Схема сварочный аппарат lorch t220
Esab Caddy ® Tig 2200i AC/DC ПВ- 25% при 220A. гарантия 3 года
Fronius Magic Wave 2200 AC/DC ПВ- 40% при 220A гарантия 1 год
Цена за эти два агрегата одинаковая.
Либо изыскать еще денег и приобрести
KEMPPI MasterTIG AC/DC 2300 MLS ПВ- 40% при 220A. гарантия 3 года
Lorch T 220 AC/DC ПВ- 35% при 220A. гарантия 3 года
По ПВ KEMPPI круче.
Пытался вычитать на форуме но так ничего конкретного не вычитал, все обсуждения плавно переходят на Китай.
KEMPPI MasterTIG AC/DC 2300 MLS ПВ- 40% при 220A. гарантия 3 года
Сварка всех видов металла в САМАРЕ ---- 8 927 689 05 81
В душе я тоже склоняюсь к KEMPPI ,но цена больше и у меня нет ни одной возможности увидеть и попробовать данные агрегаты в действии, кроме как на фирмах где их продают. Да и за Fronius предлагают нормальную цену.
В душе я тоже склоняюсь к KEMPPI ,но цена больше и у меня нет ни одной возможности увидеть и попробовать данные агрегаты в действии,
О потраченных деньгах я жалел бы если купить Китайца а он не даст хорошего качества да и 50/50 в службе.
Я не настолько богат чтобы покупать дешевые вещи
Чего думать, конечно же Кемппи, если можете ещё денег найти.
Хотя себе лично взял бы Фроню-но это не по деловым соображениям, а просто "розовая мечта детства"
Хотя себе лично взял бы Фроню-но это не по деловым соображениям, а просто "розовая мечта детства"
Пока остановился на Fronius Magic Wave 2200 AC/DC ПВ- 40% при 220A гарантия 1 год, У него есть еще такая заморочка:
Специальная программа для сварки алюминия
Алюминий всегда нуждается в специальном обращении, он его и заслуживает. Так, например, при сварке алюминия по системе TIG на переменном токе как правило используется не заостренный электрод, а электрод со сферической контактной поверхностью. В случае сварки угловых швов это приводит к недостаточному провару корня шва. Установки MagicWave при заостренном электроде обеспечивают сферическую контактную поверхность значительно меньшего диаметра, что обеспечивает оптимальный провар корня.
Сферическая контактная поверхность образуется автоматически, что означает значительную экономию времени. Только зажимается заостренный электрод, набирается диаметр сферической контактной поверхности (например, 1,6 мм), а световая дуга сразу же образует нужный диаметр. Другая интересная функция позволяет производить переменную настройку формы кривой переменного тока с целью сохранения стабильности жидкой ванны при высокой силе тока.
Да и по цене обещают на 700 евро минус с 8 м горелкой.Это получается по цене Esab.
Денег можно поискать, но стоит ли ,в чем они отличаются по качеству сварки и практичности.
Схема сварочный аппарат lorch t220

В 2016 году LORCH обрадовал разработкой и внедрением новых возможностей в регулировке сварочной дуги, а именно ее длины и динамики в импульсных сварочных полуавтоматах Lorch S и Lorch S SpeedPulse - функция ХТ. Данный процесс был создан и запатентован исключительно LORCH, что ставит данного производителя на ступень выше среди конкурентов и аналогов. Благодаря внедрению новой технологии ХТ, сварочный процесс становится еще более стабильным, а сварка совершеннее.
ХТ - это E XT RA надежность E XT RA вариативность E XT RA малое образование брызг!
Как сварщик регулирует процесс сварки? Ранее вся регулировка сварочного процесса сводилась к изменению напряжения и скорости подачи проволоки. Регулировкой напряжения мы увеличиваем или уменьшаем длину сварочной дуги, что в конечном итоге сказывается на сварочной ванне: либо она широкая, либо более узкая. Размер ванны влияет также на провар изделия. Если ванна узкая, то сварочная дуга более сконцентрированная и провар получается более глубоким. Если сварочная ванна шире, то необходимо затратить больше энергии на то, чтобы расплавить как основной, так и присадочный металл. Ведь если ванна широкая нам нужно больше проволоки для того, чтобы заполнить ее металлом. Сам сварочный шов при этом выглядит более широким. Если сварщику, например, нужно больше наплавить металла, получить определенный катет, то он увеличивает скорость подачи проволоки. Регулируя подачу проволоки сварщик меняет количество подаваемого присадочного металла и сварочный шов получается в итоге более бугристым, либо напротив более вогнутым.
В основном сварщики любят варить на короткой дуге, поскольку сварка на длинной очень нестабильна, кроме того она ведет к большому каплеобразованию. А это затраты денег и времени на дальнейшую доработку сварочного шва.
С приходом синергетического управления, процесс сварки стал проще. Например, в сварочных полуавтоматах LORCH для настройки сварщику необходимо только выбрать металл, диаметр проволоки и используемый защитный газ. Далее выбирается толщина свариваемого металла, а все остальные параметры, в том числе напряжение и скорость подачи проволоки, выставляется аппаратом самостоятельно. В процессе сварки вручную сварщик лишь корректирует скорость подачи проволоки. Однако для идеальной сварки этого оказалось недостаточно.
Как получить идеальную импульсную дугу?
Как показала практика, для формирования качественной импульсной дуги необходимы 3 составляющих:
- Регулировка длины сварочной дуги
- Регулировка динамики сварочной дуги
- Компенсация внешних воздействий
Причем компенсация внешнего влияния должна происходить в автоматическом режиме, т.к. ручная регулировка сильно тормозит процесс сварки. Раньше сварщики, увеличивая/уменьшая длину сварочной дуги косвенно влияли на размер сварочной ванны, делая ее шире или уже. С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
Как известно, на процесс сварки большое влияние оказывает воздействие внешних факторов (падение напряжение в сети, качество газа, включения в металле, наличие прихваток и т.п.) . Самый распространенный пример: сварка по прихваткам. В месте прихватки, как правило, сварка становится крайне не стабильной и данное место становится изъяном сварочного шва - при проходе прихваток образуется много капель. Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
Новый импульс вместе с ХТ
Стандартный импульс представляет собой чередование "пауза/импульс/пауза/импульс" (так называемая I-I регулировка). Это делает перенос металла контролируемым, но более медленным в сравнении со стандартной сваркой. LORCH внедрил специальны сварочный процесс SpeedPuls, который позволил увеличить скорость стандартной импульсной сварки практически вдвое.
Основной специфической характеристикой, отличающей SpeedPuls от традиционных импульсных процессов – за направляющей каплей следует вторичный переход металла - результатом является более быстрый перенос металла. В процессе данной сварки импульс стал выглядеть иначе: "пауза/импульс с резким изменением тока/пауза/импульс с резким изменением тока" (I-I-I регулировка). Благодаря контролю 3-й фазы регулировки сварочного тока LORCH усовершенствовал импульсную сварку и сделал ее быстрее стандартной сварки на 48%.
Следующим шагом, реализованным в 2016 году стало новое измемение импульса: регулировка стала правной, что позволило сделать сварку еще более стабильной и избавиться от влияния внешних факторов. Новый вид импульсной сварки получил название ХТ. Благодаря изменению самого импульса, внешне процесс сварки выглядит практически таким же, как SpeedPuls, однако он имеет ряд преимуществ:
- Более высокий уровень наплавка
- Высококонцентрированная дуга (глубокое проплавление, хорошее формирование корня шва, глубокая дуга, без подрезов)
- В результате более высокая скорость сварки как результат нескольких факторов влияния на дугу.
Что дает специальный процесс сварки ХТ?
Для импульсной сварки одним важным факторам воздействия на вводимую энергию является частота импульсов и различные точки регулировки. SpeedPulse XT объединяет все лучшие характеристики, что создает более простую, комфортную, лучшую в управлении“ импульсную сварку с регулировкой напряжения.
Если в SpeedPuls частота импульсов переменная, то в SpeedPuls XT частота импульсов постоянна. Это позволяет получить мгновенную но более мягкую регулировку (реакция происходит в одной и той же фазе импульса). Так LORCH получает собственное пропорциональное регулирование и компенсацию внешних воздействий в автоматическом режиме. Так, XT объединяет в себе лучшее от 2-х типов регулировки. В результате мы получаем:
- Вариативность регулировки – без немедленного вмешательства
- Более интуитивный контроль за дугой
- Хорошая реакция на изменения при сварке в ограниченном пространстве
- Улучшенная сварка зазоров путем изменения вылета электрода
- Активное противодействие отклонениям дуги путем уменьшение длины дуги (уменьшая расстояние горелка - деталь)
- Лучший контроль при сварке в ограниченном пространстве: угловые соединения и тд
Нагляднее всего новый тип сварки можно увидеть в процессе сварки поверх прихваток. Если раньше проходя прихватку процесс сварки становился в месте прихватки крайне нестабильным, то с ХТ все иначе.
LORCH сделал сварку по прихваткам обсолютно стабильной. Шов не меняет своей равномерности независимо от наличия прихваток на сварочном изделии.С импульсными сварочными полуатвоматами нового поколения LORCH S-SpeedPulse XT вы получаете:
- Стабильность без скачков напряжения/тока
- Малое образование брызг
- Без слышимых изменений частоты
- При SpeedPulse XT – умеренная регулировка длины дуги
- Простой и удобный процесс сварки
- Уменьшение затрат на обработку детали после сварки
Кроме того, возможность регулировки динамики сварочной дуги оказывает влияние на формирование сварочного шва. Например, при сварке нержавеющей стали динамика дуги влияет на профиль проплавления, при более высокой динамике профиль шва более вогнутый, повышая надежность образования хорошего корня шва и сторон шва, даже при неидеальном положении горелки.
В особенности для специалистов по сварке, новые характеристики оборудования позволяют более точно регулировать процесс сварки. Как показали первые тесты, проведенные обладателями импульсных сварочных полуавтоматов LORCH S-SpeedPuls XT, отметили отличные результаты, при одновременном изменении длины дуги и динамики дуги. Как при ручной сварке, так и при полуавтоматической, образование брызг сводится к нулю. Благодаря нескольким процессам оптимизации даже незначительное образование брызг при работе с S серией было сведено к нулю
Аппарат аргонодуговой сварки Lorch Т 220
Постоянный (DC) и переменный ток (AC/DC), панели управления BasicPlus и ControlPro - на выбор. Возможно дооснащение блоком автоматической подачи проволоки Feed и блоком водяного охлаждения. НАКС. Производитель - Германия

Аппарат аргонодуговой сварки Lorch Т 300
Современная технология SmartBase мастерски справляется со сварочной дугой. Даже самый обычный человек, не имеющий большого опыта в сварочных работах, благодаря данной системе может достичь весьма хороших результатов. Аппарат аргонодуговой сварки Lorch серии Т, в руках профессионала может раскрыть весь свой потенциал. Тонкая регулировка позволит настроить любой параметр эксплуатации, что называется «под себя». Аппарат аргонодуговой сварки Lorch серии T может быть в различных вариациях, благодаря этому можно выбрать аппарат под любые нужды. Компактные габаритные размеры позволяют легко переносить устройство, кроме того аппарат аргонодуговой сварки может служить и стационарным прибором, если опционально доступна система водяного охлаждения и передвижная тележка.
Преимущества Lorch T 220
- Превосходное качество TIG сварки.
- Экспертная база данных SmartBase регулирует параметры для получения оптимальной сварочной дуги.
- Импульсный режим и режим с импульсами малой длительности до 2 кГц.
- Интервальная и точечная сварка для минимальной деформации тонких металлических листов.
- Tiptronic для сохранения в памяти до 100 сварочных заданий.
- Гарантия от поломок при падении с высоты до 60 см.
- Работа с генератором.
- Полная мощность также при перепадах напряжения и использовании удлинителей.
- Концепция упавления «Три шага до начала сварки».
- Бесконтактное ВЧ-зажигание (можно переключить на ContacTIG).
- Ручная дуговая сварка.
- Произведено и испытано по DIN EN 60974-1, наличие сертификата ГОСТ-Р и знаков CE и S, класс защиты IP 23.
- Современная силовая полупроводниковая техника и функция режима пониженного энергопотребления вентилятора для высокой эффективности и малого потребления энергии.
- Переключение с DC на AC (только для исполнения T AC/DC).
- Зажигание на положительной полярности и контроль за острием электрода.
- Специальная технология MACS для повышения качества сварки при работе с тонким листовым алюминием.
- Опция: устройство водяного охлаждения WUK 6 (адаптирован под корпус серии Т).
- Возможность подключения ручного и ножного пульта ДУ.
Концепции управления
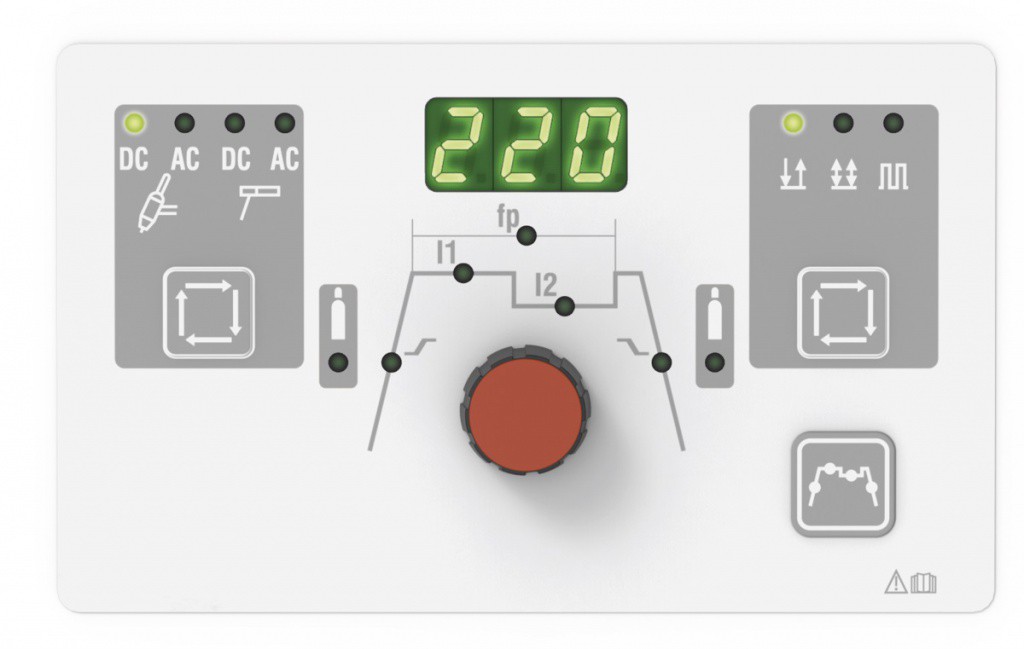
BasicPlus
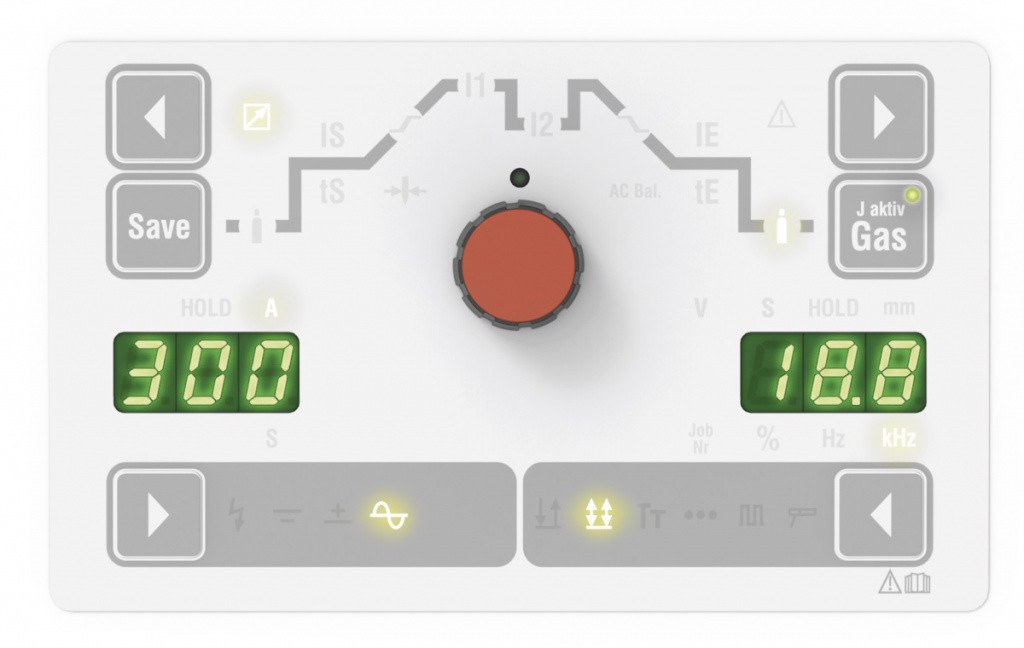
ControlPro
- Концепция управления "3 шага до сварки"
- Понятное для оператора светодиодное управление
- Плавная регулировка тока
- Переключение тока 2-/4-такта
- Точная цифровая индикация сварочного тока
- Простая настройка параметров
- Подключение пульта ДУ
- Место подключения дистанционного управления
- LorchNet для управления опциональным прибором водяного охлаждения WUK
- Функция Pulse
- Возможность подключения сварочной горелки Lorch с дистанционным управлением Powermaster
- Концепция управления "3 шага до сварки"
- Понятное для оператора светодиодное управление
- Плавная регулировка тока
- Переключение тока 2-/4-такта
- Точная цифровая индикация сварочного тока
- Точная цифровая индикация сварочного напряжения
- Простая настройка параметров
- Подключение пульта ДУ
- Разъем LorchNet для входа в систему автоматизации, а также управления опциональным прибором водяного охлаждения WUK
- Возможность подключения блока подачи холодной проволоки FEED
- Tiptronic для сохранения в памяти до 100 сварочных заданий
Современный сварочный аппарат Lorch серии Т для ТIG сварки – идеальное решение для использования на производстве. Кроме того, есть возможность использовать блок водяного охлаждения, препятствующему чрезмерному перегреву устройства, а значит более продолжительному времени эксплуатации. Опционально предлагается использование специальной тележки, обладающей достаточной устойчивостью и позволяющей разместить, кроме самого аппарата аргонодуговой сварки, дополнительные принадлежности. Незаменимая тележка позволит перевезти даже тяжелые баллоны в любое необходимое место работы сварочного аппарата, с ней всегда все под рукой.

Возможность использования различных горелок на аппарате аргонодуговой сварки: 1-я горелка снабжается кнопкой запуска точечного тока сварки и возможностью понизить последний. 2-я горелка имеет клавишу для понижения или повышения. Появляется возможность сэкономить время, благодаря тому, что работу сварки можно регулировать сразу на горелке, корректируя ток сварки.
Технические характеристики Lorch Т 220

Сварочный аппарат Lorch T аттестован НАКС. Стоимость сертификата НАКС рассчитывается отдельно.
LORCH

Инвертор для аргонодуговой сварки LORCH MicorTIG 200 DC Basic Plus (Accu Ready)
Постоянный ток (DC), работает от АКБ.

Инвертор для аргонодуговой сварки LORCH MicorTIG 200 DC ControlPro (Accu Ready)

Аккумулятор LORCH MobilPower для сварочного инвертора MicorTIG
АКБ для сварочного аппарата.

Аппарат для аргонодуговой сварки Lorch Handy TIG 180 AC/DC ControlPro
Постоянный/переменный ток (AC/DC).
Аппарат для аргонодуговой сварки Lorch Handy TIG 200 AC/DC ControlPro

Аппарат аргонодуговой сварки Lorch Т 180
Постоянный и переменный ток (AC/DC).
Постоянный (DC) и переменный ток.
Аппарат аргонодуговой сварки Lorch Т 250
Аппарат аргонодуговой сварки Lorch Т 300

Аргонодуговой сварочный аппарат Lorch Т-Pro
Исполнение DC и AC/DC, воздушное и.

Аппарат для аргонодуговой сварки Loch ТF-Pro
Автоматическая подача TIG проволоки.

Аппарат для аргонодуговой сварки Lorch серии V
Самая высокая ПВ в классе, 240-500А.

Блок автоматической подачи проволоки Lorch Feed для аргонодуговой сварки
Скорость подачи проволоки TIG 0,1-6,0.
Как с нами работать?

Вы звоните или
оставляете заявку на
сайте

Мы высылаем Вам
коммерческое
предложение

По вашему желанию,
мы организуем
демонстрацию

Выбираете способ
оплаты и условия
доставки

Вы производите оплату
выбранного
оборудования

Мы осуществляем
пуско-наладку, сервис,
гарантийное
обслуживание
Компания "Экосвар" помимо поставки сварочного оборудования, материалов и аксесуаров для сварки выполняет работы по сварке нестандартных металлоконструкций, ремонтной сварке деталей из различных сталей и сплавов и ремонту сварочного оборудования.
Повысьте эффективность своего производства с роботами CRP

НОВИНКА: роботы CRP грузоподъемностью 50 и 80 кг!
Рады представить вам новинку: промышленные роботы CRP грузоподъемностью 50 и 80 кг!
Когда стоит задача перемещения, то грузоподьемность робота имеет первоочередное значение. Ведь порой на предприятии стоят задачи смена места положения совершенно разных продуктов: коробок с товаром, ящиков, мешков с цементом, металлоизлелий и многого другого. С подьемами грузов кстати есть свои тонкости.

Филиал CRP-Сибирь принял участие на выставке «Металлообработка-2022» с 23 по 27 мая
Компания CRP AUTOMATION RUSSIA и команда Филиала CRP-Сибирь приняли участие в выставке «Металлообработка-2022». На стенде компании было представлено современное промышленное оборудование для проведения сварочных работ, паллетирования, фрезеровки, транспортировки и резки.
Роботы CRP на выставке MASHEXPO (г.Новосибирск) 29 марта -1 апреля 2022 года
04 апреля 2022 г.
Филиал CRP-Сибирь принял участие в международной выставке MashEXPO 2022 с 29 марта по 1 апреля в г. Новосибирск. На стенде было представлено стандартное решение по роботизации сварки на базе промышленного робота CRP и сварочного источника MEGMEET.
Прошу совета по Европейцам TIG 220 AC/DC
на LORCH горелка такая стоит 4 м 5400 тыс и на тот момент это был единственный аппарат с возможностью такой опции, без сомнений, что на все эти аппараты есть сейчас такая опция, но. я узнавал к примеру на есаб такая горелка стоила 17 тыс при заказе в ожидании в два месяца! А вес . ну для кого как, для меня лично 5 кг огромная разница, либо ты его по стройкам в 9 этажей без лифта таскаешь. либо на тележке в условиях производства.
LORCH - вообще выкинуть его надо или только заборчики варить на дачах И ВСЁ. Бери КЕМППИ не прогадаешь это точно.
Извечная проблема выбора.По дилемме Kemppi - ESAB скажу так: первый поддерживает выпуск своих запчастей и комплектующих по всем линейкам долгие годы и потому предпочтителен для крупных производств,а второй каждый год будет выпускать блиц-новинки и снимать с пр-ва ЗИП и расходку старых.
По личным наблюдениям у ESAB тоже появились проблемы со сборкой и элементной базой.После месячной эксплуатации Ориго ТИГ 4200i:
1) на удлинителе горелки сразу прошлось заменить хомуты на газ.2)Сетевой индикатор включения и два св.диода индикации режимов на ТА-24 стали временами более тускло гореть по сравнении с остальными.3)Дважды возникали неисправности непонятной природы,пропадавшие после ВЫКЛ/ВКЛ источника (видимо барахлит транс блока управления).Ну и напоследок про ДУ св.током с горелки - изначально исключили эту опцию,взяв доп.кабель рег.св.тока.Три кнопки подряд (0/1,+,-) мешаются под пальцами.
Горелки европейских производителей менее удобны на мой взгляд чем Совдеповские,У меня есть и советские и Бинзель последней модификации с мягкой головкой. но мне приходится работать в таких обстоятельствах что 4 метра мало поэтому буду брать 8 м. а +- на горелке понимаю что во время сварки ими не воспользуешся. но по крайней мере не придется бегать или ползать к аппарату.
Работаю на выездах горелка с ползунком не помню точно уже затерто где то так АГОН 150 длинна рукава 6м. мало.
Я бы не думал брать родные горелки если бы не д/у на горелке и подключение к аппарату, тогда можно купить тот же Бинзель он будет минимум в 2 раза дешевле чем любая горелка из данных производителей.
Все рекомендуют Kemppi ну может что ни буть про Fronius.
до 12 метров у любого производителя горелки , LORCH знаю точно чтоит 11 тыс. Покупая KEMPPI люди сами себя обрекают на то что и все комплектующие горелки и весь расходник к ним тоже будет только кемпиновский, а ценники извинити там нормальные заряжены да и не в первом магазе ты их купишь любая безделушка будет только там где торгуют кемппи. А когда всё ЕВРО , то доехал в ближайшего магаза и купил без проблем будь то сопло или цанга. Вообщем в чём запарка я непонимаю в России например FRONIUS самый дорогой вариант его все знают и если бы у меня не упиралось на тот момент всё в бабло я бы даже и не думал и взял бы ЕГО. Коль на Украине он ещё и дешевле то вообще только его.
Коль на Украине он ещё и дешевле то вообще только его.
Нет конечно же он один из самых дорогих, но я нашёл продавца которые готов отдать на 700 евро дешевле с 8 м. горелкой +- и мягкой головкой. Проблема в том чтобы взять эту горелку с универсальными комплектующими нужно ждать 2-3 недели. На представительстве лень перекрутить гибкую головку под универсальные комплектующие.
В душе я тоже склоняюсь к KEMPPI ,но цена больше и у меня нет ни одной возможности увидеть и попробовать данные агрегаты в действии, кроме как на фирмах где их продают. Да и за Fronius предлагают нормальную цену.
а почему Кемпи? ЛОРХ-220 тоже неплох, за кемпи больше по стоимости -ты за фамилию переплачиваешь, а лорх более 5 лет на рынке ещё надо по гарантии смотреть , чем дольше -тем качественнее техника, сервисный центр смотри чтобы был поблизости и как долго его будут ремонтировать и какие запчасти- в смысле откуда.как то так.
на LORCH горелка такая стоит 4 м 5400 тыс и на тот момент это был единственный аппарат с возможностью такой опции, без сомнений, что на все эти аппараты есть сейчас такая опция, но. я узнавал к примеру на есаб такая горелка стоила 17 тыс при заказе в ожидании в два месяца! А вес . ну для кого как, для меня лично 5 кг огромная разница, либо ты его по стройкам в 9 этажей без лифта таскаешь. либо на тележке в условиях производства.
LORCH - вообще выкинуть его надо или только заборчики варить на дачах И ВСЁ. Бери КЕМППИ не прогадаешь это точно.
не знаю не знаю за такие деньги брать аппарат что бы по этажам носится да меня жаба задавит. Вон купил инвертор у меня торус-200 и горя не знаю и дуговая и аргон вот только в прямой контакт с металлом с горелкой входить надо . но это же не аллюминий варить. а для аллюминия у меня ЛОРХ-Т220 в гараже как стационарный стоит. так что кому как.
не знаю не знаю за такие деньги брать аппарат что бы по этажам носится да меня жаба задавит
Вон купил инвертор у меня торус-200 и горя не знаю и дуговая и аргон вот только в прямой контакт с металлом с горелкой входить надо . но это же не аллюминий варить. а для аллюминия у меня ЛОРХ-Т220 в гараже как стационарный стоит. так что кому как.
В гараже у меня стоит Транс+дросель (для DC)+баластник+ОСДД-400+ABITIG-26
Для выездов есть IMS 1700 и горелка с ползунком можно удлинять сколько угодно что и делаю, но надоело постоянно чвиркать и для алюминия на выезде не годится, да и сколько можно работать по старинке.
а почему Кемпи? ЛОРХ-220 тоже неплох, за кемпи больше по стоимости -ты за фамилию переплачиваешь
Цены в Украине на Kemppi Lorch и Fronius абсолютно одинаковы.Сейчас вопрос с выбором упирается в цену кто готов уступить, Lorch и Fronius больше в а сортименте и сервисе. Kemppi мало. Если выбирать между Lorch и Fronius то второй более функционален, а на Lorch цены у нас не адекватны он должен стоить на 1000 евро меньше чем Fronius и Kemppi .
Вышлите в личку цену на Lorch T220 AC DC + горелка 8м. с +- и гибкой головкой. Я в Харькове если цена приемлема то решим.
Читайте также: