Схемы стабилизаторов сварочной дуги
Есть электроды, которые на моём трансе очень туго зажигаются. У них обмазка красноватого оттенка, хз чё электроды такие.
И вообще, надоело, когда электрод вначале постоянно прилипает. Вот хочу со стабилизатором попробовать поварить
На моём 46 В, железо стержневое, отводы со вторички переключаются на 2-ку, 3-ку, 4-ку
Ещё вот такую схемку нашёл:
Опять же, непонятно какой трансформатор должен быть. Повышающий, что ли?
И куда управляющие электроды тиристоров подключаются - тоже не понятно
Первая схема представляет опасность. Даже в случае её полной исправности и правильного подключения, вполне можно получить удар электрическим током через цепочку Д14, Д10, С3. А если неправильно воткнуть вилку в розетку, то можно вообще огрести фазу на электрододержателе.
Если есть сложности с приобретением полевика, то варианты безтранзисторных стабилизаторов дуги приводятся в книге М.И. Закс, Б.А. Каганский, А.А. Печенин, Трансформаторы для электродуговой сварки. Описание интересных самодельных стабилизаторов приводятся на сайте Кравцова Виталия Николаевича (он их почему-то называет осцилляторами).
Собрал стабилизатор по книге. Это первая версия. Электроды на постоянку стали гореть. Нержавейку не пробовал. Вообще горение стало более стабильное. Ток можно меньше сделать и разбрызгивание металла меньше. Сварочный самодельный жёсткий с балластником. Дополнительный дроссель на выходе не ставил. Напряжение холостого хода 80 В.
Видно что резистор на 1кОм подгорел. Так что мощность должна более, чем 2 Вт. 2 резистора, которые стоят после моста то же сильно греются. Но по окраске видно что терпят. Для 80 вольт холостого их надо мощнее. Или ставить 2 резистора по 3 или 4 кОм.
Пробовал варить алюминий на переменке вольфрамом в аргоне. Зажигал от графита, хотя и осциллятор есть. Дуга не гаснет. Горит вполне стабильно. После минуты работы сгорел предохранитель и за ним транзистор, который закрывает полевик. Предохранитель поболее поставил и всё заработало.
Подключал осциллограф к полевику. При сварке покрытыми электродами сигналы выглядели либо как иголки, либо меандр. Меандр редко проскакивал. А при сварке вольфрамом сигналы все меандр. И получается что полевик больше открыт и от этого сильнее греется. И конечно мост то же нагревается сильнее. При сварке РДС можно обойтись без радиаторов. При РАДС обязательно радиаторы нужно ставить.
Огромное спасибо товарищу Володину за изобретение!
Дополнительный дроссель на выходе не ставил. Напряжение холостого хода 80 В.
Видно что резистор на 1кОм подгорел. Так что мощность должна более, чем 2 Вт. 2 резистора, которые стоят после моста то же сильно греются. Но по окраске видно что терпят. Для 80 вольт холостого их надо мощнее. Или ставить 2 резистора по 3 или 4 кОм.
В оригинале, стабилизатор рассчитан на работу совместно с продвинутым сварочным источником, имеющим в два раза меньшее напряжение холостого хода. Для варианта 80В необходимо в два раза увеличить номиналы и мощности указанных резисторов.
Сейчас существует улучшенная версия стабилизатора в которой отсутствуют резисторы после моста.
Подключал осциллограф к полевику. При сварке покрытыми электродами сигналы выглядели либо как иголки, либо меандр. Меандр редко проскакивал. А при сварке вольфрамом сигналы все меандр. И получается что полевик больше открыт и от этого сильнее греется. И конечно мост то же нагревается сильнее. При сварке РДС можно обойтись без радиаторов. При РАДС обязательно радиаторы нужно ставить.
Речь идёт о напряжении на затворе полевика? Если так, то там и в самом деле должны быть достаточно короткие импульсы (что-то порядка 1. 2мс).
Сварка в обоих случаях (аргон и ручник) производилась от одного источника?
Рад, что Вам моя разработка оказалась полезной. Но изобретение, это громко сказано. Скорее рационализаторское предложение.
Да. Осциллограф я подключал к затвору транзистора.
Вот что получается при сварке плавящимся покрытым электродом.А вот что получается при сварке вольфрамовым электродом.
Я думаю это из-за укорочения длины дуги. При сварке аргоном я пробовал варить без присадки и держал очень короткую дугу. На покрытых электродах так не получится, так как стержень плавится быстрее обмазки. Когда я окунал электрод в сварочную ванну, то на осциллограмме транзистор был полностью открыт.
Сварка в обоих случаях производилась от одного источника. Менялось только значение тока.
А обычный диммер, подключенный после дросселя на выходе сварочника, может быть стабилизатором дуги? Или слишком плавно затухает, из дросселя никаких выбросов не будет?
А если накапливать энергию не в начале полупериода, а в конце с помощью MOSFET? Просто технически это прозе реализовать, а вот как в теории.. Не силен
А если накапливать энергию не в начале полупериода, а в конце с помощью MOSFET? Просто технически это прозе реализовать, а вот как в теории.. Не силен
Технически это гораздо сложнее реализовать, т.к. надо предвидеть сам момент окончания периода, а также среднюю величину напряжения на этом этапе, чтобы закачать требуемую энергию в индуктивность рассеяния.
Это намного проще делать в LTspice. Причём используя не безликие тиристоры, транзисторы и диоды, а модели конкретных элементов.
В этой теме есть несколько готовых моделей стабилизатора для LTspice.
Здесь была выложена первоначальная версия.
Вот что получается при сварке плавящимся покрытым электродом.
К сожалению, картинка абсолютно не информативна (квадрат Малевича).
Транзистор открывается в начале каждого полупериода и закрывается при достижении порогового тока. Если он не закрывается, то это означает что ток в шунте (включен в истоке транзистора) не достигает порогового уровня.
to valvol
Большое спасибо за ответ! LTSpice боюсь как огня, лет 6 пытаюсь подступиться. Вечерком сяду постигать, тема заинтересовала. Proteus "полюблен" за симуляцию микроконтроллеров и RealTime.
Странно, потом сам просматривал и всё нормально было. Вот перезалил.
Плавящийся электродНе плавящийся электрод
Попробую резистор в делителе на VT2 с 1,5 кОм сменить на 1 кОм.
Я бы не стал торопиться с необоснованными модификациями. Разумнее было бы начать с того, чтобы измерить индуктивность рассеяния используемого трансформатора. Это можно сделать методом вольтметра-амперметра или при помощи L-метра.
Большое спасибо за ответ! LTSpice боюсь как огня, лет 6 пытаюсь подступиться. Вечерком сяду постигать, тема заинтересовала. Proteus "полюблен" за симуляцию микроконтроллеров и RealTime.
Зря боитесь. Этот симулятор заслуженно пользуется большой популярностью.
Модель стабилизатора с автоматикой отключения можно взять в архиве с полным вариантом стабилизатора.
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Осцилляторы и импульсные возбудители дуги
Осциллятор — это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150—500 тыс. Гц) и высокого напряжения (2000—6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 1.
Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2. Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
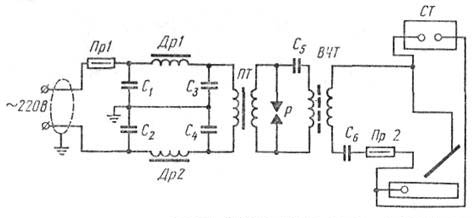 |  |
| Рис. 1. Принципиальная электрическая схема осициллятора ОСПЗ-2М: СТ — сварочный трансформатор, Пр1, Пр2 — предохранители, Др1, Др2 — дроссели, С1 — С6 — конденсаторы, ПТ — повышающий трансформатор, ВЧТ — высокочастотный трансформатор, Р - разрядник | Рис. 2. Схема включения осциллятора М-3 и ОС-1 в сварочную цепь: Тр1 — трансформатор сварочный, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи |
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65—70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис.2. Технические характеристики осцилляторов приведен в таблице.
Технические характеристики осцилляторов
| Тип | Первичное напряжение, В | Вторичное напряжение холостого хода, В | Потребляемая мощность, Вт | Габаритные размеры, мм | Масса, кг |
| М-3 ОС-1 ОСЦН ТУ-2 ТУ-7 ТУ-177 ОСПЗ-2М | 40 — 65 65 200 65; 220 65; 220 65; 220 220 | 2500 2500 2300 3700 1500 2500 6000 | 150 130 400 225 1000 400 44 | 350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 х 170 х 110 | 15 15 35 20 25 20 6,5 |
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200—300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Стабилизатор сварочной дуги
Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения.
Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 3, а, осциллограмма стабилизирующего импульса — на рис. 3, б.
Сварка c применением стабилизатора позволяет экономичнее использовать электроэнергию, расширить технологические возможности применения сварочного трансформатора, уменьшить эксплуатационные расходы, ликвидировать магнитное дутье.
Сварочное устройство «Разряд-250». Это устройство разработано на базе сварочного трансформатора ТСМ-250 и стабилизатора сварочной дуги, выдающего импульсы частотой 100 Гц.
Функциональная схема сварочного устройства и осциллограмма напряжения холостого хода на выходе устройства показаны на рис. 4, а, б.
Рис. 3. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса: а — схема: 1 — стабилизатор, 2 — трансформатор варочный, 3 — электрод, 4 — изделие; б — осцилограмма: 1 — стабилизирующий импульс, 2 — напряжение на вторичной обмотке трансформатора
Устройство «Разряд-250» предназначено для ручной дуговой сварки переменным током плавящимися электродами любого типа, в том числе предназначенными для сварки на постоянном токе. Устройство может использоваться при сварке неплавящимися электродами, например, при сварке алюминия.
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Сварочный осциллятор. Стабилизация горения сварочной дуги

В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход – в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
Устройство
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.

Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Обслуживание и эксплуатация сварочного осциллятора
Основополагающим правилом является безопасность и надёжность функционирования осциллятора. С этой целью необходимо:
- Периодически контролировать работоспособность блокировочного конденсатора, поскольку в противном случае сварщик может быть поражён низкочастотной составляющей сварочного тока.
- Все регулировки и настройки выполнять при отключении устройства от питающей электросети.
- Регулярно очищать электроды разрядника от нагара.
- Проверять частоту импульсов, которые выдаёт осциллятор: их частота должна быть в пределах 10..40 мкс.
Следует помнить, что наличие двойного колебательного контура в сварочном осцилляторе – источник наведения довольно сильных помех в радиосвязи.
Импульсная стабилизация сварочного тока
![]()
Вот одна из схем, есть попроще, автор Петров, но что-то быстренько найти не получилось. Да в гугле "чоппер"- и кроме мопедов есть несколько ссылок по теме. Что-то файл *.7z не прикрепился.
Если делать нормальный чопер,кто подскажет время жития транзюков,без хорошего снаббера?Да и не только снаббера.Трындёж идёт давно,а вот реальных схем нет.То что выложено выше,хоть бы один чел отписал-получилось.Но пока их нет,а заморачиваться на теристорах,наверное себя не уважать.
И на тиристорах, по-поему, немного не то. Управляемый выпрямитель, а у чоппера стабилизируется выпрямленый ток, частота-кГц. Интересно, конечно было бы Петровский попробовать, да что-то лень. Тут купил измеритель LCF, так уже месяц "делаю" БП и корпус
но эти схемы из прошлого века. чоппер ПЕТРОВА еще можно замутить на более современной комплектации.довести до ума!!остальное наврятли!!о тиристорах не может быть и речи.а Володинский бааальшой вопрос ?что схема вобше рабочая!!
Я имел ввиду добавку к обычному трансформаторному сварочнику - "заполняет" пробелы тока при переходе через 0
а можно поподробнее о вашем изделии
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 "MASTER", производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытал в работе Цуканов Роман. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА. Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым "включить "стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую "установку"трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная "поделка"+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\мое личное мнение.
Читайте также: