С увеличением сварочного тока размеры сварочной ванны
Основные параметры дуговой сварки. К основным параметрам относятся сила тока Iд, напряжение дуги Uд и скорость наплавки vсв.
Полное количество тепла (тепловая мощность дуги), выделяемое сварочнойдугой, определяется по формуле:
где Q — тепловая мощность дуги, Вт; Iд — сила тока в дуге, А; Uд — напряжение дуги В; k — коэффициент, учитывающий род тока.
При сварке на постоянном токе коэффициент k принимают равным единице, а на переменном токе — 0,70—0,97.
Основное количество тепла (около 80%) выделяется в анодной и катодной зонах, причем на аноде больше. Под действием тепла, выделенного дугой, расплавляется металл электрода (плавящегося) и детали (основной). Часть тепла теряется на нагрев электрода, на разбрызгивание металла и утекает в окружающую среду.
Эффективная тепловая мощность дуги — это количество тепла, вводимого дугой в свариваемый металл в единицу времени. Ее определяют по формуле (кал.):
где Qэ — эффективная тепловая мощность дуги, кал; η — эффективный к.п.д. нагрева основного металла (его определяют экспериментальным путем).
При сварке металлическим электродом голым или с тонким покрытием η = 0,50—0,65; электродом с толстым покрытием η = 0,70—0,85; неплавящимся электродом в защитных газах η = 0,50—0,60.
Производительность сварки характеризуется количеством (в граммах) расплавленного электродного или присадочного металла в единицу времени, которое определяется по формуле:
где K — коэффициент наплавки, г/А·ч; Iд — сварочный ток; t — время горения дуги.
Коэффициент наплавки зависит от присадочного материала, материала электрода и его покрытия, рода и полярности тока, а также от потерь при сварке. Для ручной сварки он колеблется от 6 до 18 г/А·ч и составляет в среднем 8—12 г/А·ч.
Иногда при нормировании сварочных работ удобнее использовать не количество наплавленного металла, а скорость наплавки, которую определяют по формуле (см/ч):
где K — коэффициент наплавки, г/А·ч; Iд — сварочный ток; F — площадь поперечного сечения сварного шва, см 2 ; ρ — плотность металла шва, г/см 3 (для стали ρ = 7,85).
Потери электродного металла в виде брызг и паров при ручной сварке тонкопокрытыми электродами составляют 10—20%, электродами с толстым покрытием — 5—10% и в защитных газах — 3—6%.
Ток дуги. Этот параметр в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева. Повышается температура плазмы столба дуги. Стабилизируется положение активных пятен на электроде и на изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточением энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения тока, глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной:
где h — глубина проплавления (провар); k — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.; I — сварочный ток; lд — длина дуги.
Напряжение дуги. С увеличением напряжения также возрастает тепловая мощ
ность дуги, а, следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью:
где е — ширина сварочной ванны; S — толщина свариваемого металла; vсв — скорость наплавки.
При постоянной величине сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. Это обусловлено некоторым снижением эффективного к.п.д. дуги и большими возможностями для блуждания активного пятна в сварочной ванне.
Скорость сварки. При постоянной погонной энергии увеличение скорости сварки вызывает повышение термического к.п.д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и снижению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины e и длины l сварочной ванны:
Дополнительные параметры режима дуговой сварки. Дополнительные параметры связаны с условиями ведения процесса сварки и особенностями горения дуги. Так, например, при одной и той же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать импульсный и непрерывный режимы горения дуги. В некоторых случаях применяют сжатую дугу, а иногда колебания электрода. Эти особенности процесса также сказываются на формировании ванны и конечных размеров швов.
Диаметр электрода. При постоянной величине сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и подвижность дуги. В связи с этим при увеличении диаметра электрода снижается глубина проплавления ванны и возрастает ее ширина.
Род тока и полярность. В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде Wa и катоде Wк, приближенно оценивать по эффективному падению напряжений, то получим зависимости:
где U a и Uк — анодное и катодное падение напряжения; φ, kT — потенциальная и термическая энергия электронов.
На катоде не вся энергия Uк переходит в теплоту. Часть ее (φ + 2kT ) уносится в плазму столба дуги. На аноде выделяется энергия Ua и прибавляется потенциальная и термическая энергия электронов. Количество теплоты, выделенное на катоде, зависит от потенциала ионизации дугового газа. Поэтому разница в тепловыделении на катоде и аноде определяется способом дуговой сварки. В реальных условиях при сварке на прямой полярности (анод на изделии) глубина проплавления оказывается меньше, чем при сварке на обратной полярности (катод на изделии). Это легко объясняется формой столба дуги. Анодное пятно занимает большую площадь по сравнению с катодным. Поэтому ширина ванны и шва при сварке на прямой полярности возрастает.
При выборе рода тока необходимо учитывать влияние магнитного поля дуги на ее отклонение (магнитное дутье). Наличие вблизи дуги ферромагнитных масс или посторонних магнитных полей усиливает это явление. Формирование сварочной ванны и шва при действии магнитного поля меняется. Наблюдается вытеснение расплавленного металла из сварочной ванны, снижение глубины проплавления и т. п.
Меры борьбы с отклонением дуги собственным магнитным полем заключаются в правильном токоподводе, устранении ферромагнитных масс вблизи дуги, ориентировании угла наклона электрода по направлению отклонения столба дуги. Полное устранение магнитного дутья достигается при питании дуги переменным током.
Угол наклона электрода. Изменяя наклон электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва. При α < 90° сварку выполняют углом вперед. Давление дуги вытесняет расплавленный металл в головную часть ванны. При этом глубина проплавления основного металла снижается. При α >90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода.
Колебание электрода. При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляют с частотой 10—60 Гц и амплитудой 2—4 мм. Для этих целей используются различные по конструкции и принципу действия устройства.
Сжатие столба дуги. При сварке сжатой дугой появляется новый дополнительный параметр режима — степень сжатия дуги. С увеличением степени сжатия дуги увеличивается температура плазмы дуги, повышается концентрация теплоты в пятне нагрева, возрастает глубина проплавления и снижается ширина сварочной ванны и шва.
Импульсная подача тока. При импульсном горении дуги появляются два новых дополнительных параметра процесса: время импульса tи и время паузы tп. Тепловая энергия подводится только во время импульса. Оба этих параметра оказывают влияние на размеры сварочной ванны и шва. При неизменной погонной энергии в течение цикла (tц = tи + tп) увеличение времени паузы ужесточает режим. Значительно возрастает термический к.п.д. процесса. Благодаря этому до определенных значений tи растет глубина проплавления основного металла и снижается ширина шва.
На размеры ванны и шва большое влияние оказывает число одновременно горящих дуг и их расположение. При сварке трехфазной дугой, путем изменения мощности в отдельных дугах, имеется возможность регулировать количество теплоты, выделяемое между электродами и на свариваемых кромках.
Сварка плавящимся и неплавящимся электродом. Плавление и перенос металла электрода в сварочную ванну. Скорость плавления электрода жестко связана с величиной сварочного тока. При сварке различных видов сварных соединений и типов швов требуется неодинаковая скорость плавления электрода. В одних случаях она должна быть минимальной, в других, наоборот, максимальной.
При сварке стыковых соединений без разделки кромок и без зазора расплавленный металл электрода образует усиление шва. По мере увеличения толщины свариваемых элементов для полного их проплавления необходимо увеличение силы тока дуги. Одновременно с этим увеличивается и количество расплавляющегося электродного металла. В результате образуются швы с чрезмерно большим усилением. Для получения швов с нормальным усилением следует искать пути снижения скорости плавления электрода или прибегать к разделке кромок, сварке с увеличенным фиксированным зазором.
При выполнении стыковых соединений с разделкой кромок, а также при сварке угловых швов желательно увеличивать скорость плавления электрода, поскольку в этих случаях производительность процесса в значительной мере определяется количеством электродного металла, расплавляющегося в единицу времени, необходимого для заполнения разделки или формирования угловых швов с заданным катетом.
На практике используют в качестве характеристики среднюю скорость плавления электрода, определяющуюся количеством расплавленного металла:
где αр — коэффициент расплавления электрода, г/(А·ч); Iд — сила тока дуги, А;
k — коэффициент, зависящий от выбора единиц измерения.
Количество наплавленного металла или средняя скорость наплавки:
Коэффициенты расплавления электрода и наплавки зависят от способа сварки и плотности тока на электроде. Для небольших плотностей тока при ручной дуговой сварке сталей их значение не превышает 7—10 г/(Ач). С увеличением плотности тока значение коэффициентов возрастает до 17 г/(Ач) и более. Разница в коэффициентах р и н определяется потерями электродного металла на разбрызгивание, испарение и т. п.:
где Ψ — коэффициент потерь, %.
Для различных способов дуговой сварки потери составляют 1—15%. С увеличением силы сварочного тока потери на разбрызгивание возрастают.
На формирование сварочной ванны и шва влияет характер переноса электродного металла при его плавлении. Перенос расплавленного металла с электрода в сварочную ванну осуществляется под действием электродинамических сил и газовых потоков, образующихся в столбе дуги.
Стойкость неплавящегося электрода и плавление присадочного металла. При сварке неплавящимся электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Присадочный металл по мере необходимости подается в головную часть сварочной ванны. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью с величиной сварочного тока. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания усиления шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги.
При сварке неплавящимся электродом создаются благоприятные условия для защиты ванны и формирования шва. Стойкость вольфрамового электрода в первую очередь определяется плотностью тока. Большое влияние оказывает род тока и полярность.
Способы сварки со шлаковой и газошлаковой защитой. Шлаковая защита при дуговой сварке образуется за счет расплавления флюсов, электродных покрытий и сердечников порошковой проволоки. Наиболее надежна шлаковая защита при сварке под флюсом. Образование капель при плавлении электрода и их перенос происходит в объеме газового пузыря, заполненного парами металла и флюса. Взаимодействие с атмосферными газами практически исключается.
Менее надежна шлаковая защита при сварке покрытыми электродами и порошковой проволокой. Капли электродного металла проходят через открытый дуговой промежуток и взаимодействуют с атмосферой. Наличие на каплях шлаковой пленки не всегда предохраняет их от этого взаимодействия. При сварке наряду со шлаковой защитой должна создаваться и газовая защита. В электродные покрытия и сердечники порошковой проволоки в соответствии с этим вводят шлакообразующие и газообразующие компоненты.
Влияние параметров режима на форму и размеры шва при сварке под флюсом
Форма и размеры шва зависят от многих параметров режима сварки под флюсом: величины сварочного тока, напряжения дуги, диаметра электродной проволоки, скорости сварки и др. Такие параметры, как наклон электрода или изделия, величина вылета электрода, грануляция флюса, род тока и полярность и т. п. оказывают меньшее влияние на форму и размеры шва.
Влияние параметров режима на форму и размеры шва обычно рассматривают при изменении одного из них и сохранении остальных постоянными. Приводимые ниже закономерности относятся к случаю наплавки на пластину, когда глубина проплавления не превышает 0,7 ее толщины (при большей глубине проплавления ухудшение теплоотвода от нижней части сварочной ванны резко увеличивает глубину проплавления и изменяет форму и размеры шва).
С увеличением силы сварочного тока глубина проплавления возрастает почти линейно до некоторой величины. Это объясняется ростом давления дуги на поверхность сварочной ванны, которым оттесняется расплавленный металл из-под дуги (улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Ввиду того, что повышается количество расплавляемого электродного металла, увеличивается и высота усиления шва. Ширина шва возрастает незначительно, так как дуга заглубляется в основной металл (находится ниже плоскости основного металла).
Увеличение плотности сварочного тока (уменьшение диаметра электрода при постоянном токе) позволяет резко увеличить глубину проплавления. Это объясняется уменьшением подвижности дуги. Ширина шва при этом уменьшается. Путем уменьшения диаметра электродной проволоки можно получить шов с требуемой глубиной проплавления в случае, если величина максимального сварочного тока, обеспечиваемая источником питания дуги, ограничена. Однако при этом уменьшается коэффициент формы провара шва.
Род и полярность тока оказывают значительное влияние на форму и размеры шва, что объясняется различным количеством теплоты, выделяющимся на катоде и аноде дуги. При сварке на постоянном токе прямой полярности глубина проплавления на 40 - 50%, а на переменном - на 15 - 20% меньше, чем при сварке на постоянном токе обратной полярности. Поэтому швы, в которых требуется небольшое количество электродного металла и большая глубина проплавления (стыковые и угловые без разделки кромок), целесообразно выполнять на постоянном токе обратной полярности.
При увеличении напряжения дуги (длины дуги) увеличивается ее подвижность и возрастает доля теплоты дуги, расходуемая на расплавление флюса (количество расплавленного флюса). При этом растет ширина шва, а глубина его проплавления остается практически постоянной. Этот параметр режима широко используют в практике для регулирования ширины шва.
Увеличение скорости сварки уменьшает погонную энергию и изменяет толщину прослойки расплавленного металла под дугой. В результате этого основные размеры шва уменьшаются. Однако в некоторых случаях (сварка тонкими проволоками на повышенной плотности сварочного тока) увеличение скорости сварки до некоторой величины, уменьшая прослойку расплавленного металла под дугой и теплопередачу от нее к основному металлу, может привести к росту глубины проплавления. При чрезмерно больших скоростях сварки и силе сварочного тока в швах могут образовываться подрезы.
С увеличением вылета электрода возрастает интенсивность его подогрева, а значит, и скорость его плавления. В результате толщина прослойки расплавленного металла под дугой увеличивается и, как следствие этого, уменьшается глубина проплавления. Этот эффект иногда используют при сварке под флюсом электродными проволоками диаметром 1-3 мм для увеличения количества расплавляемого электродного металла при сварке швов, образуемых в основном за счет добавочного металла (способ сварки с увеличенным вылетом электрода). В некоторых случаях, особенно при автоматической наплавке под флюсом, электроду сообщают колебания поперек направления шва с различной амплитудой и частотой, что позволяет в широких пределах изменять форму и размеры шва. При сварке с поперечными колебаниями электрода глубина проплавления и высота усиления уменьшаются, а ширина шва увеличивается и обычно несколько больше амплитуды колебаний.
Состав и строение частиц флюса оказывают заметное влияние на форму и размеры шва. При уменьшении насыпной массы флюса (пемзовидные флюсы) повышается газопроницаемость сдоя флюса над сварочной ванной и, как результат этого, уменьшается давление в газовом пузыре дуги. Это приводит к увеличению толщины прослойки расплавленного металла под дугой, а значит, и к уменьшению глубины проплавления. Флюсы с низкими стабилизирующими свойствами, как правило, способствуют более глубокому проплавлению.
Пространственное положение электрода и изделия при сварке под флюсом оказывает такое же влияние на форму и размеры шва, как и при ручной сварке покрытыми электродами (MMA, SMAW). Для предупреждения отекания расплавленного флюса, ввиду его высокой жидкотекучести, сварка этим способом возможна только в нижнем положении при наклоне изделия на угол не более 10-15°.
Перед началом автоматической сварки под флюсом следует проверить чистоту кромок и правильность их сборки и направления электрода по оси шва. Металл повышенной толщины сваривают многопроходными швами с необходимым смещением электрода с оси шва. Перед наложением последующего шва поверхность предыдущего тщательно зачищают от шлака и осматривают с целью выявления наличия в нем наружных дефектов.
При автоматической сварке под слоем флюса (SAW) стыковых соединений на весу практически сложно получить шов с проваром по всей длине стыка из-за вытекания в зазор между кромками расплавленного металла и флюса и, как результат, - образования прожогов. Для предупреждения этого применяют различные приемы, способствующие формированию корня шва (сварка на флюсовую подушку, на керамическую подкладку или сварка на остающуюся стальную подкладку).
Форма и размеры сварочной ванны
Форму и размеры сварочной ванны можно оценить, используя основные положения теории распространения теплоты при сварке.
Для образования сварочной ванны и шва применяют различные источники нагрева. Они характеризуются полной и эффективной мощностью.
Полную мощность источника нагрева q o определяют по выходным параметрам, например, по сварочному току и напряжению дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только ее часть, называемая эффективной тепловой мощностью q:
q = η и q o ; η и = q/q o
Н. Н. Рыкалин предложил коэффициент ηи называть эффективным к. п. д. процесса нагрева изделия. Эффективный к. п. д. учитывает неизбежные потери теплоты на излучение, конвективный теплообмен со средой и т. д. Эффективную мощность определяют путем калориметрирования, эффективный к. п. д. рассчитывают. Наиболее высокие значения эффективного к. п. д. характерны для электронно-лучевой (0,8—0,95) и дуговой сварки под флюсом (0,8—0,9); невысокие значения η и , имеют способы газовой сварки (0,3—0,5).
Минимальную тепловую мощность, необходимую для расплавления основного металла и образования сварочной ванны, определяют из выражения
q пл = g o ΔH пл
где g o — массовая скорость плавления основного металла; ΔН пл — энтальпия металла при температуре плавления с учетом теплоты плавления.
Массовую скорость плавления металла рассчитывают по формуле
g o = vυ св F пp , (2.1)
где v — плотность твердого металла; υ св — скорость сварки; F gp — площадь проплавления.
На плавление металла и образование ванны расходуется только часть эффективной тепловой мощности, учитываемая термическим к. п. д. процесса плавления:
η t = g o ΔH пр /q (2.2)
Доля полной мощности, расходуемой на плавление металла при сварке, определяется полным к. п. д. процесса плавления
η пр = g o ΔН пр /q o
С учетом qo = q/ηи получим ηпр = ηtηи.
Анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии q/υ св . B. Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические рлчмеры ванны и шва.
В общем виде размеры сварочной ванны в зависимости от погонной энергии и ее составляющих — эффективной тепловой мощности и скорости сварки — могут быть приближенно оценены уравнениями
е = A 1 q/υ cв S; L = А 2 q 2 /υ св s 2 ; G = А 3 q 3 /(υ св S) 2 ,
где е, L, G — ширина, длина и масса сварочной ванны; A 1 , А 2 , А 3 — коэффициенты, зависящие от теплофизических свойств свариваемого металла; s — толщина свариваемых кромок.
Из приведенных уравнений следует, что независимо от принятого источника теплоты с увеличением погонной энергии возрастают размеры ванны и ее масса. Однако при одинаковой погонной энергии, в зависимости от свойств принятого источника теплоты, соотношения между геометрическими размерами ванны и шва могут существенно изменяться. Так, при одинаковой погонной энергии по мере увеличения сосредоточенности источника теплоты возрастает глубина проплавления и сокращается ширина шва. При одинаковой сосредоточенности источника и одинаковой погонной энергии то же происходит при увеличении давления на ванну.
При сварке одним и тем же источником теплоты при одинаковой погонной энергии определенное влияние на соотношение геометрических размеров шва может оказывать режим процесса. Например, при повышении скорости сварки и одновременном увеличении тепловой мощности источника нагрева (из условия сохранения постоянства погонной энергии) обычно наблюдается увеличение глубины проплавления. Это связано с повышением термического к. п. д. процесса ηt и увеличением давления источника нагрева на ванну при повышении его мощности.
Режимы дуговой сварки
Тепловложение на единицу длины шва определяется погонной энергией (q о η и /υ св ) и условиями сварки, оказывающими влияние на η и . Величина η и в зависимости от условий сварки может меняться от 0,3 до 0,95.
Сила тока дуги в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева, повышается температура плазмы столба дуги, стабилизируется положение активных пятен на электроде и изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточенности энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения силы тока глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной;
где k — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.
С увеличением напряжения дуги также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью
е = kI д U д /(υ св s),
где s — толщина свариваемого металла.
При постоянной силе сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. По-видимому, это обусловлено некоторым снижением эффективного к. п. д. дуги и большими возможностями для блуждания активного пятна по поверхности сварочной ванны.
Путем медленного уменьшения длины дуги и соответственно напряжения дуги можно перейти к сварке погруженной дугой ( рис. 3.2 ).
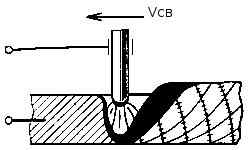
Рис. 3.2. Схема сварки погруженной дугой
При постоянной погонной энергии повышение скорости сварки и вызывает увеличение термическою к. п. д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и уменьшению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины е и длины L сварочной ванны:
L=k (U д I д ) 2 /(v св s 2 )
При постоянной силе сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и поодвижность дуги. В связи с этим при увеличении диаметра электрода уменьшается давление дуги на расплав, снижается глубина проплавления ванны и возрастает ее ширина.
Дополнительные параметры связаны с условиями ведения р процесса сварки и особенностями горения дуги. Так, при одной v н гой же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать колебания электрода и др. Эти особенности процесса также сказываются на формировании ванны и конечных размерах швов.
В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде W а и катоде W к , приближенно оценивать по эффективному падению напряжений, то получим зависимости
W a = U э а = U a + (φ + 2κТ),
W к = U э к = U к +( φ + 2κТ),
где U a и U к — анодное и катодное падение напряжений; φ , kT — потенциальная и кинетическая энергия электронов.
На катоде не вся энергия (U к ) переходит в теплоту. Часть ее (φ + 2κT) уносится в плазму столба дуги. На аноде выделяется энергия U a ; и прибавляется потенциальная и термическая энергия электронов. Количество теплоты, выделенное на катоде, зависит от потенциала ионизации дугового газа. Поэтому разница в тепловыделении на катоде и аноде определяется способом дуговой сварки. В реальных условиях при сварке на прямой полярности (анод на изделии) глубина проплавления оказывается меньше,чем при сварке на обратной полярности (катод на изделии).
Это легко объясняется формой столба дуги ( рис. 3.3 ). Анодное пятно занимает большую площадь по сравнению с катодным. Поэтому ширина ванны и шва при сварке на прямой полярности возрастает.
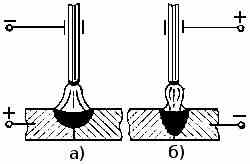
Рис. 3.3. Характер горения дуги и форма сварочной ванны: а — на прямой полярности; б — на обратной полярности
Изменяя угол наклона электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва ( рис. 3.4 ). При α 90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
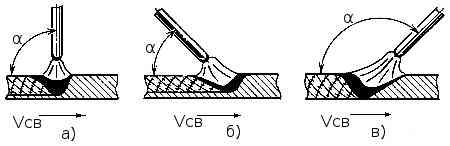
Рис. 3.4. Влияние угла наклона электрода а на формирование сварочной ванны и шва при сварке:
а — вертикальным электродом; б — углом вперед; в — углом назад 42
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода ( рис. 3.5 ).
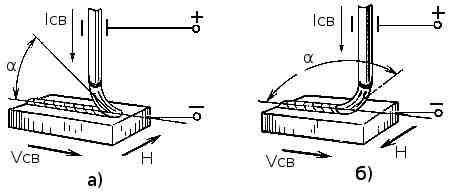
Рис. 3.5. Отклонение дуги магнитным полем при сварке; а — углом вперед; б — углом назад; Н — направление магнитного потока; а — угол наклона дуги
При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляются с частотой 10—60 Гц и амплитудой 2-4 мм. Для этих целей используют различные по конструкции и принципу действия устройства.
На практике часто используют сварку двумя одновременно горящими дугами с общим и раздельным плавильным пространством; расщепленным электродом (двумя или более) и, особенно, сварку трехфазной дугой ( рис. 3.6 ). Изменяя характер воздействия дуги, можно при той же мощности добиваться существенного изменения глубины проплавления и ширины сварочной ванны. Так, например, сварка расщепленным электродом обеспечивает меньшую глубину проплавления при значительном увеличении ширины шва по сравнению с одноэлектродной сваркой.
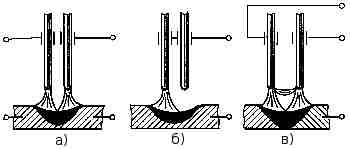
Рис. 3.6. Многодуговая сварка:
а — двумя дугами; б — расщепленным электродом; в — трехфазной дугой
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
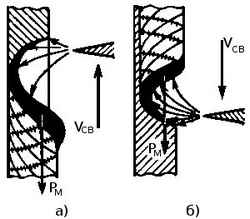
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
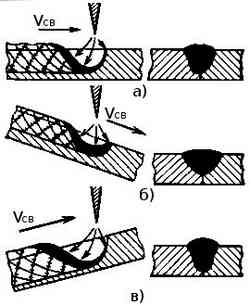
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
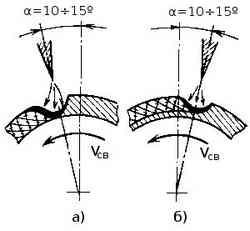
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
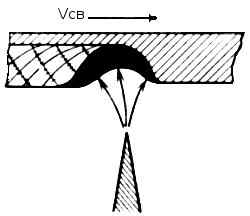
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
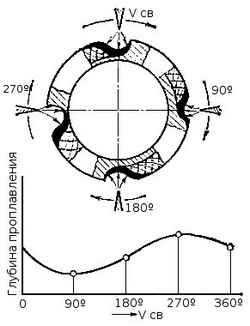
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
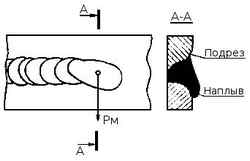
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
Читайте также: