Схема машины для контактной точечной сварки мт 601
Оборудование для контактной сварки Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя4 сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные, шовно-стыковые. Принципиальная схема машины для контактной сварки приведена на рис. 75. Каждый тип машины имеет: электрическую часть, состоящую из трансформатора (или другого преобразователя энергии), переключателя мощности и включателя тока, токоподводов и электродов; механическую часть, состоящую из станины, устройств для крепления электродов и деталей, узлов сжатия и перемещения деталей; аппаратуру управления с механическими, электрическими, гидравлическими, пневматическими и другими устройствами . Конструктивно-типовые точечные и рельефные машины похожи. Машины для шовной сварки имеют дополнительный привод для вращения электродов, а машины для стыковой сварки — привод сближения деталей с небольшими скоростями при оплавлении и большими — при осадке. Для обозначения машин применяется буквенно-цифровая нумерация. Первая буква характеризует тип машины: У — установка, А — автоматам — машина, К — комплекс, П — полуавтомат; вторая — вид сварки; две первые цифры — номинальный ток, кА, а две последние — модель машины. Например, модель 5 точечной машины с номинальным токда 20 кА обозначается МТ-20.05. Иногда после двух первых букв ставится третья, уточняющая тип машины: М — многоточечная, К — конденсаторная, В — с выпрямлением тока в контуре. Контактные машины работают на переменном токе от трансформаторов. Первичную обмотку трансформаторов подключают к сети с напряжением 220—380 В, ее изготовляют секционной для изменения числа рабочих витков при. переключении ступеней мощности. Вторичная обмотка трансформатора состоит из одного или двух витков (вторичное напряжение 1—12 В). Сила вторичного тока — 1000— 100 000 А. При изменении числа витков первичной обмотки изменяется коэффициент трансформации: K— число витков первичной и вторичной обмоток; и U2 — соответственно первичное и вторичное напряжения обмотки. Вторичное напряжение U2=UiW2/W1, где Ut — величина постоянная.
Таким образом, для изменения U% необходимо изменить число включенных витков первичной обмотки Wlt соответственно будет изменяться и вторичный сварочный ток. Для увеличения вторичного тока необходимо уменьшить число витков первичной обмотки трансформатора. Контактные машины включают и выключают со стороны первичной обмотки трансформатора. В процессе сварки необходимо периодически включать и выключать ток. Для этого применяют прерыватели нескольких типов: простые механические контакторы, электромагнитные и электронные приборы. Механические контакторы применяют главным образом на стыковых и точечных машинах неавтоматического действия небольшой мощности, электромагнитные контакторы — для стыковой, точечной и шовной сварки на машинах малой и средней мощности. Электронные прерыватели обеспечивают синхронные включение и выключение тока со строго определенной продолжительностью импульсов и пауз, их применяют для всех типов контактных машин автоматического действия. Механизмы давления служат для сжатия заготовок меж ду электродами машины. В зависимости от типа привода механизмы сжатия могут иметь пружинный, электромеханический, пневматический, пневмогидравлический, гидравли ческий приводы, а также ручной, который иногда применяют в стыковых и точечных машинах малой мощности. Машины для стыковой сварки выпускают мощностью 0,8—800 кВА (МС-403, МС-502, МСМУ-150 и др.). Стыковые машины мощностью до 25 кВА применяют для сварки со противлением, мощностью 25—250 кВА — сопротивлением и оплавлением, мощностью 150—800 кВА — для автоматической сварки оплавлением изделий с большим поперечным сечением. Машины для точечной сварки (МТ-601, МТ-1220, МТ 1616, МТ-4001, МТВ-8002, МТВ-16002, МТК-1601 и др.) выпускают мощностью 0,1—250 кВА. Точечные машины мощностью 0,1—25 кВА применяют для сварки деталей толщиной 0,1—2 мм. Машины для шовной сварки (МШ-1001, МШ-1601, МШ 2001 и др.) в отличие от точечной снабжены механизмом при вода роликовых электродов и особым скользящим токоподводом. Шовные машины выпускают мощностью 25—200 •кВА. • Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и механизированные) и специализированными. § 35. Требования безопасности труда при контактной сварке При работе на контактных машинах представляют опасность: электрический ток, расплавленные частицы металла, вылетающие с большой скоростью из зоны соединения, и движущиеся части машин. Контактную сварку выполняют при низких (до 36 В) напряжениях, поражение током высокого напряжения возможно при незаземленной машине и пробое трансформатора, при переключении напряжения без отключения трансформатора от сети. В современных контактных машинах предусмотрены системы блокировки, предотвращающие поражение током высокого напряжения, например закрыт доступ к переключателю при неотключенной первичной цепи; дверцы шкафов, пультов, станин с открытыми токоведущими частями, находящимися под напряжением, снабжены блокировкой, обеспечивающей снятие напряжения при их открывании. Не допускается эксплуатация машин с неисправной блокировкой. Все работы, связанные с напряжением 220 и 380 В, должен производить специалист-электрик. Сварщик допускается к таким работам только после специального обучения и сдачи испытаний. Защита от расплавленных брызг и предупреждение ожогов обеспечиваются работой в спецодежде, состоящей из огнестойкой хлопчатобумажной или брезентовой куртки, рукавиц, бесцветных очков закрытого типа, а при стыковой сварке — дополнительно шлема. Контактные машины для сварки оплавлением должны быть снабжены прозрачным щитком, предохраняющим рабочих от брызг и искр и позволяющим наблюдать за процессом сварки. Точечные и роликовые контактные машины должны иметь откидывающиеся прозрачные экраны, ограждающие электроды со стороны обслуживания. Большинство несчастных случаев связано с утечкой воз духа или масла в системах привода, с подгоранием контактных устройств, с малоквалифицированным ремонтом и неправильной эксплуатацией. Поэтому машины необходимо эксплуатировать в строгом соответствии с инструкциями и при соблюдении технологии сварки.
1. В чем заключается сущность сварки давлением?
2. Как происходит образование соединения при контактной сварке? Дайте классификацию контактной сварки.
3. Из каких основных узлов состоят контактные машины?
4. В чем сущность и технологические особенности стыковой, точечной, шовной сварки?
Машина контактной сварки мт-601

Вкачестве источника питания при контактной сварке (рис. 31) применяются обычно понижающие однофазные трансформаторы, которые во вторичной обмотке имеют один….шесть виток. Это позволяет производить сварку на малых напряжениях (до 10 В) и больших токах, достигающих десятков и сотен тысяч ампер.
Регулирование параметров сварки на таких трансформаторах осуществляют с помощью первичной обмотки, разделенной на несколько секций. Включением различного числа витков первичной обмотки в сеть изменяют сварочный ток: чем меньше витков включено в сеть, тем выше вторичное напряжение и больше сварочный ток. Такая схема принципиально отличается от схемы, реализуемой в сварочных трансформаторах ручной электродуговой сварки.
Техническая характеристика машины контактной сварки МТ-601:
1. Максимальная толщина свариваемых деталей (2+2) мм.
2 Напряжение сети- 380 В.
3. Потребляемая мощность 14,3 кВт.
4. Номинальный первичный ток 37,5 А.
5. Число ступеней регулирования силы тока 8.
6. Максимальный сварочный ток 12000 А.
7. Выдержка времени 0…6 с.
8. Максимальное усилие сжатия 200 кгс.
Машина состоит из корпуса, в котором монтируются сварочный трансформатор, переключатель ступеней, электромагнитный контактор и другие устройства.
Первичная обмотка имеет отпайки, соединенные с переключателем ступеней. Изменением количества витков в первичной обмотке трансформатора, подключенных с помощью переключателя ступеней в сеть, можно регулировать вторичное напряжение от 1,25 до 2,5 В и, следовательно, изменять силу сварочного тока. Машина имеет восемь ступеней регулирования (табл. 13).
Таблица 13.
Изменение напряжения сварочного тока в машине МТ – 601
положением ножей переключателей ступеней трансформатора
Напряжение во вторичной обмотке Uсв, В,
Вторичная обмотка трансформатора установки МТ-601 состоит из одного витка, связанного с верхней и нижней контактной частями гибкими медными шинами.
Электронный регулятор времени управляет последовательностью и длительностью срабатывания отдельных устройств машины в последовательности: опускание верхнего электрода и сжатие свариваемых деталей, включение и выключение сварочного тока, выдержка деталей под давлением без тока и возвращение электрода в исходное положение.
В соответствии с технологией сварки регулятор выполняет четыре выдержки времени: сжатие, сварка, проковка и пауза. Длительность выдержек регулируют потенциометрами, рукоятки которых выведены на панель регулятора.
Нижняя контактная часть машины неподвижна. Перемещение верхней подвижной части осуществляется от штока нижнего поршня пневматического цилиндра, установленного на верхнем кронштейне.
Привод давления состоит из цилиндра, поршня со штоком и направляющей. Подачей воздуха через редуктор и дросселирующий клапан в верхнюю камеру цилиндра осуществляют сжатие деталей или подъем верхнего электрода соответственно.
После установки свариваемой детали на нижний электрод производят нажатие на педальную кнопку. При этом включается регулятор времени РВЭ-7, который подает напряжение на катушку электропневматического клапана и включает его на подачу воздуха в нижнюю камеру цилиндра привода давления. В результате опускания поршня свариваемые детали сжимаются между электродами. Через заданный промежуток времени регулятором РВЭ-7 замыкается цепь электромагнитного контактора и первичная обмотка трансформатора включается в сеть.
Реле РВЭ-7 после выключения трансформатора через некоторое заданное время снимает напряжение с катушки электропневмоклапана. В результате этого происходит переключение подачи воздуха, и поршень вместе с верхним электродом перемещается вверх, освобождая сжатые до этого момента сваренные детали.
Для того чтобы получить одну сварную точку, необходимо нажать и быстро отпустить педальную кнопку. Если держать ее нажатой, циклы сварки после паузы будут повторяться с указанной выше последовательностью.
Установка продолжительности элементов цикла сварки (сжатие, сварка, проковка) и паузы выполняется с помощью 4-х переключателей, имеющих шкалы с 15 отметками положения переключателя (0, 1, 2, …, 15) и общего переключателя двух ступеней (I, II), которыми регулируется продолжительность цикла сварки (табл. 14).
Схема машины для контактной точечной сварки мт 601
Стационарные машины для контактной точечной сварки
Стационарные одно- и двухточечные машины для контактной сварки -предназначены для сварки плоских арматурных каркасов из стержней диаметром до 40 мм.
Одноточечные машины для контактной сварки имеют аналогичное устройство и состоят из следующих основных узлов: корпуса, пневматичного привода и пневмоси-стемы, токоподвода, электрического устройства и системы охлаждения.
На рис. 1 показана одноточечная машина МТ-1610.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В корпусе машины встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический цилиндр, обеспечивающий вертикальное перемещение верхнего электродо-держателя, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса.
На правой стороне кронштейна передней рамы установлен кран дополнительного хода электрода, а на задней стенке рамы—фильтр с вентилем, регулятор времени и автоматический выключатель. Нижний электрододержатель помещен на кронштейне, закрепленном на передней стенке корпуса.
Схема пневматической системы машины приведена на рис. 2. Сжатый воздух из сети поступает через запорный вентиль и фильтр в распределитель. Из распределителя по одной ветви сжатый воздух через воздушный кран рроходит в верхнюю камеру пневматического цилиндра, по другой ветви через регулятор давления, маслораспылитель и электропневматический клапан в среднюю или нижнюю камеры пневматического цилиндра.
В зависимости от положения крана верхняя камера цилиндра сообщается с атмосферой или включается в сеть сжатого воздуха. Для безударной работы машины предусмотрены дросселирующие клапаны, регулирующие скорость выпуска сжатого воздуха из камер.
Пневматический цилиндр имеет два поршня, образующих три камеры. Рабочий ход верхнего электрода и сжатие свариваемых деталей осуществляются при выпуске воздуха в среднюю камеру, а обратный ход — при впуске воздуха в нижнюю камеру. Верхняя камера служит для плавного регулирования величины рабочего хода, осуществляемого путем установки в соответствующее положение гайки и подачи или выпуска из нее сжатого воздуха.
Схема системы охлаждения машины приведена на рис. 3. Для охлаждения вторичного витка сварочного трансформатора, токоподвода и игнитронных ламп вода температурой не свыше +30 °С подводится к машине через распределитель. Устройство распределителя предусматривает возможность выключения вентилем подачи воды для охлаждения вторичного контура машины, обеспечивая в то же время подачу ее к игнитронам.
Даже кратковременная работа машины без охлаждения не допускается. Гидравлическое реле, установленное в цепи охлаждения игнитронных ламп, исключает возможность работы без охлаждения.
Электрическая схема машины приведена на рис.40. Машина подключается к сети переменного тока через автоматический выключатель АВ, служащий также для защиты электрических цепей от коротких замыканий. С помощью регулятора времени РВЭ и игнитронного контактора КИА устанавливаются последовательность и продолжительность операций цикла сварки.
Двухточечные машины имеют по сравнению с одноточечными более высокую производительность.
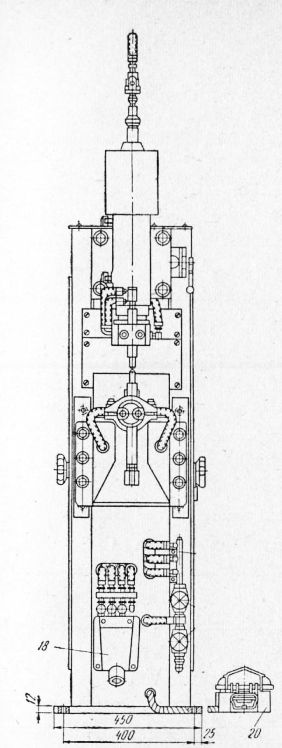
Рис. 1. Машина МТ-1610 для контактной точечной сварки
1 — рама; 2 — кронштейн; 3, 4, 5 — нижний и верхний электрододержатели; 6 — пневматический цилиндр; 7 — кран дополнительного хода электрода;
8 — электропневматический клапан; 9 — маслораспылитель; 10 — регулятор Давления; 11 — сварочный трансформатор; 12 — переключатель ступеней; 13 — регулятор времени; 14 — автоматический выключатель; 15 — игнитронный контактор; 16 — вентиль; 17 — фильтр; 18 — сливная коробка; 19 — панель зажимов; 20 — пусковая педаль
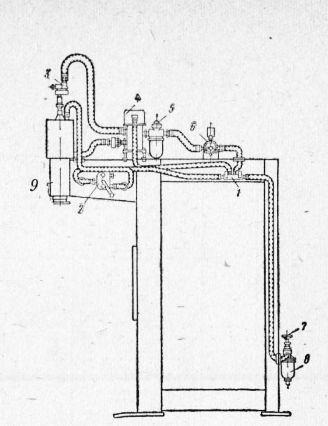
Рис. 2. Пневматическая система машины МТ-1610
1 — распределитель; 2 —воздушный кран; 3 — дросселирующий клапан; 4 — электропневматический клапан; 5 — маслораспылитель; 6 — регулятор давления; 7 — запорный вентиль; 8 — фильтр; 9 — цилиндр
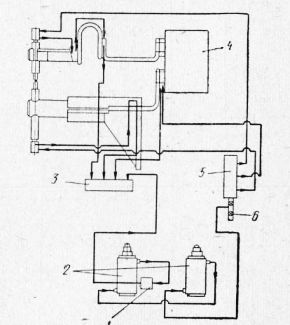
Рис. 3. Схема системы охлаждения
1 — реле гидравлическое; 2 — игнитроны; 3 — сливная коробка; 4 — сварочный трансформатор; 5 — распределитель; 6 — ниппель
Двухточечная машина МТМ -33 работает в полуавтоматическом цикле. После укладки двух продольных стержней и первого поперечного и приварки его каркас перемещается на шаг, под электроды укладывается следующий пруток и т. д.
Для укладки продольных стержней предусмотрен металлический стол, установленный сбоку машины. В верхней части стола помещено устройство для перемещения каркаса в процессе сварки. Оно состоит из пневмоцилиндра и каретки с крюками, захватывающими каркас за поперечный пруток.
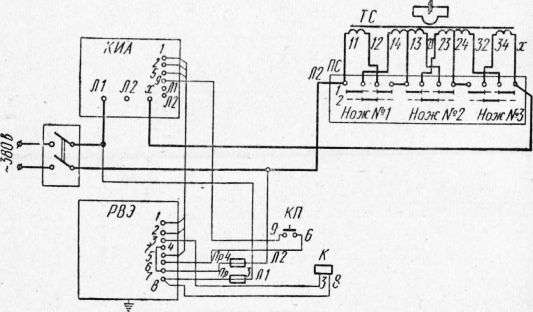
Рис. 4. Электрическая схема машины МТ-1610
КИА—контактор игнитронный асинхронный; ТС — трансформатор сварочный; РВЭ — реле времени; ПС — переключатель ступеней; ПЭ — панель с зажимами; КП — кнопка панельная
Верхняя электродная часть машины состоит из качающейся пластины с двумя подвижными устанавливаемыми в требуемом положении электродами. Опускание ее для сжатия свариваемых прутков осуществляется пневмоцилиндром. На нижнем кронштейне машины также имеются два электрода.
Машины для контактной точечной сварки подключают к сети сжатого воздуха при давлении 0,5 МПа. Получение давления воздуха, необходимого для настройки на
Усилия сжатия электродов в зависимости от давления воздуха соответствующий режим сварки, осуществляется регулятором давления, имеющимся в пневматической системе машины.
Подвесные машины для контактной точечной сварки
Применяются подвесные машины двух типов: с выносным и со встроенным трансформатором.
Подвесные машины для контактной точечной сварки с выносным трансформатором состоят из однофазного сварочного трансформатора с переключателем ступеней, позволяющим регулировать вторичное напряжение; пневматического устройства, осуществляющего подачу сжатого воздуха непосредственно в цилиндр привода клещей (машина МТПП -75) или в промежуточное пневмогидрав-лическое устройство (машины МТПГ -75-6 и МТПГ -150-2); системы охлаждения; подвесного устройства, позволяющего поворачивать машину и клещи вокруг своей оси на 360°, а также поднимать и опускать клещи в процессе работы; сварочных клещей различных типов, соединенных со сварочным трансформатором токоведущими кабелями; регулятора времени, определяющего последовательность и продолжительность операций цикла сварки, а также игнитронного контактора.
Подвесная машина МТПП -75 показана на рис. 1, а ее электрическая схема — на рис. 2.
Подвесные машины укомплектовывают сварочными клещами различных конструкций. В зависимости от характера движения электрода клещи подразделяют на два типа: с прямолинейным и радиальным ходом электрода.
Клещи состоят из корпуса, двух электрододержате-лей с электродами, пневматического или гидравлического цилиндра привода, рукояток, подвесного устройства и пусковой кнопки.
Для сварки крестовых пересечений арматуры в труднодоступных местах ЦНИИОМТП разработаны модернизированные клещи КТП -1 с коаксиальными электрододержателями, позволяющими проникать в ячейки арматурных конструкций размером 70X70 мм на глубину 500 мм.
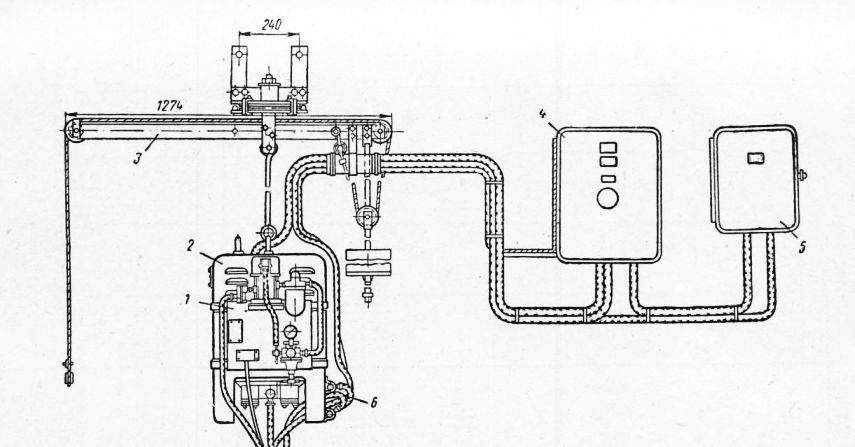
Рис. 1. Подвесная машина МТПП -75 для контактной точечной сварки
1 — пневматическое устройство; 2 —сварочный трансформатор; 3 — подвесное устройство; 4 — игнитронный контактор; 5—регулятор времени; 6 — система охлаждения; 7 — токоведущие кабели
Подвесные машины с встроенным трансформатором состоят из следующих основных сопряженных единиц:
сварочных клещей, шкафа управления и пружинного балансира с подвеской для клещей. Клещи соединены со шкафом управления специальным кабелем марки кгпэ.
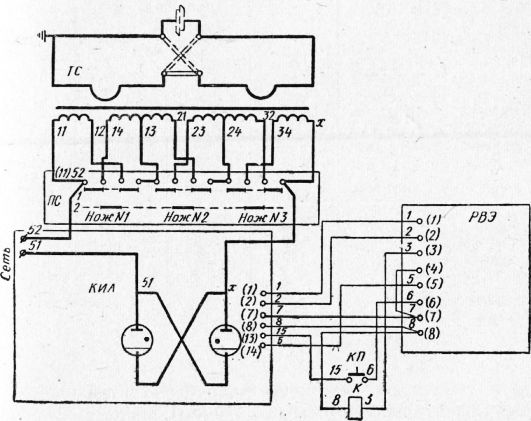
Рис. 2. Электрическая схема подвесной машины МТПП -75
ТС — сварочный трансформатор; ПС — переключатель ступеней; РВЭ — регулятор времени; КП кнопка пусковая; КИА — контактор игнитронный
Выпускается несколько подвесных машин этого типа аналогичной конструкции: машины общего назначения К-171, К-165-1, К-265-1, К-201М и специальные машины МТ-601 и К-243В, предназначенные для сварки арматурных конструкций железобетона.
Клещи подвесной машины МТ-601 имеют диафрагменный пневматический привод с прямолинейным ходом электродов. Благодаря наличию электрододержателей значительной длины (до 310 мм), малому сечению (диаметр 50 мм) и малому индуктивному сопротивлению вторичного контура они имеют преимущества перед клещами машин МТПП -75 и МТПГ -75. Этими клещами сваривают различные арматурные каркасы в крупнопанельном жилищном, сельскохозяйственном и промышленном строительстве.
Подвесное устройство позволяет производить сварку клещами МТ-601 в различных пространственных положениях. Электрическая схема машины обеспечивает автоматический режим ее работы.
Подвесные точечные машины в зависимости от условий производства подвешивают на кран-балках, монорельсах или специальных устройствах.
Для обеспечения маневрирования клещами в процессе работы целесообразно прикреплять к подвесному устройству машины, кроме клещей, токоведущие кабели, шланги и рукава.
Контактор и регулятор времени размещают вблизи машины, обеспечивая к ним свободный доступ.
Подвесные машины входят, как правило, в состав установок, состоящих из устройств для подвески точечных машин с клещами и кондукторов для раскладки плоских каркасов, отдельных стержней, хомутов и других деталей, из которых собираются арматурные блоки или крупногабаритные сетки.
Имеются следующие модели таких установок:
— вертикальная 7207/2СА для одновременной сварки двух арматурных каркасов;
— вертикальная 7370/СА для сварки одного каркаса; горизонтальная 7207/1СА для сварки одного каркаса;
— самоходная портальная ЦНИИОМТП для сварки широких сеток и линейных объемных каркасов.
Вертикальные установки 7207/2СА и 7370/СА устраивают на фундаменте с приямками глубиной 2,4 м, в которые опускаются кондукторы.
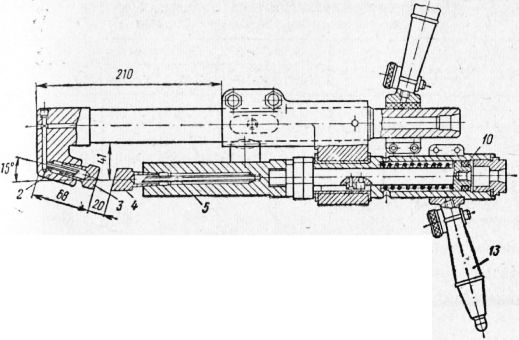
Рис. 3. Конструкции клещей подвесных машин клещи:
а —КТП-1; б — КТП -2; в —КТГ-1; 1 — корпус; 2 — электрододержатель неподвижный; 3, 4 — электроды; 5 — электрододержатель подвижной; 6 — пружина обратного хода; 7, 9, И — поршни; 8 — пневмо-цилиндр; 10, 12 — уплотнительные манжеты; 13 — рукоятка
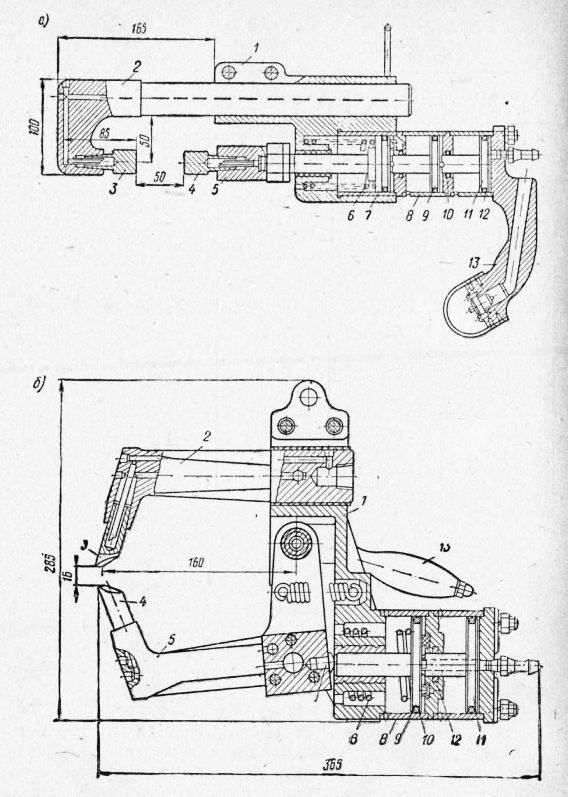
Рис. 4. Подвесная машина МТ-601
1— головка электрододержателя; 2 — электрод; 3 — электрододержатель неподвижный; 4 —электродо-держатель подвижной; 5 — подвеска; 6 — кнопка включения; 7 — шкаф управления; 8 — кабель токоведущий
Портальная установка перемещается по рельсовому пути любой нужной длины с шириной колеи 5 м.
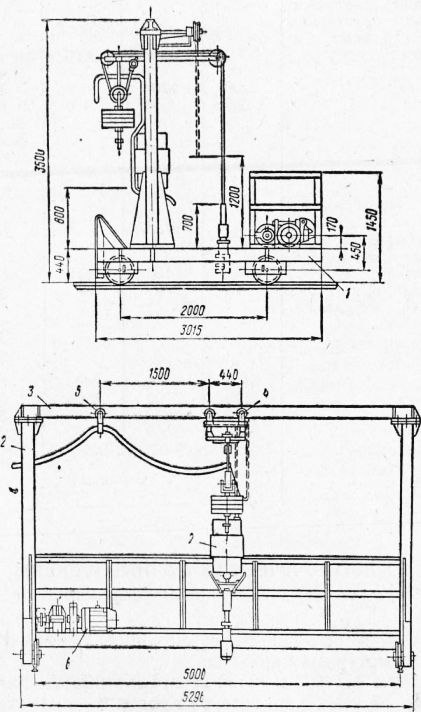
Рис. 5. Портальная установка НЖ-69008
1 — рама портала; 2 — стойка; 3 — балка; 4 — тележка; 5 — роликовая подвеска; 6 — привод передвижения портала; 7 — подвесная точечная машина
Читайте также: