Схема регулятор мощности для сварочного аппарата схема
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки - сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских - наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя - до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
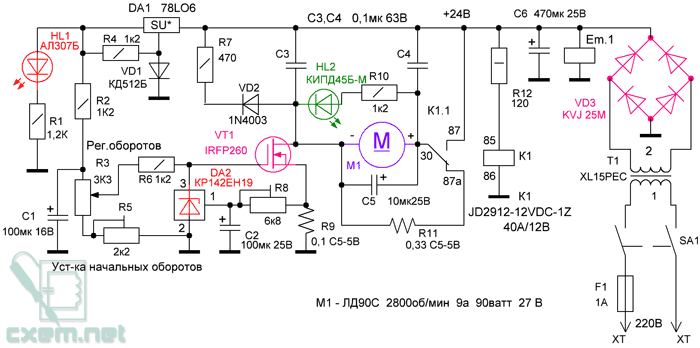
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении - вращение, при красном свечении - торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины - только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации - передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 - устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
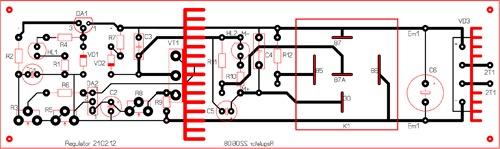
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 - проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 - штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 - предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя - R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Точечная сварка в домашней мастерской

Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
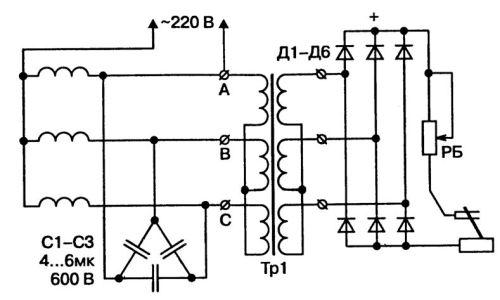
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
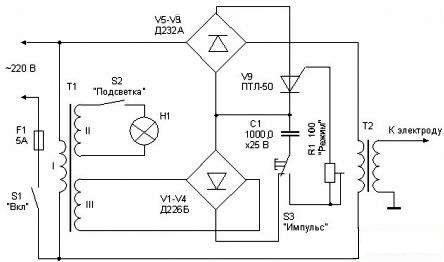
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
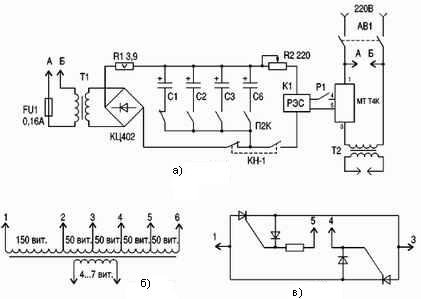
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Регулятор Сварочного Тока.
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
vusa 12 постов
felik 13 постов
cuzikov 11 постов
xomak 8 постов
Популярные посты
atlas030960

felik
Ну вот видите как оно получается. Дроссель с выпрямителем в купе с фазовым регулированием дают какую не какую пологую х-ку. А без дросселя у Вас чистый жескач. Чёб ему не резать. Вот только дома дейст

oleg1ma
Вот такие простенькие п/а делаю иногда.Если нужна печатка, скину, размер 80х105мм.
Изображения в теме

@Vslz это ваше воображение так рисует? Это маломощные движки, там ключ даже не греется. А уменьшить время противоэдс можно включив резистор или стабилитрон последовательно с диодом. Это слегка улучшает стабилизацию. А где полка ЭДС?
режим DCM будет сопровождаться сильным свистом, большой амплитудой тока ключа. Так и коллектор подгореть может.

Собрал макет драйвера, чтоб поиграться с режимами, прежде чем идти дальше. Как я уже говорил, за основу взял схему аудионота, но номиналы решил подбирать сам Немного смущает в схеме цепочка R2 C1. Обычно конденсатором параллелится резистор большего номинала, а тут наоборот. Собственно я поставил в анод 68 килоом, в катод 680 ом. На вторую сетку влепил потенциометр и подогнал режим таким образом, чтоб на аноде было 70 вольт. На катоде при этом получилось 2.7 вольт. Думаю, попробовать уменьшить катодный резистор и подкрутить ещё напряжение на второй сетке, чтоб добиться смещения хотя бы 2 вольта. Почему именно 70 вольт. Дело в том, что я потенциал накала решил поднять на 80 вольт. Т.к. у 6п14 максимально домустимая разность потенциалов между катодом и накалом 100 вольт, то перестраховался. На катоде фазоинвертора будет примерно напряжение анода драйвера плюс смещение. Хотелось бы, чтоб потенциал подогревателя на нём был хотя бы чуть-чуть положительным. С другой стороны я не знаю, насколько это критично. Многие вообще сажают среднюю точку накала на землю и не заморачиваются. Тем более, что на ФИ амплитуда сигнала на сетке выше, чем в первом каскаде. В общем, люди знающие, люди опытные, подскажите плиз, стоит ли плясать с бубном или хрен с ним, если потенциал подогревателя в ФИ будет на пару десятков ниже потенциала катода ? P.S. Кстати усиление каскада получилось 67. Это без ёмкости вокруг катодного резистора. Учитывая, что 6п14п требует вольт 10 для раскачки, то при таком раскладе можно будет обеспечить вполне себе глубокую обратную связь. Даже не знаю, стоит ли заморачиваться с R2 C1
Регулятор тока для сварочного аппарата

ОБОРУДОВАНИЕ
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.

Общая информация
Залог высокого качества шва – правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт аппарата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора. Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
.jpg)
Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
.jpg)
Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
.jpg)
Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока. Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.

Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
.png)
Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.

Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
Читайте также: