Схема сборки и сварки
Стали для изготовления металлоконструкций. Операции сборки-сварки и требования к ним. Виды и режимы сварки. Типы сварных соединений. Выбор материалов, оборудования и оснастки. Последовательность выполнения швов. Контроль их качества и допустимые дефекты.
| Рубрика | Производство и технологии |
| Вид | методичка |
| Язык | русский |
| Дата добавления | 09.01.2014 |
| Размер файла | 3,5 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Сварка широко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа.
Общие требования по выполнению сварочных работ регламентируются руководящими документами или технологическими указаниями по сварке, разрабатываемыми проектировщиками или отраслевыми институтами по организации строительства. Эти документы конкретизируются применительно к малым размерам конструкций и их элементов в картах технологических процессов сборки и сварки, разрабатываемых, как правило, в организациях, осуществляющих заводское изготовление и монтаж металлических конструкций.
Цель данных методических указаний - оказать помощь студентам при выполнении курсовой работы «Разработка технологии сборки и сварки металлической конструкции, предусмотренной программой курса «Сварка в строительстве».
Основным ядром курсовой работы является разработка технологической карты сборки и сварки элемента металлической конструкции, - балки, колонны, стойки и т.д., конструктивно представляющего собой, как правило, стержень таврового, двутаврового или коробчатого сечения. Составляющие стержень детали - стенки, полки, ребра жесткости - соединяются между собой сваркой протяженными швами.
Исходные данные для выполнения курсовой работы задаются из индивидуального задания.
сталь сварка металлоконструкция дефект
1. Порядок выполнения курсовой работы
1. Ознакомиться с содержанием задания (бланк задания и образец его заполнения приведен в приложении 1)
2. Выбрать для заданного элемента металлической конструкции сталь по ГОСТ 27772 и соответствующую ей марку в соответствии с условиями работы конструкции и климатическим районом ее эксплуатации.
3. Выполнить на листе формата А2 или А3 чертеж заданного элемента конструкции (отправочной марки). Привести на чертеже спецификацию деталей с указанием номера позиции, количества деталей в элементе и марки стали для каждой детали. Пример выполнения чертежа приведен в приложении 1.
4. Осуществить разбивку заданного элемента металлической конструкции на детали и узлы с учетом габаритов элемента и серийности производства. Выбрать общую схему и определить последовательность и общие требования к операции сборки и сварки.
5. Выбрать вид сварки для выполнения сварных соединений элемента металлической конструкции.
6. Выбрать типы сварных соединений деталей и узлов в соответствии с ГОСТ применительно к назначенному способу сварки. Определить условные обозначения сварного соединения, характер сварного шва, его форму, номинальные размеры и предельные отклонения подготовленных под сварку кромок сварных деталей и сварных швов.
7. Нанести на чертеже элемента конструкции условные обозначения и порядковые номера выполнения швов, сечения подготовленных под сварку кромок сварных соединений и сварных швов, их номинальные размеры и предельные отклонения.
8. Назначить для каждой операции сборки и сварки в соответствии с выбранным способом сварки:
§ параметры режимов и порядок выполнения швов при прихватке и сварке;
§ оборудование для реализации выбранных способов сварки (источники питания дуги, сварочные автоматы и/или полуавтоматы);
§ приспособления (оснастка) для сборки и для перемещения или позиционирования деталей при сварке;
§ методы и объемы пооперационного контроля сварных швов и соединений;
§ требования к качеству и допустимые размеры дефектов швов и соединений.
9. Рассчитать расход сварочных материалов (проволоки или электродов) для швов по заданию преподавателя
10. Заполнить соответствующие графы технологической карты схемами и фактическими данными, полученными при проработке пунктов 4-9 (форма технологической карты и пример ее заполнения приведены в приложениях 2, 3)
2. Выбор стали для заданного элемента металлической конструкции
Для металлических строительных конструкций рекомендуется применять листовой, универсальный фасонный прокат и гнутые профили из углеродистых и низколегированных сталей, химический состав и механические свойства которых определен ГОСТ 27772-82. Обозначение сталей по ГОСТ 27772-82 (по пределу текучести) и соответствующие им марки стали по другим действующим стандартам приведены в табл.1, 2.
Выбор конкретной стали зависит от характера нагрузок, воздействующих на металлическую конструкцию, климатических условий ее эксплуатации и регламентируется СНиП II-23-81*. В соответствии с вышеуказанным СНиП, в зависимости от условий работы, стальные конструкции разделяются на 4 группы. Под условиями работы понимается характер нагрузок - статические, вибрационные, динамические, климатические районы и соответствующие им предельные отрицательные температуры эксплуатации, наличие сварных соединений в конструкциях. В табл.3 настоящих методических указаний и табл.50* СНиП II-23-81* приведен перечень групп сварных конструкций и соответствующие им стали по ГОСТ 27772. Используя данные указанных выше таблиц, необходимо:
§ назначить для заданного элемента отправочной марки сталь по ГОСТ 27772 и соответствующую ей марку по другим действующим стандартам;
§ определить размеры деталей отправочной марки и их массу;
§ занести указанные выше данные в таблицу спецификации на чертеже отправочной марки.
Таблица 1 Обозначение сталей по ГОСТ 27772-88 (по пределу текучести) и соответствующих им марок сталей по другим действующим стандартам
Выбор и обоснование выбора метода сборки
Сборочные операции осуществляют с целью обеспечения правильного взаимного расположения и закрепление деталей собираемого изделия.
Сборка под сварку является наиболее трудоемкой и важной операцией технологического процесса, хорошее качество сборки первое необходимое условие для достижения высокого качества сварки.
При выполнении сборки необходимо точно выдерживать чертежные размеры, зазоры, плоскостность и соосность, перпендикулярность.
Хорошее качество сборки – первое необходимое условие для достижения высокого качества сварки. При выполнении сборочных операций необходимо точно выдерживать геометрические размеры, необходимые зазоры, обеспечивать точное расположение способностей собираемых элементов. При установлении последовательности сборочных операций, необходимо следить за тем, чтобы предыдущая сборочная операция не затруднила осуществления последующей.
Технологический процесс сборки сварных конструкций должен обеспечивать высокое качество собираемого изделия, минимальный цикл сборки, минимальную трудоемкость слесарно-сборочных работ, применение механизации повышает производительность труда и безопасность условия выполнения сварочных работ.
Сборка под сварку – это размещение элементов конструкции в порядке, указанном в технологической карте, и предварительное скрепление между собой с помощью приспособлений и наложением прихваток, что обеспечивает требуемое взаимное положение деталей.
Технологический процесс сборки должен удовлетворять следующим требованиям:
- Соблюдение полной последовательности сборки конструкции и ее элементов.
- Применение инструмента и приспособлений, повышающих производительность труда.
- Полная согласованность сборочных и сварочных операций.
- Проведение работниками технического контроля пооперационного контроля качества сборки.
- Соблюдение правил охраны труда при выполнении установленных
операций и приемов сборки.
В зависимости от сложности сварной конструкции сборку можно производить:
по разметке с помощью простейших универсальных приспособлений с
последующей прихваткой и приваркой.
по первому изделию, если его конфигурация позволяет пользоваться им как шаблоном, применяются при этом простейшие приспособления, что и при разметке;
на универсальных приспособлениях, плитах с пазами, снабженными упорами, фиксаторами и различными зажимными устройствами, позволяющими собирать однотипные, но разные по габаритам изделия, применяется в мелкосерийном и среднесерийном производстве.
при помощи шаблонов накладываемых на детали для установки элементов жесткости или упорных элементов.
по выступам и углублениям на штампованных деталях из тонколистовой стали или контуров деталей, которые были вырезаны плазменной или лазерной резкой, а также деталей полученных механическим путем.
на специальных стендах и приспособлениях.
Возможны следующие схемы технологического процесса сборки и сварки:
- Сборка узла или конструкции с последующей сваркой.
- Последовательная сборка и сварка.
- Сборка и сварка узлов, затем сборка и сварка конструкции из узлов.
По I схеме изделия полностью собираются на прихватках на одном рабочем месте, затем передается на другое рабочее место для выполнения операции сварка.
По II схеме - последовательная сборка и сварка конструкции из отдельных элементов производится в тех случаях, когда сварка полностью собранной конструкции невозможна или есть возможность автоматизировать процесс сборки, когда нельзя обеспечить необходимую точность размеров конструкции в силу ее недостаточной жесткости. При этой схеме точность конструкции обеспечивается промежуточными операциями правки.
По III схеме - применение узловой сборки чаще всего ограничивается грузоподъемностью транспортных средств, общая деформация конструкции получается меньше, так как жесткость узлов всегда больше жесткости отдельных деталей, есть возможность контролировать промежуточные геометрические размеры, что дает возможность производить параллельную сборку и сварку отдельных узлов, что сокращает производственный цикл изготовления всей конструкции. Этот способ дает возможность проверки отдельных узлов при стыковке на стенде и отправки на монтаж в разобранном виде.
Предлагаю комбинировать для проектируемой металлоконструкции вышеперечисленные способы и производить: сборку и сварку узлов с последующей сваркой конструкции из узлов и наращиванием отдельных элементов, что увеличит точность сборки, и уменьшит трудоемкость.
Эта схема даст возможность механизировать и автоматизировать по максимуму сборочно-сварочные операции, применить элементарные сборочно-сварочные приспособления, параллельно выполнять комплекс операций сборки и сварки, снизить время производственного цикла изготовления конструкции.
Для получения точных базовых размеров применяю полужесткую сборку. Она выполняется прихватками небольшой длины и малого поперечного сечения с расчетом их разрушения под действием усилий возникающих от усадочных напряжений.
Схема сборки и сварки
Узел 1 Узел 2 Узел 3
Сборка - сварка Сборка – Сварка Сборка - Сварка
5.3 Выбор сборочно – сварочной оснастки
Производственный процесс изготовления включает различные технологические, контрольные и транспортные операции.
Главное требование, определяющее последовательность выполнения этих операций, их соединение и обеспечение оснасткой и выполнение заданной программы выпуска изделия высокого качества в кратчайшие сроки при минимальной стоимости
Основным назначением сборочного оборудования является фиксация и закрепление деталей собираемого сварного узла в заданном положении. В большинстве случаев, сборочное и сборочно-сварочное оборудование (кондукторы, стенды установки) является специализированным, рассчитанным на изготовление изделий одного типоразмера или группы однотипных изделий.
Эффективность использования сборочно-сварочной оснастки определяется ее соответствием конструкции изделия, принятой технологии изготовления и программе выпуска.
Универсальные приспособления общего назначения используют для сборки и сварки изделий широкой номенклатуры и различных размеров. Они должны изготовляться в централизованном порядке.
Фиксацию собранных деталей предлагаю осуществлять в технологическом процессе на прихватках размеры и расположение, которых
задают не только из условий обеспечения прочности и жесткости, но и с позиции исключения их вредного влияния на качество выполнения сварных соединений и работоспособность конструкции.
Сборку произвожу при плотном сопряжении собираемых деталей и
с заданным технологическим зазором.
Размещение деталей в приспособлении рекомендую осуществлять таким образом, чтобы технологические базы деталей опирались на установочные поверхности приспособления (упоров УСПС).
Для сборки и сварки металлоконструкции корпуса выдвижного подхвата использую сборочно-сварочную плиту с комплектом УСПС и позиционер.
УСПС представляет собой набор нормализованных деталей и узлов, из которых многократно компонуют приспособления для сборки и сварки различных сварных узлов.
После изготовления партии сварных узлов приспособления разбирают, а детали и узлы используют для компоновки новых приспособлений.
УСПС наиболее рациональны в единичном, опытном и мелкосерийном производстве, когда использовать специальное оборудование экономически невыгодно.
Участки УСПС рекомендуется создавать в цехе металлоконструкций. Площадь участка зависит от числа планируемых к внедрению компоновок УСПС и должна быть не менее 30м 2 .
В комплект приспособлений УСПС входят: стенд и набор нормализованных и унифицированных зажимных, упорных, фиксирующих и установочных элементов.
Предлагаю использовать для изготовления металлоконструкции корпуса выдвижного подхвата комплект УСПС 12
Базовым элементом УСПС является сборочный стенд, который собирают из четырех плит в 2- а ряда с размерами 1920 * 2400 мм
Этим размерам соответствуют порталы, оснащенные пневмоцилиндрами для зажима деталей при сборке.
Сборочно-сварочную плиту с комплектом УСПС применяю для сборки
2–ого и 3 -его узлов. Для сборки и сварки первого узла применяю позиционер.
Позиционер РТ-750 предназначен для наклона и установки свариваемых изделий в удобное для сварки положение и вращение их со сварочной скоростью при автоматической, полуавтоматической и ручной сварки круговых швов, а так же при наплавке цилиндрических изделий.
Пазы в планшайбе позиционера предназначены для установочной оснастки - упоров.
Выбор способа сварки
Основными факторами, определяющими выбор метода и способа сварки, являются:
- род, сортамент металла и заготовки;
- химический состав металла, его теплофизические свойства,
определяющие технологическую свариваемость;
- назначение изделия в зависимости от воспринимаемых нагрузок и условий эксплуатации;
- конструкция изделия, с учетом ее сплошности массы, габаритов, типов нанесения швов в пространстве, характере работы швов;
- производительность способа сварки;
- программа выпуска и типа производства;
- экономический эффект при способе сварки.
Оценивая возможность применения тех или иных способов сварки необходимо учитывать особенности производства, оснащение участка должно быть достаточно универсальным.
Сталь 10ХСНД можно сваривать всеми видами и способами сварки, но с учетом всех вышеперечисленных факторов и анализа свариваемости рассматриваю как наиболее универсальные и оптимальные два способа сварки: ручную и механизированную в среде СО2 сплошной и порошковой проволоками. Автоматическая сварка под флюсом могла бы дать наиболее качественные швы, но в настоящее время это наиболее дорогостоящий процесс из-за высокой стоимости флюсов и в тоже время металлоконструкция имеет и короткие швы, где этот вид сварки не применим.
Преимущество процесса сварки РДС: маневренность процесса, универсальность, хорошее качество формирования шва, возможность управлять механическими свойствами наплавленного металла путем введения в покрытие различных легирующих элементов.
Недостатки процесса сварки РДС.
Отсутствие возможности регулирования глубины проплавления металла и скорости плавления электрода, вследствие чего при сварке тонкого металла возникают большие трудности в получение качественного шва.
Большой срок, затрачиваемый на подготовку квалификационных сварщиков (1-2 года).
Зависимость качества сварки от индивидуальных особенностей сварщика.
Для сварки металлоконструкции корпуса выдвижного подхвата предлагаю применить механизированную (полуавтоматическую) и автоматическую сварку в среде СО2, что повысит производительность сварки до αн = 18 ч/А*ч.
Технологическими преимуществами являются относительная простота процесса сварки, возможность автоматизировать и механизировать сварку коротких швов, находящихся в различных пространственных положениях, в том числе сварку неповоротных стыков.
Преимущества механизированной сварки в среде СО2:
1. Хорошее наблюдение за процессом формирования шва;
2. Несложность обращения с оборудованием сварки;
3. Локальность источника тепла дает при сварке минимальную зону термического влияния;
4. Небольшой объем шлаков, участвующих в процессе сварки в СО2, позволяет получать швы высокого качества;
5. Использование сварочной проволоки Св – 08ХГ2С и защитного газа СО2 удешевляет процесс сварки;
6. Мелкокапельный и струйный перенос металла в сварочную ванну обеспечивает формирование более качественных швов, чем при РДС,
7. Применение механизированной сварки в СО2 дает возможность сварить все сварные швы за один проход и в нижнем положении.
8. Энергоёмкость снижается за счёт того, что скорость полуавтоматической сварки выше, чем скорость ручной дуговой сварки.
9. Металлоёмкость снижается за счёт того, что разделка кромок при механизированной сварке в среде СО2 толщины 6 мм по ГОСТ 14771 не требуется, а при РДС она необходима, что приводит к меньшему количеству наплавленного металла, а следовательно его экономии.
Недостаток процесса механизированной сварки в среде СО2:
- сильное разбрызгивание металла.
В связи с универсальностью данного способа сварки предлагаю прихватки производить этим же способом сварки.
Чтобы снизить разбрызгивание металла возможно применить сварку в среде смеси защитных газов Аr и СО2.
Расчет режимов сварки
Основными параметрами автоматической и механизированной дуговой сварки в среде СО2:являются следующие:
- диаметр электродной проволоки dэл, мм;
- ее вылет lэл, мм;
- скорость подачи электродной проволоки Vпп, мм/с;
- сила тока Iсв, А;
- расход защитного газа.
Механизированную сварку в углекислом газе выполняют короткой дугой на постоянном токе обратной полярности. Расстояние от сопла горелки до изделия не должно превышать 25 мм.
Стыковые швы в нижнем положении сваривают с наклоном электрода от вертикальной оси на 5 - 20 ° .
Угловые соединения сваривают с таким же наклоном в направлении сварки и с наклоном поперёк шва под углом 40 - 50 ° к горизонтали, смещая электрод на 1 - 1,5 мм от угла на горизонтальную полку.
Тонкий металл сваривается без колебательных движений за исключением мест с повышенным зазором.
Швы катетов 4 - 8 мм накладывают за один проход, с перемещением электрода по вытянутой спирали.
Проволокой толщиной 0,8 - 1,2 мм сваривают металл во всех пространственных положениях, причём при вертикальном, горизонтальном и потолочном - напряжение уменьшают до 17 - 18,5 В, а силу тока на 10 - 20 °/о.
При сварке необходимо обеспечить защиту от сдувания газа и подсоса воздуха через зазор.
Для уменьшения разбрызгивания в сварочную цепь можно последовательно включить дроссель или использовать сварку в смесях газов СО 2 и аргона.
Расчёт параметров режима сварки произвожу в следующем порядке:
1) Определяю толщину свариваемого металла и разделку кромок сварных швов мм: S 1=70, S2 = 20, S3 = 10,
2) В зависимости от толщины свариваемого металла и катета шва для
автоматической сварки кольцевых выбираю по таблице 8 диаметр электродной
проволоки: Dэл =2,0 мм, а для механизированной сварки - Dэл = 1,6 мм
| Показатель | Толщина свариваемого металла, мм | |||||||||||
| 0,6-1,0 | 1,2-2,0 | 3,0-4,0 | 5,0-8,0 | 9,0-12,0 | 13,0-18,0 | |||||||
| Диаметр dэл. электродной проволоки, мм | 0,5 | 0,8 | 0,8 | 1,0 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,0 | 2,5 | 3,0 |
3) Вылет электрода:
Lэл1 =10*D Эл = 2,0 * 10 = 20 мм
Lэл2 =10*D Эл = 1,6 * 10 = 16 мм
4) Рассчитываю силу сварочного тока по формуле Iсв= j *Fэл, А
Iсв1 = 100*(3,14 * 4)/4)=100 * 3,14 = 314, А,
Iсв2 = 110*(3,14 * 2,56)/4) = 110 * 2= 220, А
5) Определяю скорость подачи проволоки.
где aр = (0,83 + 0,22 * Iсв/Dэл)* 10 -4 = 38,3 * 10 -4 =3,83* 10 -3 , г/А*с
6) Определяю напряжение на дуге:
7) Определяю скорость сварки по формуле:
Fн = К 2 /2 + 1,05 * К * q = 8 2 /2 + 1,05 * 8 * 1 = 40,4 мм 2
rн = rл= 0,0078 г/мм 3 = 7,8 * 10 -3 , г/мм 3
8) Определяю расход сварочной проволоки по формуле:
K1 = 1.35 - коэффициент потерь на угар и разбрызгивание при сварке в среде СО2
9) Определяю расход защитного газа по формуле:
K2 = 1,7 – коэффициент защиты
10) Расчет сварочных материалов:
10.1. Расчет площадей наплавленного металла:
Площадь шва FТ8 = в * s + 2 * 0,75 * е * q + ¼ * (s –с) 2 * tq 30º = 1,0 * 20 + 2 * 0,75 * 14 * 1.0 + ¼ * (20 – 2) 2 * 1,0 = 122,0 мм 2 ,
Площадь шва FУ4 - ∆8 = в * s + к 2 /2 + 1,05 * к * q = 1 * 8 + 8 2 /2 + 1,05 * 8 * 1 = 48,4 мм 2 ,
где к – катет шва, мм;
Площадь шва FТ1 - ∆14 = в * s + к 2 /2 + 1,05 * к * q = 1 * 14 + 14 2 /2 + 1,05 * 14 * 1 = 126,7 мм 2 ,
Шов двухсторонний, где к – катет шва, мм;
Площадь шва FТ3 - ∆14 = в * s + к 2 /2 + 1,05 * к * q = 1 * 14 + 2 * 14 2 /2 + 2 * 1,05 * 14 * 1 = 239,4 мм 2 ,
Площадь шва FН1 - ∆8 = в * s + к 2 /2 + 1,05 * к * q = 1 * 8 + 8 2 /2 + 1,05 * 8 * 1 = 48,4 мм 2 ,
9.2 Расчет сварочных материалов по узлам
Узел 1 - Сварка узла 1(Стойки поз.3- 3 шт., Специальная труба поз.2, Плита поз.1. )
Lш Т8 = π * D * 2 = 3,14 * 399 * 2 = 2506 мм.
Кольцевые швы выполняются с перекрытием начала шва на 10 мм.
Lш Т1-Δ14 = π * D = 3,14 * 399 = 1253 мм
Σ Lш Т8 = 2506 + 20 = 2526 мм;
Σ Lш Т1-Δ14 = 1253 + 10 = 1263 мм.
Lш У4 - ∆8= π * D = 3,14 * 340 + 10 = 1078 мм
Gн Т8 = 122,0 * 2526 * 7,8 * 10 –10 = 2,404 кг.
Gн Т1-Δ14 = 126,7 * 1263* 7,8 * 10 –10 = 1,25 кг
Gн У4 - ∆8 = 48,4 * 1078* 7,8 * 10 –10 = 0,41 кг
∑ Gн = 2,404 + 1,25 + 0,41 = 4,07 кг.
Gн Т8 = 122,0 * 1200 * 7,8 * 10 –10 = 1,15 кг.
Gн Т3-Δ14 =239,4 * 600 * 7,8 * 10 –10 = 1,12 кг
Узел 2 - Сварка узла 3 (Узел 2 , Ребра поз.5,6,7,8)
Lш Т3-Δ14 = 370 + 370 + 200 * 2 + 450* 2 + 200 * 2 + 450 + 130 *2 + 370 + 130 * 2 = 3780 мм.
Gн Т3-Δ14 = 239,4 * 3780 * 7,8 * 10 –10 = 7,06 кг.
Узел 3 - Сварка узла 2 (Фланец поз.4)
Lш Н1 - ∆8= π * D = 3,14 * 500 + 10 = 1580 мм
Gн Н1 - ∆8 = 48,4 * 1580* 7,8 * 10 –10 = 0,6 кг.
Разработка технологического процесса сборки и сварки
Сварка как прогрессивный технологический процесс получения неразъемных соединений деталей, позволяющий создавать конструкции с высокими эксплуатационными характеристиками. Особенности разработки технологического процесса сборки и его обоснование.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 29.11.2011 |
| Размер файла | 50,9 K |
Сварка - это прогрессивный технологический процесс получение неразъемных соединений деталей, позволяющий создавать конструкции с высокими эксплуатационными характеристиками. Достоинства сварочных соединений способствуют широкому применению их в конструкциях разного назначения. Использование сварки позволяет экономить материалы и время при производстве конструкций. При этом открывается большие возможности механизации и автоматизации, производительности, улучшаются условия труда работающих. С развитием научно-технического прогресса расширяется возможность сварки деталей разных толщин материалов, а в связи с этим и набор применяемых видов и способов сварки. В настоящее время сваривают детали толщиной от нескольких миллиметров до десятков сантиметров и даже метров.
Наряду с конструкционными углеродистыми и низколегированными сталями все чаще приходится сваривать специальные стали, легкие сплавы и сплавы на основе метана, молибдена, циркония и других металлов, а также разнородных металлов. От прогрессивности применяемых сварочных процессов и качества и надежность готовых конструкций, и эффективность производства в целом. Одно из наиболее развивающихся направлений в сварочном производстве - широкое использование механизированной и автоматической дуговой сварки. Эти вопросы решаются механизацией и автоматизацией, как самих сварочных процессов, так и комплексной механизацией и автоматизацией охватывающим все виды работ связанного с изготовлением сварных конструкций и созданием побочных и автоматических производственных линий. Важное значение при этом отводится созданию специального сварочного оборудования и средств оснащения технологических процессов. В условиях непрерывного усложнения конструкций, неуклонного роста объема сварочных работ большую роль играет правильное проведение технологической подготовки производства, в значительной степени определяющей его трудоемкость и сроки освоения, экономические показатели, использования средств механизации и автоматизации. Наибольший эффект технологической подготовки достигается при комплексном решении вопросов - технологической отработки самих конструкций и разработки технологических процессов и их оснащение на всех этапах производства.
1.1 Назначение, условие работы и описание узла, конструкции изделия
Сепаратор имеет форму цилиндра с расширением в верхней части. Через колпачковую распределительную решетку в слой подаётся горячий воздух, который является и ожижающим агентом.
Вещество на окисление подаётся через форсунки, непосредственно в слой. Теплота реакции отбирается U-образными горизонтальными теплообменными элементами, расположенными в слое. Хладагентом служит кипящая вода.
В верхней части аппарата вертикально установлены патронные фильтрующие элементы из стеклоткани, которые очищают контактные газы от пыли сепаратора.
Из описания конструкции видно, что аппарат с псевдоожиженным слоем значительно проще аппарата со стационарным слоем катализатора для аналогичного процесса, однако выход и качество продукта на стационарном слое выше, чем в псевдоожиженным.
1.2 Технические условия на материалы, сборку и сварку, ГОСТы
Технические условия - это технический документ, который разрабатывается по требованию заказчика или по решению разработчика на изделие.
Технические условия являются неотъемлемой частью комплекта конструкторской или технической документации на продукцию, а при отсутствии документации должны содержать полный комплекс требований к продукции, ее изготовлению, контролю и приемке. Требования установленным техническим условия не должны противоречить обязательным требованиям ГОСТа.
Сталь углеродистая обыкновенного качества поставляется по ГОСТ 380-94 и применяется при изготовлении обечаек, днищ, фланцев, люков, патрубков и других деталей аппаратов, работающих в интервале температур от - 20 до + 425 и давлении до 5 мПа.
Механические свойства стали:
Марка стали ВСт3сп5
Химические свойства стали ВСт3сп5
ВСт3сп5 ГОСТ 380-94
Углерод - 0,14 - 0,22;
Марганец - 0,40 - 0,65;
Кремний - 0,12 - 0,80;
Сера не более 0,050;
Фосфор не более 0,040;
2. Технологическая часть
2.1 Схема сборки и сварки
2.2 Разработка технологического процесса сборки и сборки и его обоснование
2.2.1 особенности сборки и сварки
После заготовки детали сварных конструкций поступают на сборку. Сборкой называют процесс последовательного соединения деталей между собой в порядке, предусмотренном технологическом процессом и чертежам для последовательной сварки.
Основная цель технологического процесса сборки заключается в определении наиболее выгодной последовательности сборки отдельных деталей, обеспечивающих выполнение технологических требований на изготовление данного изделия при минимальных рабочей силы, времен, вспомогательных материалов. Перед сборкой сборщик визуально проверяет соответствие деталей требованиям чертежа и технологического процесса. Сопрягаемые поверхности и прилегающие к ним зоны собираемых деталей шириной не менее 20 мм должны быть тщательно очищены от ржавчины, масла, грязи, окалины и влаги во избежание появления пор и других дефектов в металле шва.
При сборке сварных конструкций обеспечивается такое взаимное расположение деталей собираемого узла, в котором они должны находится в готовом узле. Порядок сборки, устанавливаемый технологом-сварщиком указывается в картах технологического процесса. Зазоры при сборке должны строго соответствовать чертежу. Повышение кромки одного из элементов стыкового соединения над другим если оно не предусмотрено и не оговорено специально в чертеже допускается по всей длине шва не более 0,2 толщины элемента и 0,15 толщины элемента. Местные превышения кромок определяют по наименьшей толщине сварочных деталей. Превышение кромок контролируется до сварки.
При сборке сварных конструкций детали между собой соединяют посредством прихваток, которые размещают в местах расположения будущих сварных швов. Прихватки выполняются покрытыми, в защитных им под флюсом. Площадь сечения прихваток не должна превышать 2/3 площади сечения будущего шва и составлять не более 25 - 30 мм 2 . Длина каждой прихватке должна быть равной 4 - 5 толщинам соединения деталей, но не менее 30 мм и не более 100 мм. Чем меньше толщина сварочных деталей, тем меньше расстояние между прихватками. В решетчатых конструкциях каждый элемент прихватывают с двух сторон швами длиной 30 - 40 мм, катетом не более 5 мм.
2.2.2 Выбор рода тока и полярности
Влияние рода тока и полярности на форму шва объясняется различным количеством теплоты, выделяющейся на катоде и аноде. Пи сварке под флюсом на аноде выделяется меньше теплоты, а на постоянном токе прямой полярности глубина провара получается примерно на 40-50 % меньше чем при сварке на обратной полярности, и на 15-20 % меньше чем при сварке на переменном токе. В связи с этим при сварки на прямой полярности коэффициент наплавки и высота выпуклости шва больше чем при сварке на обратной полярности.
2.2.3 Выбор метода сварки
Ручная дуговая сварка - тепло необходимое для расплавления основного металла и электродного стержня образуется в результате горения электрической дуги, обладающей высокой температурой до 4000 - 6000 °С. Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесенное на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
Автоматическая сварка под флюсом - в этом случае электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подается в дугу автоматически при помощи сварочной головки снабженной электродвигателем. Флюс осыпается в зону сварки под действием собственной массы. Одновременно с этим вся установка передвигается вдоль сварочного шва. При этом методе сварки обеспечивается высокая производительность, хорошее качество шва.
2.2.4 Выбор марки электродов, сварочной проволоки, флюса
Холоднотянутую стальную сварочную проволоку сплошного сечения выпускают по ГОСТ 2246-70 , который предусматривает 77 марок разного химического состава.
08.04.20 942 ПСР "Cборка деталей под сварку"

В рабочих тетрадях отчет подготовить в виде краткого конспекта согласно плана (только выделенное жирным шрифтом).
Жду фотоотчеты проделанной работы.
После изучения лекции пройти онлайн тест.
ЛЕКЦИЯ ТЕМА: Cборка деталей под сварку.
Виды и способы сборки.
Виды и назначение сборочных, технологических приспособлений и оснастки.
Виды и способы сборки.
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления.
Сборка под сварку может выполняться следующими способами:
полная сборка изделия из всех входящих в него деталей с последующей сваркой всех швов;
поочередное присоединение деталей к уже сваренной части изделия - при невозможности применения первого способа;
предварительная сборка узлов, из которых состоит изделие, с последующей сборкой и сваркой изделия из собранных узлов; этот способ наиболее рационален, он применяется при изготовлении крупных и сложных конструкций (суда, вагоны, мосты и пр.).
2. Правила сборки элементов конструкции под сварку. В общем виде сборка представляет собой совокупность операций по установлению деталей в положение, предусмотренное чертежом, для проведения последующей сварки.
Основная цель разработки технологического процесса сборки заключается в определении наиболее выгодной последовательности и способа сборки отдельных деталей, обеспечивающих выполнение поставленных технических требований на изготовление данного изделия при минимальных затратах рабочей силы, времени и вспомогательных материалов. При разработке этого процесса следует стремиться к максимальной механизации сборочных работ путем широкого использования различного рода механизированного инструмента, рабочих и контрольных приспособлений. Необходимо стремиться исключать операции подгонки, опиловки, сверления по месту.
В зависимости от типа изделия устанавливают определенные технические требования на сборку. С точки зрения сварки требованием, входящим в технические условия, является обеспечение определенных конструктивных параметров сварных соединений. Так, специфической особенностью при сборке деталей, соединяемых встык сваркой плавлением, является соблюдение определенных зазоров между свариваемыми кромками. Величина зазоров зависит от толщины соединяемых элементов и устанавливается нормативами или ГОСТом.
При сборке деталей внахлестку перед контактной сваркой (ТЭС и РЭС) необходимым требованием является полное исключение зазоров. Согласно принятым в производстве нормативам эти зазоры не должны составлять более 10 % от толщины наиболее тонкой из свариваемых деталей и превышать 0,1 . 0,5 мм.
Технологический процесс сборки характеризуется определенной трудоемкостью, а также определенным временем, называемым сборочным циклом, в течение которого этот процесс выполняется. Трудоемкость сборки зависит от степени совершенства конструкции, отработки технологического процесса, степени взаимозаменяемости собираемых элементов и их точности, энерговооруженности оснащения и оборудования. Цикл сборочных работ:
где Т — трудоемкость процесса, ч;
п — число одновременно занятых в процессе рабочих.
Очевидно, что на сокращение цикла влияет уменьшение трудоемкости и особенно увеличение исполнителей. Последнее зависит от конструкции, масштаба производства, уровня технологии и организации производства. Расчленение конструкции на узлы позволяет расширять фронт работ, что увеличивает и число рабочих, занятых на сборке.
На величину цикла сборки весьма существенное влияние оказывает выбор схемы сборочного процесса. Схема сборочного процесса — принятая последовательность сборки сборочных единиц и соединения их в изделия.
В производстве сварных конструкций находит применение последовательная сборка и сварка элементов, полная сборка всей конструкции с последующей ее сваркой, параллельно-последовательная сборка и сварка.
Последовательная схема (рис. 1, а) целесообразна при сборке конструкций, не расчлененных на сборочные узлы, когда сварка полностью собранной конструкции невозможна, а другими схемами нельзя обеспечить необходимую точность из-за особенностей конструкции, например из-за недостаточной ее жесткости. Ее выполняют последовательным наращиванием отдельных элементов. Требуемая точность может быть достигнута применением промежуточных операций правки. Сборка и сварка при такой организации процесса менее производительны, так как при их последовательном выполнении ограничивается фронт работ и уменьшается число работающих.

Рис. 3.18. Схемы сборки сварных конструкций:
I, II, III, IV— детали конструкции; 1—6 — технологические операции
Схему полной сборки конструкции с последующей сваркой (рис. 1, б) обычно используют для сравнительно простых изделий или изделий средней сложности, состоящих из небольшого числа деталей с легкодоступными для выполнения соединениями. По этой схеме конструкцию сначала полностью собирают, закрепляя элементы струбцинами, фиксаторами, прихваточными соединениями, после чего собранную конструкцию передают на сварочный участок для выполнения сварки всех соединений. Фронт работ при этом расширяется, Ц уменьшается. Схема используется при различных типах производства. Технологический процесс сборки и сварки в зависимости от программы выпуска, массы и конфигурации изделий может быть механизирован или полностью автоматизирован.
Параллельно-последовательную схему (рис. 3.18, в) используют при изготовлении сложных конструкций, расчлененных на укрупненные сборочные единицы. Сначала на параллельных технологических линиях собирают и сваривают укрупненные сборочные единицы. Затем из готовых узлов собирают и сваривают конструкции в целом. При такой схеме число одновременно занятых рабочих или фронт сборочных работ значительно больше, поэтому Ц минимален. Практика показывает, что такая схема позволяет сократить цикл в 3. 4 раза по сравнению с последовательной схемой. Это подтверждает большие преимущества расчлененных конструкций. Однако число сборочных единиц нужно выбирать исходя из экономической целесообразности. При сборке и сварке конструкций открывается возможность широко применять механизацию и автоматизацию технологических операций. При такой схеме повышается точность изготовления изделий, а общие деформации всей конструкции уменьшаются, так как жесткость узлов всегда больше жесткости отдельных деталей. Кроме того, легче осуществить правку деформированных узлов, чем полностью сваренной конструкции. Это, в свою очередь, способствует улучшению качества и надежности изделий. Схему используют при различных видах производства. Таким образом, умело разрабатывая схему собираемости изделий, можно влиять на продолжительность процесса и на уменьшение трудоемкости.
Содержание технологических операций сборочных процессов конструкций, в свою очередь, определяется применяемыми методами базирования и сборки, от которых зависит точность и взаимозаменяемость собираемого изделия, содержание сборочных работ, состав сборочной оснастки и оборудования.
В зависимости от типа производства, особенностей конструкции и технических условий сборку можно выполнять различными способами: по разметке, по шаблонам или первому изделию, по сборочным отверстиям, в приспособлениях (универсальных, специализированных и специальных).
Сборку по разметке ведут без приспособлений. Расположение деталей определяется разметкой по чертежу. Затем их закрепляют струбцинами, съемными фиксаторами, прихваткой и т. п. Производительность способа низкая, его применяют в единичном производстве при изготовлении несложных изделий. Достижение заданной точности при сборке возможно лишь при большой затрате высококвалифицированного труда. Использование шаблонов или первого изделия для сборки позволяет повысить производительность труда.
Сборка узлов по сборочным отверстиям является прогрессивным процессом, позволяющим обеспечить высокие экономические показатели сборочных работ и достаточную точность. Препятствием для его широкого использования является конструктивное оформление соединений, часто затрудняющее или совсем не позволяющее применить сборку по отверстиям. Поэтому предусматривать способ сборки нужно уже при конструктивной разработке изделия и отработке его технологичности. При сборке по сборочным отверстиям заданное расположение частей изделия достигается путем использования отверстий в качестве сборочных баз деталей. Сборочные отверстия служат для координации и фиксации частей изделия и обычно назначаются из числа отверстий, входящих в соединение, что в сварных узлах встречается весьма редко. В таких изделиях в качестве сборочных отверстий могут быть использованы уже имеющиеся конструктивные отверстия. Иногда они могут быть запроектированы как технологические с последующим устранением заваркой, заклепыванием (рис. 3.19, а). Отверстия сверлят по накладным кондукторам. Сборка по сборочным отверстиям упрощает сборочную оснастку, однако требует проведения сквозной увязки размеров деталей. Для тонколистовых элементов вместо отверстий можно применять специальные вы- штамповки.
Наибольшую точность сборки при минимальной трудоемкости можно обеспечить специальной сборочной оснасткой, используемой обычно в условиях крупносерийного и массового производства.

Рис. 3.19. Сборка по отверстиям:
а — панели: 1 — обшивка; 2 — элемент набора жесткости; 3— фиксатор; б — кронштейна: / — корпус; 2 — кронштейн; 3 — фиксатор
В условиях производства с малой программой выпуска применение находят универсальные и специализированные приспособления средней сложности.
Кроме сборочной оснастки, на трудоемкость сборочных работ решающее влияние оказывает качество заготовок. При отсутствии взаимозаменяемости деталей сборка усложняется необходимостью выполнения подгоночных операций. При выполнении технологических операций даже в условиях строжайшей технологической дисциплины в объектах обработки возникают ненормированные побочные изменения, многие из которых могут оказывать существенное влияние на качество продукции. Например, отклонения формы и размеров листовых деталей из-за упругих напряжений, возникающих во время гибки, вытяжки и других процессов формообразования, или появление остаточных напряжений в сварных деталях.
Ненормируемые изменения свойств объектов производства, возникающие при выполнении отдельных операций технологического процесса, являются одной из причин нестабильности качества продукции. Наличие таких отклонений, в первую очередь, отразится на качестве сборочных и сварочных работ. Возникает необходимость проведения подгоночных операций в процессе сборки. Наличие подгоночных операций — это, в первую очередь, результат невзаимозаменяемости элементов конструкции, поэтому взаимозаменяемость является важнейшей предпосылкой обеспечения высокого качества конструкций в целом. Элемент конструкции обладает взаимозаменяемостью, если его геометрические и физические параметры находятся в пределах допусков, согласованных
с допусками других собираемых элементов. При таком согласовании исключается необходимость подбора или доработки элементов при сборке и обеспечивается сборка всей конструкции в соответствии с установленными техническими условиями.
При выполнении сборочных работ различают методы полной, неполной, групповой взаимозаменяемости и сборку с подгонкой деталей. По первому методу сборка осуществляется путем соединения деталей без какого-либо подбора, подгонки и других дополнительных работ с полным соблюдением при этом технических требований к изделию. Необходимая точность деталей задается соответствующими допусками на их размеры. Этот метод чаще применяется при серийном производстве конструкций, элементы которых подвергаются предварительной механической обработке.
Сборка по методу неполной взаимозаменяемости имеет место при доработке одной из соединяемых деталей размерной цепи в процессе выполнения сборочных операций, при применении компенсаторов. Такой метод широко используется в авиационной промышленности, автомобилестроении и других отраслях. Доработкой одной из деталей или введением компенсирующего элемента достигается устранение отклонений деталей от номинальных размеров размерной цепи и обеспечивается заданная точность сборки. Это позволяет снизить требования к точности всех собираемых деталей, повысить точность изделия, не прибегая к большому объему трудоемких ручных подгоночных и доводочных работ.
Метод групповой взаимозаменяемости предусматривает сортировку собираемых элементов на группы. Поле допуска каждой группы составляет 1 /п часть общего поля допуска сопрягаемых деталей (п — число групп). При сборке соединяют между собой детали только соответствующих групп, чтобы получаемый общий допуск на сборочные размеры удовлетворял заданной точности изделия. Применение такой селективной сборки позволяет назначать более широкие допуски на изготовляемые детали и в то же время достигать высокой точности конструкций. Метод находит применение в крупносерийном и массовом производстве.
Сборка по методу подгонки осуществляется путем индивидуальной доработки и подгонки каждой из соединяемых деталей. Метод подгонки находит применение в единичном, мелкосерийном производстве, когда экономически невыгодно иметь сложную технологическую оснастку для изготовления деталей с высокой точностью. Сборка выполняется в два этапа, предварительную сборку вводят с целью подгонки и комплектации деталей. В связи с неизбежным загрязнением деталей при подгоночных работах после предварительной сборки собранное изделие разбирают и передают на операции подготовки поверхности деталей под сварку. Таким образом, обработку поверхности деталей производят после предварительной сборки. Подогнанные и подготовленные детали поступают на окончательную сборку под сварку. Способ двойной сборки часто используют при изготовлении изделий из тонколистовых штампованных деталей, в которых не всегда удается обеспечить их высокую взаимозаменяемость, особенно в единичном производстве. Двойная сборка иногда необходима при изготовлении ответственных изделий, например топливных емкостей самолетов, для удаления из собранного узла стружки, образовавшейся при подгонке.
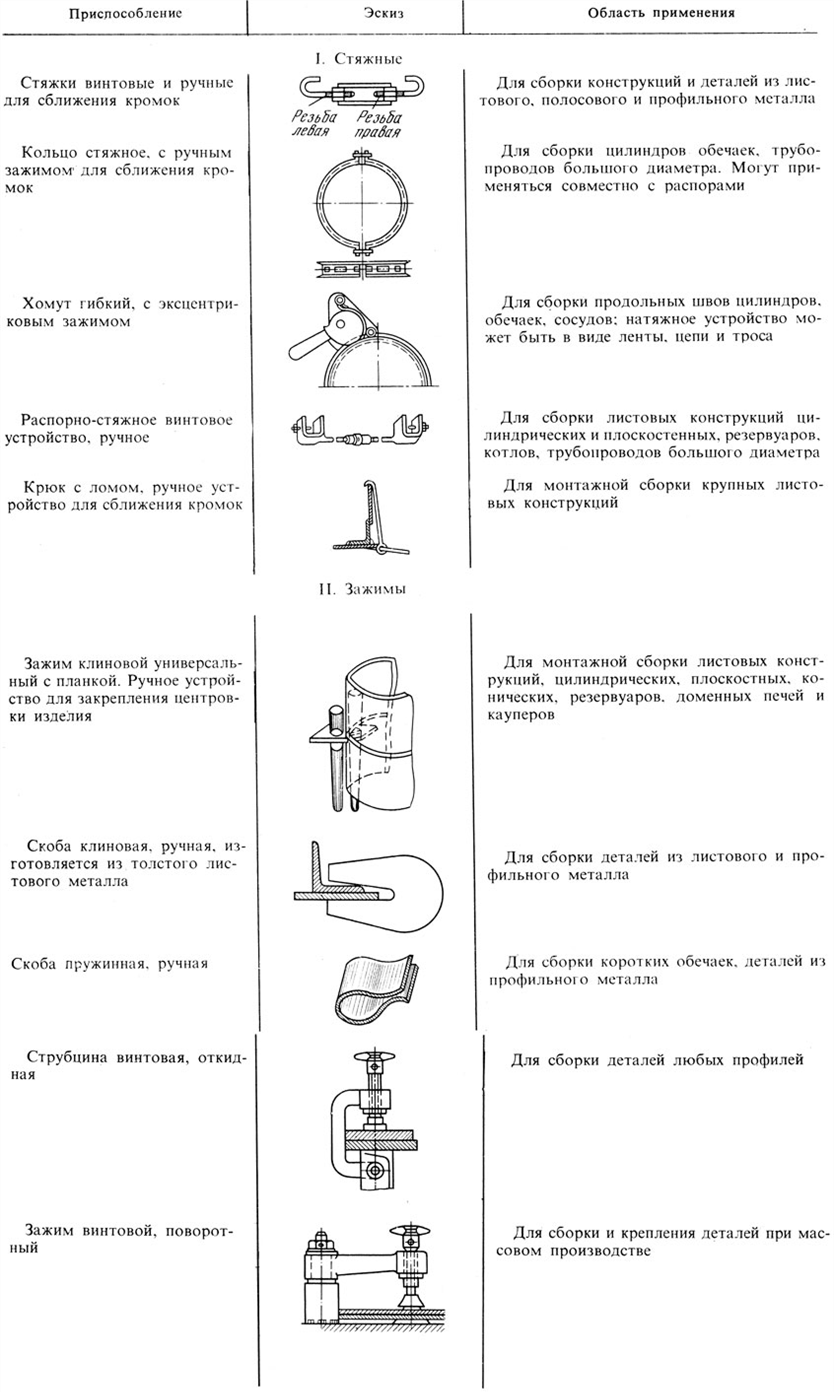
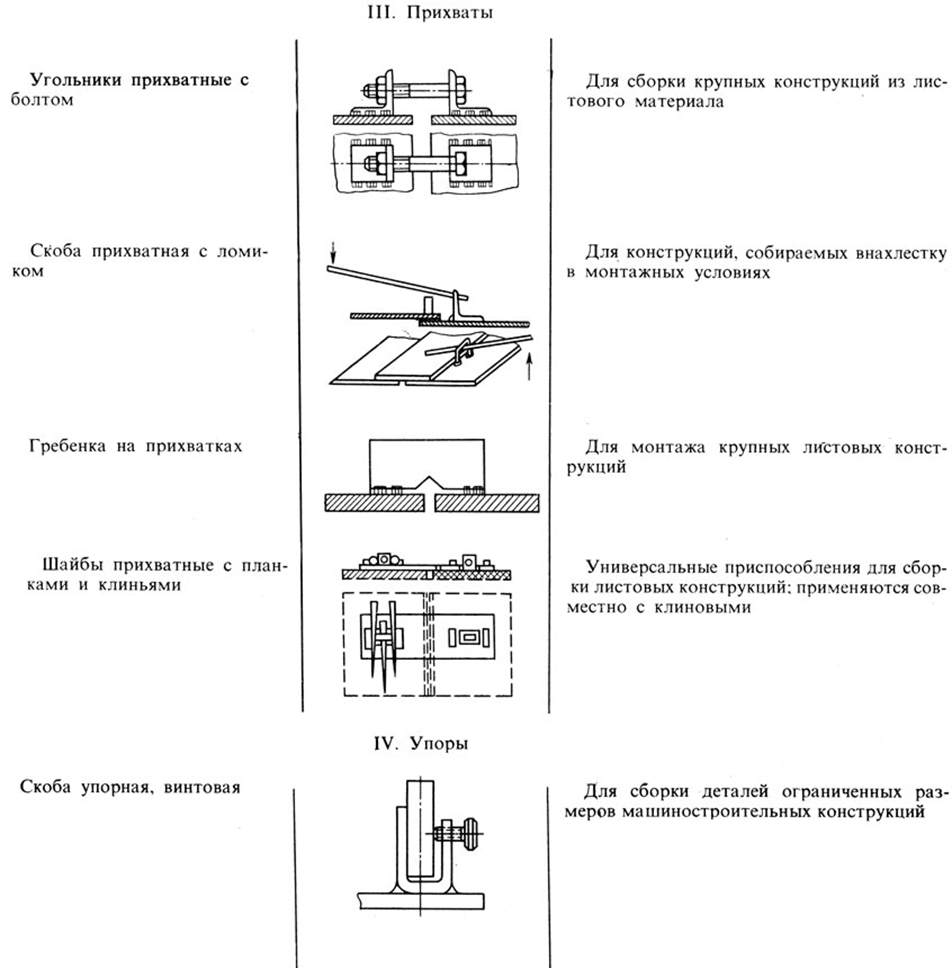
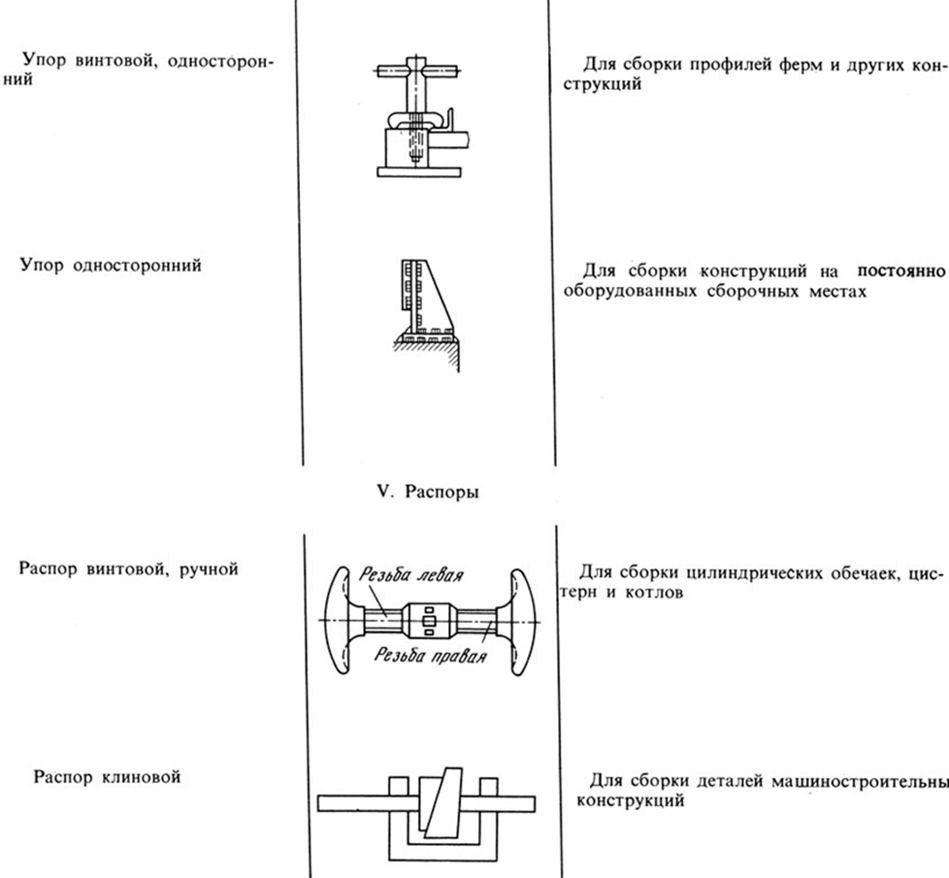
3. Виды и назначение сборочных, технологических приспособлений и оснастки. Для сборки и сварки колонн, балок, стоек сложного сечения, а также листовых конструкций из стали толщиной более 8 мм применяют приспособления, допускающие некоторое перемещение элементов конструкции при усадке металла швов.
Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранных деталей. Применяют также и комбинированные сборочно-сварочные приспособления.
Представление о конструкции сборочно-сварочных приспособлений дает табл. 9.

Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют положение кромок свариваемых листов (рис. 1). На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений - отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.

Рис. 1. Магнитный стенд: 1 - электромагниты, 2 - свариваемые листы
При массовом изготовлении одинаковых конструкций применяют специализированные сборочные кондукторы с механизмами для зажатия деталей. В этих кондукторах производится сборка и прихватка деталей, затем изделие освобождается из кондуктора и подается на площадку или стенд для сварки.
Проверка точности сборки производится шаблонами и щупами (рис. 2).

Рис. 2. Инструмент для проверки качества сборки: а - угла раскрытия кромки, б - прямого угла, в - смещения листов, г - зазора между листами при сварке внахлестку, д - зазора при сварке втавр и встык
Читайте также: