив, стоимость подтверждена товарной накладной, договором. Стоимость зажима — 1600 руб. (с НДС).
Срок полезного использования по инструкции производителя — шесть месяцев.
Это меньше 12 месяцев, поэтому комиссия приняла решение включить зажим в состав материальных запасов.
Стоимость тонометра — 1850 руб. (с НДС). Срок полезного использования — 36 месяцев, что больше 12 месяцев.
Комиссия включила тонометр в состав ОС. С нового года федеральный стандарт ввел новые принципы, по которому объединяют ОС.
Теперь вместо двух групп «Нежилые помещения» и «Сооружения» появилась одна — «Нежилые помещения (здания и сооружения)».
Декларация ТР ТС: содержание
Декларация заполняется с учетом требований, установленных Решением Коллегии ЕЭК №293. Документ имеет следующие поля, подлежащие обязательному заполнению:
- «Заявитель»: указывается полное наименование организации, адрес, ОГРН;
- «В лице»: должность и ФИО руководителя;
- «Заявляет, что»: полное и краткое наименование продукции, техдокументация, использованная при производстве;
- «Изготовитель»: полное и сокращенное название производителя, фактический адрес;
- «Код ТН ВЭД»: код товарной номенклатуры и форма выпуска;
- «соответствует требованиям»: перечень техрегламентов, соответствие которым устанавливается
- «Декларация о соответствии принята на основании»: перечень документов с указанием их реквизитов, подтверждающих факт соответствия;
- «Дополнительная информация»: заполняется произвольно. Тут может быть указан срок годности или эксплуатации, гарантийные обязательства, схема декларирования, необходимость инспекционного контроля.
Также в документе обязательно должен быть указан регистрационные номер в реестре и дата окончания действия.
В декларации в отличие от добровольного сертификата на сварочное оборудование не указываются сведения об органе сертификации, который ее зарегистрировал в реестре. Документ подписывает заявитель, указывая ФИО, и ставится печать компании-декларанта.
Амортизационные группы: срок полезного использования
Если компании не удается найти объект в перечне, то срок устанавливают, опираясь на ТУ актива или рекомендации изготовителя.
Если актив изготовлен в компании, то специалисты предприятия самостоятельно разрабатывают рекомендации, подтверждающие срок эффективной эксплуатации имущества. Их оформляют в произвольной форме. Это может быть распоряжение руководителя или другой документ, определяющий СПИ актива.
Рассмотрим характерные особенности имущества, относимого к каждой амортизационной группе.
К первой амортизационной группе относят недолговечные активы, изнашиваемые в течение срока от 1 года и 1 месяца до 2-х лет включительно.
В каких случаях может потребоваться ремонт
Качество и надежность работы сварочных аппаратов зависит от многих факторов. Речь идет о качестве сборки самого оборудования и его комплектующих частей, а также об условиях, при которых хранится и эксплуатируется такая техника. Нарушение этих условиях способно привести к более быстрому выходу из строя отдельных функциональных элементов устройства или всей системы в целом. Кроме того, значение имеют и другие факторы, к примеру, тип используемых для сварки защитных газов.

Если при функционировании устройства замечены какие-либо отклонения, то это может стать основанием для проведения ремонта. Наиболее распространенные признаки, указывающие на наличие неисправности, это:
- отсутствие сварочной дуги или нестабильность ее технических показателей;
- возникновение перегрева аппарата;
- появление эффекта «залипания» электродов;
- отсутствие реакции техники при приведении ее в рабочее положение (аппарат не включается).
Причинами подобных неисправностей может быть износ отдельных функциональных узлов технического средства, в том числе платы, охлаждающего вентилятора, контактов или проводов. Поломки могут случаться и при использовании прибора с нарушением требований к его эксплуатации, при отклонении показателей напряжения, а также при механических повреждениях, ударах.
Обратите внимание, что процедуры по обслуживанию и ремонту оборудования для сварки должны проводиться только высококвалифицированными специалистами, обладающими соответствующими знаниями и опытом. Нужно помнить, что такие приборы относятся к категории тех, что предполагают особую осторожность в использовании.

Что еще нужно помнить
Во-первых, на качественные характеристики создаваемого на молекулярном уровне соединения (как и на продолжительность службы техники) будет влиять и то, какие именно применяются расходные материалы. Большое значение имеет и выбор газов, например, углекислоты. Поэтому мы рекомендуем вам сотрудничать только с настоящими профессионалами и приобретать дополнительные материалы только в надежных и проверенных местах.
К примеру, обширный каталог газов для сварки предлагает наша . У нас вы найдете большой выбор такой продукции по наиболее привлекательным ценам по этой ссылке.
Виды сварочных аппаратов – тонкости выбора и особенности применения
Выбрать добротный и недорогой агрегат не так просто, как может показаться. Рынок переполнен предложениями, и не все виды сварочных аппаратов равноценны между собой. У каждого есть особенности, преимущества и недостатки. Не стоит поддаваться уговорам менеджеров-продавцов – лучше самостоятельно разобраться в устройстве и параметрах сварочников, тогда сделать выбор будет проще.
Виды, различия, плюсы и минусы
Еще недавно спрос на компактные бестрансформаторные сварочники был огромным. Отдельные виды ручных сварочных аппаратов создавали кустарно, покупали конверсионные модели, выпускаемые предприятиями оборонки.

Сегодня рынок перенасыщен предложениями. Конструкции сварочных аппаратов стали более разнообразными. Но это сделало модели более совершенными. В основе всех современных сварочников используются все те же старые схемы, но на новой элементной базе.
По видам аппараты можно разделить на несколько базовых моделей:
- трансформаторные конструкции;
- инверторные схемы;
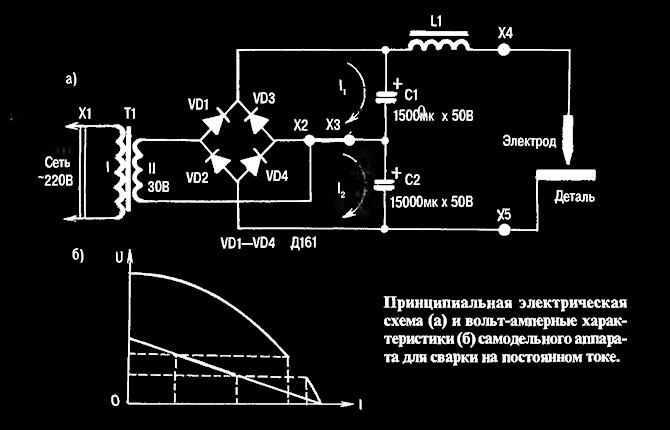
- сварочные аппараты для сварки постоянным током;
- конструкции для сварки в защитной газовой среде;
- устройства для точечной сварки;
- газосварочные агрегаты.
Все перечисленное касается только аппаратов, схема и конструкция которых допускает подключение к бытовой электросети в 220 В. Это базовое ограничение для всех бытовых моделей.
Выбирая вид сварочного аппарата (кроме газосварки), необходимо реально оценивать возможности электросети. Современные модели на полупроводниковой базе могут работать на даче или в гараже, где напряжение в сети может быть в пределах 150-240В. Более старые аппараты с трансформаторным преобразованием напряжения приходится переделывать.
Трансформаторы
Наиболее древний вид сварочника. Активно используется более сотни лет. Основа аппарата – тяжелый (до 20 кг) и мощный (до 5 кВт) трансформатор, преобразующий сетевое напряжение в 220 В на входе в рабочее переменное 50-60 В.
Для качественного сваривания металла трансформатор должен иметь определенный вид вольт-амперной характеристики, чаще круто падающей. Обычный силовой трансформатор, снятый с промышленного оборудования, для сварки не подойдет.

Сварочный трансформатор перед началом работ настраивают на определенные характеристики – ток и интенсивность горения дуги. Перемещая руками балластный резистор или реактор, удается добиться крутопадающей характеристики напряжение-ток. Это значит, что с момента зажигания дуги напряжение будет сильно снижаться с увеличением тока, количество энергии выделяется равномерно, поэтому прожогов или непроваров не будет.
- простая конструкция, несложный ремонт;
- доступная цена;
- большой сварочный ток – до 250А;
- надежность.
Срок службы сварочного трансформатора, намотанного из качественного медного провода, – 20-25 лет. На практике при аккуратном обращении срок службы ограничен лишь надежностью изоляции. Провод в фирменной резиновой изоляции способен обеспечить 30-40 лет безаварийной эксплуатации.
- большой вес;
- сложность настройки;
- ограниченное использование;
- сильные помехи, создаваемые трансформатором в сети.
Выполнять работы с использованием трансформаторного сварочника рядом с многоэтажками не рекомендуется во избежание конфликтов с жильцами.
Выпрямители
Определенные виды материалов, такие как нержавейка или чугун, сваривают с использованием постоянного тока. Для этого нужен выпрямитель. По сути, это тот же сварочный трансформатор, дополнительно оборудованный регулирующими системами, блоком полупроводниковых вентилей, преобразующих ток из переменного в постоянный. Все виды регуляторов с трансформатором собираются в компактном, но тяжелом корпусе (10-12 кг).

В качестве регулятора режима используется управляющая плата на тиристорах. С ее помощью можно настроить величину тока. Блок выпрямляющих кремниевых диодов – нерегулируемый. Вид сварочного тока – постоянный.
Работать можно только постоянным током, потому могут возникнуть сложности при сварке толстостенного профиля, отдельных видов проката.
Для определенных видов сварочных работ, предполагающих длительную непрерывную нагрузку, вместо тиристорного регулятора используется магнитный шунт, устанавливаемый на вторичной обмотке. Размыкание или смыкание его выполняется с помощью ручки на передней панели аппарата.
Агрегат считается надежным в работе, но данный вид сварочников не пользуется популярностью у любителей из-за сложного подбора режима работы.
Инверторы
Этот вид сварочного оборудования собран на электронных компонентах. В конструкции аппарата преобразование напряжения обеспечивается электронным генератором на основе управляемых ключей. Есть трансформатор, но этот вид преобразователя работает с высокочастотным напряжением. Поэтому вес и габариты устройства небольшие. Вес инвертора редко превышает 5 кг.

Инверторные сварочники собираются на элементной базе двух типов – на транзисторах MOSFET и более новых элементах IGBT. Первый тип полупроводников выпускается уже более 50 лет, отличаются надежностью и невысокой ценой. В одном инверторе их около 20 шт. Быстро перегреваются, уже при 60 ℃ часто срабатывает защита.
Новые IGBT выдерживают нагрев до 90 ℃, для инвертора их требуется до 10 штук. Такие элементы дороже и допускают не все виды ремонта. Размер корпуса полупроводника маленький, выпаивать его с платы сложно.
Все виды инверторных сварочных аппаратов работают по одной схеме:
- поступающий из сети переменный ток, напряжением 220 В, выпрямляется на блоке мощных диодов;
- на втором этапе фильтр устраняет помехи. Заодно этот вид защиты блокирует попадание наводок обратно в сеть, поэтому инвертором можно варить даже в квартире;
- после фильтра генератор преобразует постоянный ток в переменный с частотой около 100 кГц. Это дает возможность использовать небольшие компактные детали и элементы;
- сигнал с генератора подается на высокочастотный трансформатор, где понижается до напряжения 50-60 Вт, после чего выпрямляется на высокочастотных вентилях.
Кроме небольших размеров сварочный аппарат интересен возможностью точной регулировки величины ток в электрической дуге.
- малый вес;
- возможность сваривать тонкостенные детали;
- простая настройка;
- отсутствие помех в сети.
Большинство инверторов имеют дополнительные опции, улучшающие качество сварки неподготовленными работниками. Например, включение Anti Stick препятствует прилипанию электрода в момент зажигания дуги. Система Hot Start повышает ток и напряжение в момент загорания дуги, что облегчает начало работы.
Отрицательные моменты заключаются в том, что инвертор требует аккуратного обращения. При неправильной эксплуатации высокочастотный генератор легко выходит из строя. Большинство видов ремонта сварочника требуют квалификации специалиста-электронщика.
Полуавтоматы
Принципиально новый вид сварочного аппарата, десятки лет широко использовался в промышленном производстве и при проведении ремонтных работ в специализированных мастерских. Сварочные полуавтоматы стали доступны с появлением компактных инверторов.
Аппарат может иметь один или два корпуса. В первом блоке находится электрический преобразователь, аналогичный инвертору или выпрямителю. Во втором – катушечная система подачи омедненной сварочной проволоки через гибкий резиновый рукав к точке сварки. Внутри располагается токоподводящий кабель.
Если это мобильный переносной вид аппарата, то все элементы, кроме рукава, собраны в одном блоке. Кроме того, в рукав подается газ СО2 от баллона с газовым редуктором.

На конце рукава установлена горелка-пистолет с клавишей включения подачи газа и проволоки. При работе вылет проволочного электрода составляет всего 4-5 мм, поэтому зона сваривания оказывается полностью погруженной в поток защитного газа.
Преимущество полуавтомата в высоком качестве шва. Можно сваривать все виды тонколистовой стали.
Несмотря на то, что по статистике 60% любительских сварочных работ выполняется полуавтоматом, у аппарата имеется немало отрицательных сторон:
- расходники – проволока и газ хорошего качества, стоят недешево;
- большой вес сварочной системы;
- быстрое заполнение рабочего места углекислым или угарным газом;
- периодически нужно регулировать работу газового клапана и катушки подачи проволоки.
Из всех видов сварочных работ полуавтомат оправдывает себя для кузовного ремонта автомобилей, изготовления металлических баков большого объема, мелкого ремонта металлической мебели.
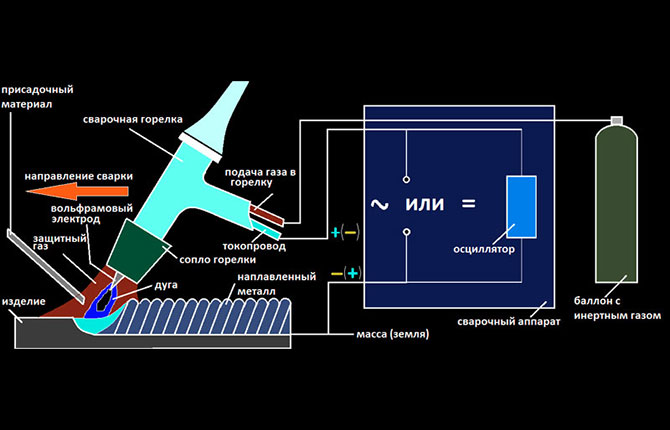
Аргонодуговой сварочный аппарат
Сварка аргоном отличается от остальных видов тем, что для работы используется горелка с соплом подачи аргона и неплавящийся вольфрамовый электрод. Остальные элементы выполнены так же, как и у полуавтомата, но без омедненной проволоки.
Суть работы аргонодугового аппарата заключается в создании мягкой стабильной дуги над сварочной ванночкой из расплавленного металла. Зона расплавления – всего несколько миллиметров. Поэтому, в отличие от других видов сварки, шов получается тонким и равномерным, с небольшой, едва заметной волной. Чтобы компенсировать «проваливания» шва, в ванну добавляется присадочный материал в виде прутка с легирующими добавками.
Недостатки использования аргона:
- стоимость аргона на порядок больше углекислого газа;
- нужны профессиональные навыки обращения с аргоном;
- распыленный в воздухе аргон может вызвать удушье или стать причиной поражения легких.
Обычно агрегат причисляют к одному из видов сварочных аппаратов без электродов, но это не совсем так. Вольфрамовый пруток, диаметром 2-3 мм, сгорает медленно, но его тоже нужно периодически менять.
Аппарат для точечной сварки
Из-за выступающих из корпуса клещей он не похож на традиционный сварочник. Сварочный аппарат используется для выполнения одной операции – сваривания двух тонких листов стали в одной точке.
Принцип действия прост:
- заготовки складываются пакетом и фиксируются струбциной с прокладками;
- выбирается место для сварочной точки;
- подводят клещи к точке, усилием рук прижимают так, чтобы между электродами и сталью был обеспечен надежный электрический контакт;
- разогретая током сталь переходит в пластичное состояние и сваривается.

Клещи должны оставаться в сжатом состоянии. Аппарат работает от обычной сети 220 В и не требует специальной защитной одежды, маски или присадочных. Скорость сварки достигает 10 точек/мин.
Периодичность проверки сварочных аппаратов


Как испытывают сварочные трансформаторы?


Своевременное испытание трансформаторов является одним из обязательных условий их безопасной эксплуатации. В соответствии с нормативно-технической документацией периодичность испытаний сварочных трансформаторов составляет не реже одного раза в 6 месяцев. При наличии перебоев в работе или выполнении ремонтных операций, этот срок может быть сокращен. Объем испытаний сварочного трансформатора включает следующие обязательные операции:
- Визуальный осмотр всех составных частей устройства на отсутствие видимых дефектов.
- Определение величины сопротивления изоляции обмоток и коэффициента абсорбции.
- Проверка параметров сварочного трансформатора в режиме холостого хода.
- Проверка изоляции обмоток напряжением выше номинального.
- Измерение сопротивления изоляции стяжных шпилек.
По окончании проведения испытаний, результаты всех измерений вносят в протокол, форма которого регламентирована государственным стандартом. На корпусе трансформатора дополнительно наносят точную дату проведения испытаний.
Особенности испытаний сварочных трансформаторов
В процессе проверки сварочных трансформаторов их подключают к безындукционной нагрузке, что позволяет исключить влияние реактивной составляющей на результаты измерений. В качестве измерительных приборов используют устройства с классом точности не ниже 1,5. Для проверки электродинамической стойкости трансформаторов осуществляют не менее 10 коротких замыканий на землю. После этого, с помощью внешнего осмотра оценивают целостность устройства и его составных частей.
Для измерений сопротивления изоляции необходимо предварительно нагрузить сварочный трансформатор в течение 10 минут на максимально возможном режиме. Только после его нагрузки и прогрева до определенной температуры, трансформатор допускают к измерению сопротивления изоляции и испытаниям в режиме холостого хода. Сопротивление изоляции обмоток испытывают мегомметром с напряжением 2,5 кВ в течение времени 60 секунд. Коэффициент абсорбции представляет собой отношение величины сопротивления изоляции после 60 секунд измерений к величине сопротивления изоляции после 15 секунд измерений. Коэффициент абсорбции считается нормальным, если его значение выше 1,3. В противном случае изоляция считается увлажненной и требует сушки.
В процессе определения тока и потерь холостого хода на концы обоих обмоток подсоединяют измерительные приборы. При этом одновременно проверяют стационарные измерительные приборы со шкалой тока в разных положениях регулятора. Допустимый уровень погрешности не должен превышать ±7,5%. Величина тока и потерь холостого хода не должны отличаться паспортных значений на величину более 10%.
Уровень электрической прочности изоляции у сварочного трансформатора испытывают относительно заземленного корпуса и между обмотками при помощи переменного напряжения частотой 50 Гц в течение времени 60 секунд. Величина напряжения зависит от места его прикладывания и питающего напряжения самого трансформатора.
Все результаты измерений и испытаний заносят в протокол, где приводится нормированные и измеренные величины. На основании этой информации персонал электротехнической лаборатории делает вывод о пригодности электрооборудования к дальнейшей эксплуатации. Кроме периодических испытаний персоналом электротехнической лаборатории, сварщики должны визуально проверять оборудование ежедневно перед началом работ. При этом они производят его очистку от песка, пыли, грязи, отвечают за наличие маркировки и специальных оградительных конструкций.
Ремонт и профилактическое обслуживание

Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Периодичность проведения замеров сопротивления изоляции.
Инженерный имеет все необходимые инструменты для качественного проведения замера сопротивления изоляции, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать замер сопротивления изоляции или задать вопрос, звоните по телефону .
Периодичность замеров сопротивления изоляции электрооборудования, кабельных линий и электропроводок определяется НТД: ПТЭЭП, РД 34.45-51.300-97 и др.
Согласно НТД замер сопротивления изоляции в электроустановках потребителей (жилые дома, помещения, производства) проводится один раз в три года.
В специальных установках и установках с наличием опасных факторов: повышенная влажность, агрессивная среда, проводящая пыль, взрывопожароопасные, пожароопасные один раз в год.
Для сварочных аппаратов измерение сопротивления изоляции проводится не реже 1 раза в 6 месяцев.
Максимальный же интервал между измерениями сопротивления изоляции может составлять не более 3 лет. Это связано с тем, что органы Ростехнадзора имеют право производить проверку состояния оборудования потребителей не чаще чем 1 раз в 3 года. При проверке инспектор обязательно потребует наличия протоколов, среди которых должен быть протокол измерения сопротивления изоляции.
Все выше перечисленное, в основном, касалось оборудования на напряжение до 1000 В. Для высоковольтного оборудования сопротивление изоляции является сопутствующим высоковольтным испытаниям и скорее контролирует состояние изоляции до и после испытания.
Но есть и исключения. Например, вентильные разрядники допускается не подвергать испытанию на пробой, если сопротивление изоляции не менее 1 000 МОм. Измерения же эти следует проводить ежегодно перед началом грозового сезона.
Периодичность осмотров
В соответствии с этим документом, все ремонтные и профилактические мероприятия, относящиеся к обслуживанию сварочного и термического оборудования, должны выполняться в прямом соответствии с графиком, утверждённым главным техническим специалистом предприятия.
Особо подчёркивается важность своевременной поверки технических средств измерений, которыми комплектуются аппараты для сварки. Для этой цели установлено, что в подготовке графиков обслуживания сварочной техники должен принимать участие специалист, ответственный за метрологию на предприятии.
Таким образом, плановая остановка оборудования на ремонт или техническое обслуживание должно быть приурочено к сдаче измерительных приборов в поверку.
Согласно нормативам, устанавливаемым данным руководящим документом, в рамках обслуживания необходимо регулярно проводить мероприятия по текущему контролю технического состояния оборудования:
- сварочные аппараты переменного и постоянного тока (трансформаторы и выпрямители) осматриваются два раза в месяц;
- сварочные инверторные преобразователи подлежат осмотру 1 раз в неделю;
- аппараты для автоматической и полуавтоматической сварки осматриваются ежедневно.
Факт проведения проверки (осмотра), а также полученный результат, фиксируется в журнале установленной формы.
Контроль сварочного оборудования: что это значит
Контроль сварочного оборудования

Вопросы, рассмотренные в материале:
· Что такое контроль сварочного оборудования
· Что в себя включает контроль сварочного оборудования и приборов
· Какие требования предъявляются к квалификации сварщиков, работающих со сварочным оборудованием и оснасткой
· С какой периодичностью проводят мероприятия контроля сварочного оборудования
Сварочные работы могут производиться лишь при помощи исправных, правильно настроенных устройств. На предприятиях за состоянием всей используемой техники отвечают сварщики (сборщики) – каждый день в начале смены они оценивают все необходимые показатели. Мастера по сварке (либо другие инженерно-технические специалисты) проводят еженедельные проверки, а электрики и наладчики занимаются профилактическим осмотром раз в месяц. Если речь идет о более сложных устройствах, проверки могут производиться с большей периодичностью в соответствии с инструкциями. Далее вы узнаете о том, как именно проводится контроль сварочного оборудования.
Контроль сварочного оборудования: что это значит

На каждом предприятии существует своя система планово-предупредительного ремонта (ППР) техники, предназначенной для сварки. Она представляет собой совокупность организационно-технических мероприятий, цель которых состоит в контроле, обслуживании и ремонте конкретных устройств. Отметим, что все подобные действия проводятся по заранее сформированному плану. Последний предполагает профилактические осмотры и ремонтные работы, то есть малые (текущие) и средние ремонты.
Текущим ремонтом занимаются непосредственно на рабочем месте, тогда как для среднего ремонта устройство отправляют в мастерские предприятия. Между ремонтными работами обязательно проводят профилактические осмотры, причем межосмотровый цикл составляет 150–200 часов. Тогда как между ремонтами проходит 900–1 000 часов. Также существует понятие «полный ремонтный цикл», он представляет собой время от начала использования системы до первого капитального ремонта. Допустим, для механизированной сварочной техники, этот показатель составляет 13-14 тысяч часов.
Своевременный контроль позволяет убедиться в работоспособности оборудования. В процессе осмотров сварочных аппаратов оценивают такие характеристики, как состояние токоподводящих проводов, электрических контактов, исправность регулирующих механизмов, износ подающих устройств, зазоры в кинематических системах, состояние защитных устройств, токоподводящих элементов, пр.
В устройствах, используемых для контактной сварки, обязательно осуществляют контроль состояния систем подачи воды и воздуха, электрических контактов в сварочном контуре, степень износа рабочих поверхностей электродов и роликов, пр.

Когда речь идет о работе со сборочно-сварочным оборудованием, например, для дуговой сварки, осуществляют контроль поверхности прижимных элементов, состояния и формы используемых при сварке подкладок, исправности теплоотводящих устройств, работоспособности приводов, пр.
При осмотре любой контрольно-измерительной аппаратуры метрологическая служба предприятия сравнивает показания систем с результатами эталонных средств измерения. Данная операция носит название метрологической поверки.
Однако контроль сварочного оборудования производится не только в процессе эксплуатации. Ему обязательно подвергаются все новые устройства, оснастка. Специалисты предприятия должны убедиться, что поступившая техника соответствует техническим параметрам, указанным в паспорте. В последний вносятся изменения после того, как был произведен капитальный ремонт и оборудование прошло аттестацию.
Чтобы оборудование было допущено к эксплуатации, для него оформляется соответствующий акт. Далее данная бумага хранится у сварщика или наладчика, поскольку именно эти специалисты отвечают за исправность и безаварийную работу оборудования в периоды между плановыми ремонтами. Для устройств, используемых во время сварки, на предприятии сформированы нормы обслуживания одним наладчиком.

Результаты каждого осмотра, ремонта заносятся в журналы, предусмотренные системой ППР.
Отметим, что с 2003 г. действует РД 03-614-03, фиксирующий порядок использования сварочного оборудования в процессе изготовления, установки, ремонта, реконструкции технических устройств на опасных производственных объектах.
Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Особенности, тонкости и нюансы работ по измерению сопротивления изоляции
е электроиспытаний и измерений дает возможность определить и обнаружить проблемные участки и зоны кабельных линий, электрооборудования и установок. Как известно, изоляция бывает двух видов – фазная, которая выполняет функцию отделения друг от друга токопроводящих жил, и поясная, отделяющая кабель от земли. Материалы для изготовления изоляции применяются разные, это может быть полиэтилен, резина, бумага, пропитанная определёнными составами, пластик и так далее.
На целостность и надёжность изоляции могут влиять множество самых разных факторов. Очень часто изоляционные материалы получают различной степени повреждения в ходе проведения электромонтажных работ, могут случиться разные механические повреждения как следствие механического воздействия. Угрозу изоляции несут высокие нагрузки на электросеть, возникающие в результате перепадов напряжения и выражающиеся в оплавлении проводов от перегрева. Нельзя забывать и об агрессивной внешней среде в виде перепадов температур, высокой влажности и тому подобное. Наконец, кабель и его изоляция могут банально устареть и износиться от долгой эксплуатации. Любые повреждения изоляционного слоя таят в себе потенциально серьёзные опасности в виде ударов тока, коротких замыканий, возгораний и пожаров, поэтому своевременные и регулярные проверки состояния изоляции и уровня её электрического сопротивления очень важны и значимы.
Для каждой категории электроустановок существует своя периодичность и регулярность проведения испытаний. Для большинства из них измерения должны проводиться один раз в три года, для опасных помещений, передвижных установок и некоторых других видов оборудования срок сокращается до одного года, а измерение сопротивления изоляции сварочных аппаратов необходимо осуществлять с ещё большей частотой – один раз за шесть месяцев.
Правила обслуживания сварочного оборудования

Работа большей части промышленных предприятий невозможна без использования сварочного оборудования. Аппаратура, предназначенная для выполнения сварочных работ, требует периодического планово-предупредительного ремонта. В этой статье поговорим о том, что представляет собой проверка сварочного оборудования, в чем ее суть и для чего она необходима.
Суть проверок сварочного оборудования
Разные виды сварочного оборудования нуждаются в различных обслуживающих мероприятиях. Перечень самих мероприятий и их периодичность определены в нормативах и правилах, касающихся конкретной аппаратуры. Но, помимо индивидуальных требований, существуют также общие правила, относящиеся ко всему оборудованию.

Эксплуатация, проверка и техническое обслуживание электросварочной аппаратуры, относящейся к электроустановкам, осуществляется в соответствии с Правилами технической эксплуатации электроустановок потребителей.
Названные правила требуют проведения следующих проверочных мероприятий сварочного оборудования:
- проведения визуального осмотра установок;
- контрольного включения в режиме холостого хода как минимум на 5 минут;
- замеров величин сопротивления изоляции;
- оценки исправности цепей защитного заземления;
- проведения испытаний при повышении напряжения.
Проверка сварочного оборудования, включающая визуальный осмотр, контрольное включение, оценку сопротивления изоляции, в обязательном порядке выполняется, когда аппаратура вводится в эксплуатацию после продолжительного перерыва в работе.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Периодичность подобных проверок – один раз в полгода, также они проводятся, если на оборудовании обнаружены механические или электрические повреждения. По окончании проверки выполнявший ее сотрудник должен сделать соответствующую запись в специально предназначенном для этих целей журнале.
В журнале проверок состояния сварочного и термического оборудования, приборов и аппаратуры предусматриваются графы, содержащие информацию о:
- дате и порядковом номере проверки;
- наименовании оборудования, аппаратуры, приборов и инструментов;
- заводском номере проверяемого оборудования;
- инвентарном номере;
- виде проводимой проверки;
- метрологической проверке контрольно-измерительных приборов/дате проверки;
- метрологической проверке контрольно-измерительных приборов/сроке следующей проверки;
- заключении о состоянии оборудования;
- лице, проводившем проверку, его должности, Ф. И. О., подписи.
Журналы проверки сварочного оборудования прошиваются, их страницы нумеруются.
Проверяемое оборудование должно соответствовать нормативам, закрепленным в вышеназванных Правилах (Приложение 3), а также в инструкциях по эксплуатации и проведению техобслуживания.
Сварочное и термическое оборудование является источником повышенной опасности. В связи с этим осуществление контроля его состояния должно выполняться в соответствии со специальным руководящим документом РД 34.10.127-34.
Документ предписывает проведение проверок, ремонтных, профилактических работ со сварочным оборудованием в строгом соответствии с графиком, который утверждается главным техническим специалистом предприятия.

Особое значение имеет своевременная проверка измерительных приборов, являющихся составными элементами сварочного оборудования. Поэтому в составлении графиков проверки аппаратуры обязательно участие специалиста, отвечающего за проведение метрологических испытаний на предприятии.
Соответственно, плановая проверка сварочного оборудования или его техническое обслуживание должно проводиться одновременно с поверкой измерительных приборов.
Периодичность проверки сварочного оборудования, установленная руководящим документом, должна быть следующей:
- осмотр сварочных аппаратов переменного и постоянного тока (трансформаторов и выпрямителей) – дважды в месяц;
- осмотр сварочных инверторных преобразователей – еженедельно;
- осмотр оборудования для автоматической и полуавтоматической сварки – ежедневно.
Параметры проверки сварочного оборудования
Проверяя сварочное оборудование, инструменты и приспособления, необходимо сравнивать полученные результаты с приведенными в таблице данными:
б) Отсутствие вмятины – желобка в месте контакта со стержнями.
в) Форма поверхности в соответствии с требованиями Указаний
Особые проверки сварочного оборудования
В отношении сварочного оборудования, не использовавшегося в течение трех и более месяцев, вводимого в эксплуатацию после ремонта либо впервые поступающего на предприятие, проводится особая проверка.
В обязательном порядке проверяют, имеется ли у сварочного оборудования техническая эксплуатационная документация (паспорт изделия, инструкция по эксплуатации, схемы), в полном ли объеме она представлена.
Оборудование осматривается визуально, новые аппараты очищают от лишней смазки, удаляют транспортные крепежи (при наличии), проверяют состояние болтовых соединений, подтягивают при необходимости.
Отметка о поверке метрологических приборов, проставляемая на корпусе оборудования специализированной организацией, должна быть действующей (непросроченной). Данные о сроках поверки могут быть занесены в паспорт аппаратуры.
Проверка сварочного оборудования также включает в себя измерение уровня электрического сопротивления изоляции. Оценка работоспособности аппаратов проводится путем их включения.

Сопротивление изоляции замеряется между обмотками (при проверке трансформаторов и выпрямителей) и между каждой обмоткой и корпусом сварочного аппарата.
Проверки должны проводиться в соответствии с требованиями, прописанными в технических документах к оборудованию. Если инструкция по эксплуатации не содержит раздела о рекомендуемых методиках испытаний, при их выполнении необходимо руководствоваться ГОСТами, к примеру, при работе с автоматическими сварочными аппаратами – ГОСТом 8213.
Полуавтоматические сварочные устройства должны соответствовать требованиям, закрепленным в ГОСТе 18130. При испытаниях оборудования на основе сварочного инвертора необходимо руководствоваться ГОСТом 7237, аппаратов переменного тока (трансформаторов) – ГОСТом 7012.
Руководящим документом при испытаниях электрических генераторов является ГОСТ 304, аппаратов, работающих на выпрямленном сварочном токе, – ГОСТ 13821.
Эксплуатация сварочных инверторов
Существуют несколько особенностей использования данного типа устройств, в случае соблюдения которых, аппарат будет служить на протяжении длительного времени и даже намного дольше заявленного гарантированного срока.
Защита от самых разных внешних воздействий делится на классы. Так, например, на рынке существуют модели с защитным классом IP21, который гарантирует, что аппарат защищен от капель дождя и крупных частиц.
Существует также класс IP23, свойственный профессиональным моделям и защищающий их от небольшого косого дождя.
Защита устройства
Но какая бы защита не была установлена на Вашей модели, нельзя осуществлять работы в любую погоду. Нельзя осуществлять работы под сильным дождем, поскольку если внутрь затечет вода, техника просто будет сожжена. Это же может происходить при попадании металлических пылевых загрязнений.
В таких ситуациях, основной защитой является вентиляция, которая, как правило, устанавливается на инверторах, находящихся на производствах с повышенной загрязненностью. При эксплуатации аппарата в бытовых условиях достаточно будет просто хорошо продувать его струей воздуха.
Во многих агрегатах помимо встроенной защиты от грязи и пыли имеется также защита от перепадов напряжения сети. Приборы профессионального класса для промышленного применения обладают степенью защиты в 20-25%.
А значит, если перепад напряжения будет в пределах, допустим, от 170 В до 270 В, то оборудование будет защищено. В бытовых приборах уровень защиты меньше и составляет всего 10-15%, однако для скачков напряжения в данных условиях больше, чем достаточно.
Еще одной причиной быстрого выхода из строя может стать применение при ослабленных контактах кабелей на стыках с гнездами, что вызывает резкие перепады электрического тока, которые автоматика прибора не всегда может компенсировать.
В каталоге сварочных аппаратов на нашем сайте Вы сможете найти широчайшую ассортиментную линейку разнообразных производителей, таких как Сварог, Ресанта, Торус, Aurora PRO, Bestweld, Ergomax и многих других.
Для того, чтобы точно понять какое устройство действительно Вам нужно, обратите внимание на статью аппараты сварки — виды и отличия.
Хранение и обслуживание сварочного аппарата
Проверка сварочного оборудования также включает в себя регулярное базовое обслуживание, т. е. очистку установок от пыли и загрязнений. Для проведения технического обслуживания аппаратура либо сдается в сервисный центр, либо привлекается специалист с опытом такого рода работы. При отсутствии навыков заниматься техническим обслуживанием установок не рекомендуется.
Прежде чем приступить к обслуживанию аппаратуры, следует отключить ее от питания. Для удаления загрязнений на корпусе и кабелях необходимо воспользоваться влажной (но не мокрой) тряпкой, при сильных въевшихся загрязнениях – специальным средством. При отсутствии необходимости корпус оборудования разбирать не следует. Не стоит перегибать или заламывать провода, работа в целом должна выполняться аккуратно.
Специалисты для очистки оборудования используют сжатый воздух (воздушный компрессор). Постоянно замасливающиеся элементы нуждаются в регулярной очистке при помощи тряпки. Специалист проверяет надежность крепления деталей, при необходимости подгоняет их.
Проверке также подлежат кабели, которые не должны иметь разрывов и неисправностей. Периодичность подобных проверок – раз в месяц, а также перед тем, как установка будет отправлена на хранение.
Соблюдение правил при хранении оборудования влияет на срок его службы и частоту выхода из строя.
Для хранения инвертора можно использовать заводскую коробку, но лучшим вариантом станет пластиковая упаковка (плотный полиэтиленовый пакет, рулонная упаковка и пр.). Оборудование должно быть надежно защищено от пыли, грязи, воды и снега. Однако упаковочная тара не должна быть слишком плотной, воздух внутри нее должен циркулировать.
Несмотря на то, что температура хранения современного сварочного оборудования может варьироваться от +50 до -20 °С, оптимально хранить установки при комнатной температуре. Сырость, повышенная влажность, хранение аппаратуры непосредственно на земле отрицательно скажется на ее состоянии.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
- ежедневные;
- ежемесячные;
- полугодовые;
- годовые.
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.

Сварочный аппарат ВД252
Читайте также: