Схема работы сварочного трансформатора
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Сварочный трансформатор: устройство и принцип действия

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
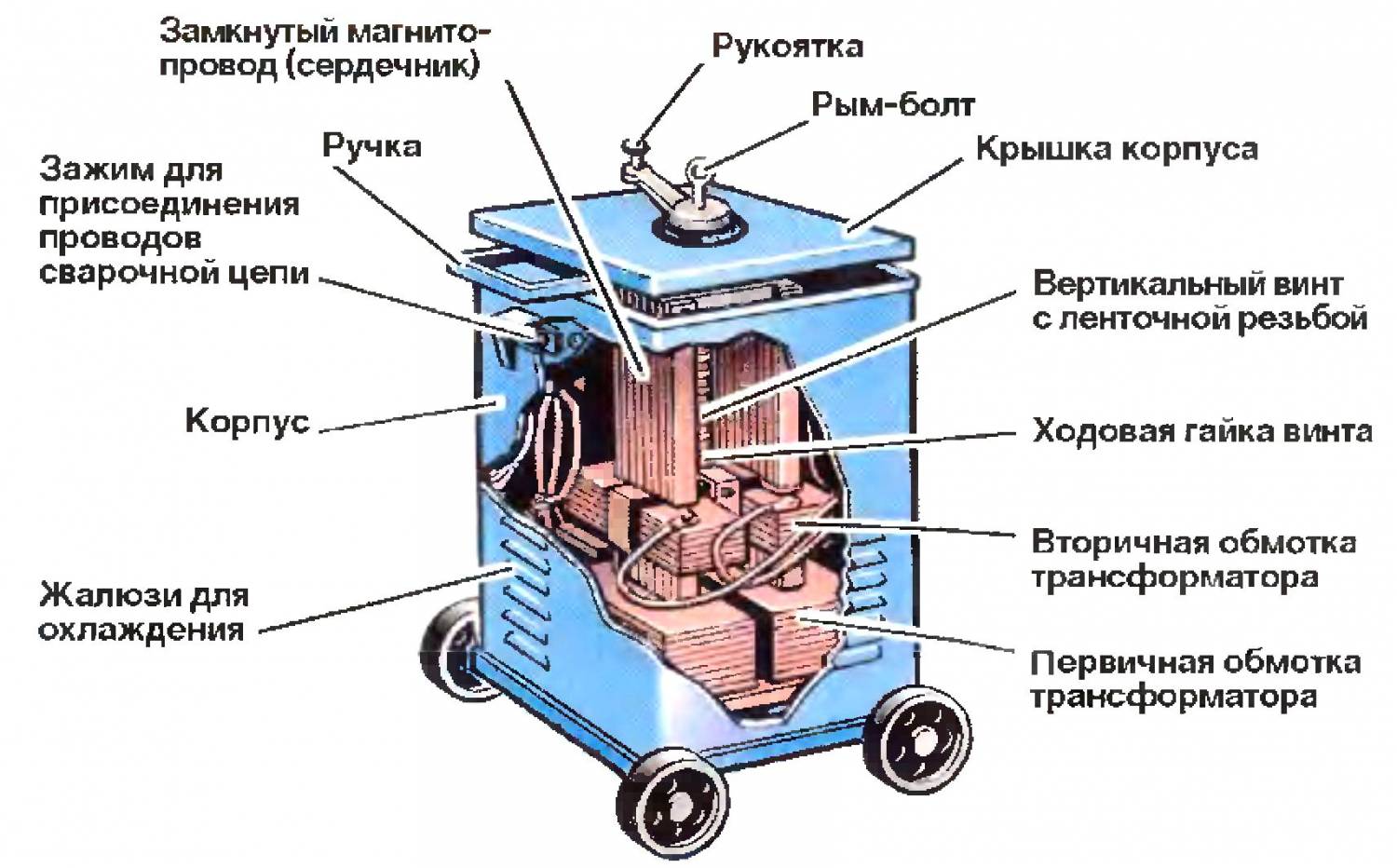
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.

Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.

Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
трансформаторы
Сварочный трансформатор используется для преобразования высокого напряжения источника питания (220 или 380 В) в низкое, которое используется в сварочной электрической цепи. Тип сварки определяет конструкцию сварочного трансформатора (далее – СТ). Существуют следующие виды электросварки:
- дуговая. Соединение заготовок происходит за счёт нагрева и расплавления их кромок электрической дугой, создаваемой сварочными электродами;
- контактная. Соединение образуется в результате нагрева сварочными электродами соединяемых металлических деталей проходящим через зону контакта электрическим током. Одновременно с нагревом, в этой зоне действует сильное сжимающее усилие.
Другими словами, СТ – это источник сварочного тока.
Трансформаторный сварочный аппарат — какие они бывают
Существуют трансформаторные сварочные аппараты (далее – ТСА) двух типов (соответственно видам электросварки – смотри выше).
ТСА дуговой сварки состоит из:
ТСА контактной сварки не имеет сварочных проводов, т. к. у него иная конструкция держателей электродов.
Провода и держатели электродов в различных моделях СТ соответствующих типов применяются идентичные. Поэтому, остановимся на источниках тока.
По сравнению со своими сварочными «собратьями»: выпрямителем и инвертором – СТ имеет значительно более простую конструкцию. Благодаря этому он имеет ряд достоинств:
- -проще обслуживание;
- -выше надёжность;
- -ниже стоимость;
- -выше ремонтопригодность (про возможные поломки смотрите в статье «Ремонт сварочных трансформаторов«.

Но есть у него существенные недостатки:
- -отсутствуют дополнительные опции;
- -значительно сложнее эксплуатация;
- —напряжение на первичной обмотке, для обеспечения штатной работы СТА, не может отклоняться от номинального более чем на: ±5…10%;
- -большая масса.
Регулировка сварочного тока в СТ осуществляется следующим образом:
- —плавная — изменением величины индуктивного сопротивления цепи. Изменяется величина воздушного зазора в магнитопроводе;
- —ступенчатая — посредством секционирования числа витков вторичной и/или первичной обмотки. При помощи коммутатора (переключателя) в электрическую цепь включается разное количество витков обмоток.

«Сварочный трансформатор с регулированием сварочного тока изменением величины зазора между катушками». Источник фото — Википедия. Очень хорошо показаны органы регулировки тока.
Сварочные трансформаторы подразделяются по следующим признакам:
- —по электрической мощности, которая определяется силой сварочного тока. Этот ток протекает по вторичной цепи: чем больше мощность, тем более толстый материал способен обрабатывать ваш гаджет;
- —по количеству постов (обслуживаемых рабочих мест);
- —по параметрам источника электропитания:
- -однофазная сеть 220В;
- -трёхфазная — 380В.
Кроме того, СТ дуговой сварки делятся на виды по конструкции механизма, устанавливающего величину сварочного тока (смотри выше).
СТ контактной сварки делятся на типы в зависимости от:
- -типа сварки:
- -стыковая;
- -точечная;
- -шовная;
- -рельефная;
- -механизма регулировки длительности сварочного импульса. Применяются регуляторы:
- -релейномеханический;
- -электронный.
Какой выбрать
Чтобы правильно выбрать трансформаторный аппарат, надо «крепко подумать» и решить:
-для чего служит сварочный трансформатор?
-чего я хочу добиться? Что буду сваривать?
-при помощи какого аппарата я могу достичь своей цели?
В помощь вам мы рассмотрим основные варианты решения этой непростой задачи.
Сварочные трансформаторы для дома
Рассмотрим два варианта использования ТСА в домашних условиях:
- -вы являетесь городским жителем и все ремонтные работы (в том числе и по сварке) в доме выполняют, в соответствии с соответствующим «Договором» в объёме оплачиваемых услуг, специалисты жилищно-коммунального сервиса (ЖКС). Электросварка вам может потребоваться только для какого-либо хобби, связанного с металлом. В этом случае вам вполне подойдёт ТСА контактной сварки;
- -совершенно другая ситуация, если вы являетесь сельским жителем и «ваша судьба целиком находится в ваших руках». Для выполнения работ, связанных с ведением хозяйства (дом, сарай, парники и другие постройки), ремонт сельхозинструмента и т. п. вам потребуется ТСА дуговой сварки.
Сварочный трансформатор на 220в
Сварочный трансформатор на 220в – означает, что для этого гаджета требуется источник электропитания 220В. Источником может служить:
- -стационарная электросеть, технические параметры которой позволяют подключать к ней ваше оборудование. В «Паспорте» СТА следует посмотреть потребляемый им ток (ток сети) и:
- -сопоставить с автоматами вашей электропроводки. Должен быть запас ≥ 10 %;
- -если запаса нет, то следует определить возможности вашей электропроводки. Следует измерить диаметр токоведущей жилы, подсчитать сечение и по справочнику «Электрика» определить допустимый для неё электрический ток.
![Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.]()
Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.
Если полученные результаты близки, то СТА подключать к этой электросети нельзя. Возможно, что под нагрузкой электрическое напряжение в сети будет уменьшаться на столько, что оборудование не будет варить;
- -мобильный источник электропитания. Сравните его cos(φ) с требованиями в «Паспорте» СТА (обычно у СТА cos(φ) = 0,8). Если у источника питания cos(φ) будет меньше, напряжение под нагрузкой будет падать (последствия смотри выше).
Трехфазный сварочный трансформатор
![TD500]()
Трёхфазные трансформаторы имеют более высокий КПД, чем однофазные. Трансформатор для сварки не является исключением. Поэтому, при тех же габаритных размерах они имеют большую полезную мощность. И большую массу:
- -для их перемещения по рабочему объекту применяется вмонтированная в корпус транспортная тележка;
- -для погрузо-разгрузочных работ они оснащены рым-болтом.
Трёхфазная питающая электросеть имеется, как правило, на промышленных объектах. Поэтому, трёхфазные СТА применяются на больших предприятиях, стройках и т. п.
Сварочные трансформаторы постоянного тока
Для работы трансформатору в магнитопроводе нужен переменный магнитный поток. Такой поток может быть создан только переменным током. Следовательно, трансформатора постоянного тока просто не может быть.
Более того, если по какой-либо причине на обмотку попадает постоянное электрическое напряжение, то будет отсутствовать реактивная (индуктивная) составляющая электрического сопротивления этой обмотки возникшему электротоку. Это вызовет резкое уменьшение полного сопротивления обмотки. В результате, она может перегреться и выйти из строя (перегореть).
Если возникает необходимость повысить величину постоянного напряжения, то его преобразуют в переменное, повышают до требуемого значения и (при необходимости) выпрямляют. Всем автомобилистам известен пример: система зажигания бензинового ДВС.
Сварочные трансформаторы переменного тока
Электрическая схема ТСА переменного тока состоит из двух обмоток:
Они размещены на замкнутом магнитопроводе, изготовленном из ферромагнитного материала. Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке (исполнительному механизму СТА). Первичная обмотка создаёт магнитный поток. Этот поток, посредством магнитопровода, индуцирует во вторичной обмотке электродвижущую силу (ЭДС).
Величина ЭДС определяется соотношением:
U1/U2 = N1/N2 – где:
-U1 и U2 – напряжения первичной и вторичной обмоток трансформатора ТСА;
-N1 и N2 – количество витков в его обмотках.
Количество витков вторичных обмоток рассматриваемы СТА таково, что на них создаются следующие напряжения:
- -дуговая сварка, В: 50…80;
- -контактная, В: 1…5.
Трансформаторы сварочные промышленные
Промышленные ТСА дуговой сварки характеризуются следующими особенностями:
- -модели облегчённых СТА предназначаются, в основном, для ремонтных работ. Кроме того, они часто используются на вспомогательных (прихватки и т. п.) операциях. Во всех случаях продолжительность нагрузки (ПН) на них не превышает 20…25 %;
- -мобильные модели предназначены для обычных условий работы с ПН = 60 %;
- -оборудование большой мощности работает в условиях естественной вентиляции;
- -степень защиты IP22;
- -напряжение холостого хода трансформаторов выше безопасного. Вследствие этого, они все комплектуются устройствами снижения напряжения (УСНТ);
- -в процессе эксплуатации это оборудование создаёт сильные помехи радиоприему. Для борьбы с этим, оно оснащается емкостными фильтрами.
![svarochnyi-transformator-tdm-401]()
«Популярный мобильный промышленный сварочный аппарат трансформаторного типа «ТДМ-401»
Контактная сварка связана с большими механическими нагрузками. Поэтому, промышленные машины контактной сварки имеют следующие особенности:
- —несущая конструкция (особенно напольное основание) должна быть устойчива к действию крутящих нагрузок. Для этого она изготавливается каркасно-несущего типа с оребрением;
- —блоки управления и сварки полностью разделяются и разносятся. Таким образом, исключается воздействие электромагнитного поля тока на электронику автоматики;
- —усилие на электродах плавно регулируется;
- —гидроцилиндр подачи электродов имеет защиту от нагрузок вращения. Его точное (во многих случаях — прецизионное) изготовление гарантирует высокую точность осуществления сварки;
- —осуществляется регулируемое перемещение гидроцилиндра в прямом и обратном направлениях;
- —обмотки СТА заливаются компаундами;
- —токонесущие узлы имеют раздельные (самостоятельные) контуры охлаждения;
- —соединительные проводники вторичной обмотки СТА имеют незначительную длину, что позволяет повысить КПД оборудования.
Промышленные машины контактной сварки
Промышленные машины контактной сварки часто совмещают несколько видов сварки.
![dalex-mashina-kontaktnoi-svarki]()
«Машина контактной сварки промышленного применения бренд «Dalex» модель «PMS 11-4»
Сварочный трансформатор: мощность
Необходимая мощность СТА определяется величиной сварочного тока, который проходит по вторичной обмотке трансформатора. Следовательно, при выборе мощности необходимо четко определиться: на какой величине тока предстоит эксплуатировать оборудование. Следует иметь в виду, что более мощный гаджет будет, конечно, выполнять более широкий круг задач, но он будет при этом:
- -потреблять большее количество электроэнергии;
- —более дорогим в приобретении и обслуживании;
- -иметь большие габариты и большую массу со всеми вытекающими последствиями.
При выборе оборудования по его паспортным данным, следует выбирать оптимальный вариант исходя из предстоящих производственных задач.
Как варить сварочным трансформатором
СТА дуговой сварки применяются для сварки методом MMA. Этот метод предусматривает использование штучных плавящихся электродов, имеющих рутиловое или основное покрытие.
СТА контактной сварки образуют соединение методом нагрева зоны контакта электрическим током посредством электродов. Одновременно с нагревом, к зоне контакта прикладывается сильное сжимающее усилие (смотри описание выше).
На нашем сайте методы сварки подробно рассматриваются в статье «Как правильно варить сварочным аппаратом» .
![трансформатор- управление]()
Характеристики сварочного трансформатора
Характеристики СТА будут необходимы при выборе оборудования. Правильный их выбор окажет существенное влияние не только на техническую, но и на экономическую составляющую эффективности приобретения.
Оборудование постоянно совершенствуется, поэтому важно пользоваться самой свежей информацией. Её можно получить из следующих источников:
- -на промышленных предприятиях — из «учтённых справочников», стоящих на учёте в БНС;
- -в торговых организациях – из «Паспортов» и рекламных проспектов.
На нашем сайте информацию о характеристиках СТА вы можете получить в статье «Устройство сварочного трансформатора».
Мы сообщили вам достаточно информации о трансформаторах и аппаратах на их основе. Если это оборудование вас не удовлетворит, то оцените возможность использования выпрямителя или инвертора. Со сравнительными характеристиками можете познакомиться в статье «Сварочный трансформатор или инвертор» .
Если вы хотите сделать сварочник данного типа, для дуговой или контактной сварки, своими руками, смотрите эту статью.
Все о сварочном трансформаторе
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
![wse_welder_transformer]()
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
![img-4110-1c128a3bf1]()
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Читайте также:






