Роликовая сварка своими руками
В настоящее время большинство элементов металлических конструкций соединяют путем накладки сварочных швов. Такое соединение отличается значительной прочностью и надежностью, не требуя при этом больших затрат времени и труда. Наиболее распространенным видом сварных соединений являются нахлесточные (условное обозначение «Н»). Они имеют небольшую чувствительность к погрешностям при наложении сварного шва, вследствие чего могут выполняться сварщиками без высокой квалификации и особых навыков.
Описание технологии шовной сварки
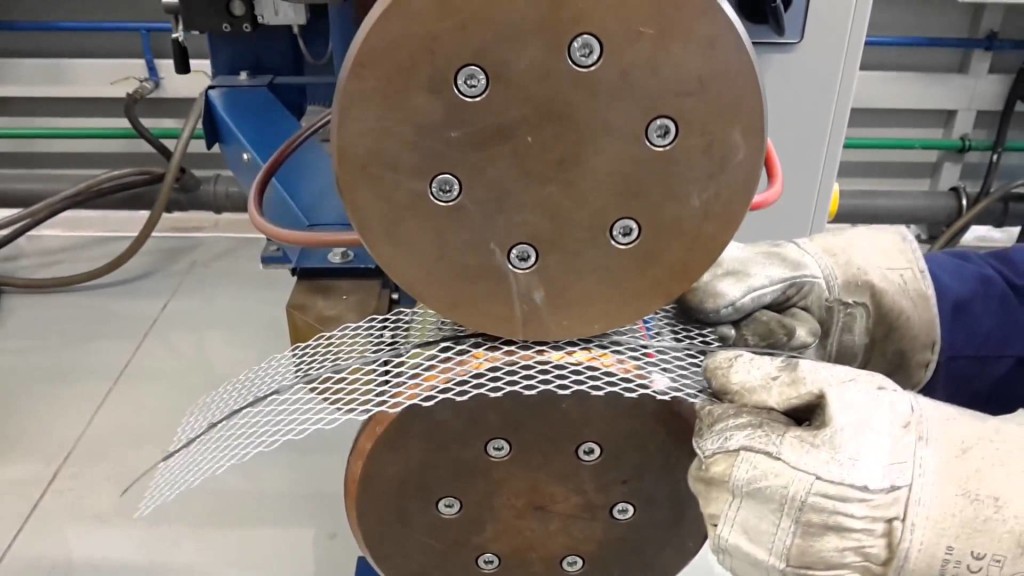
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.
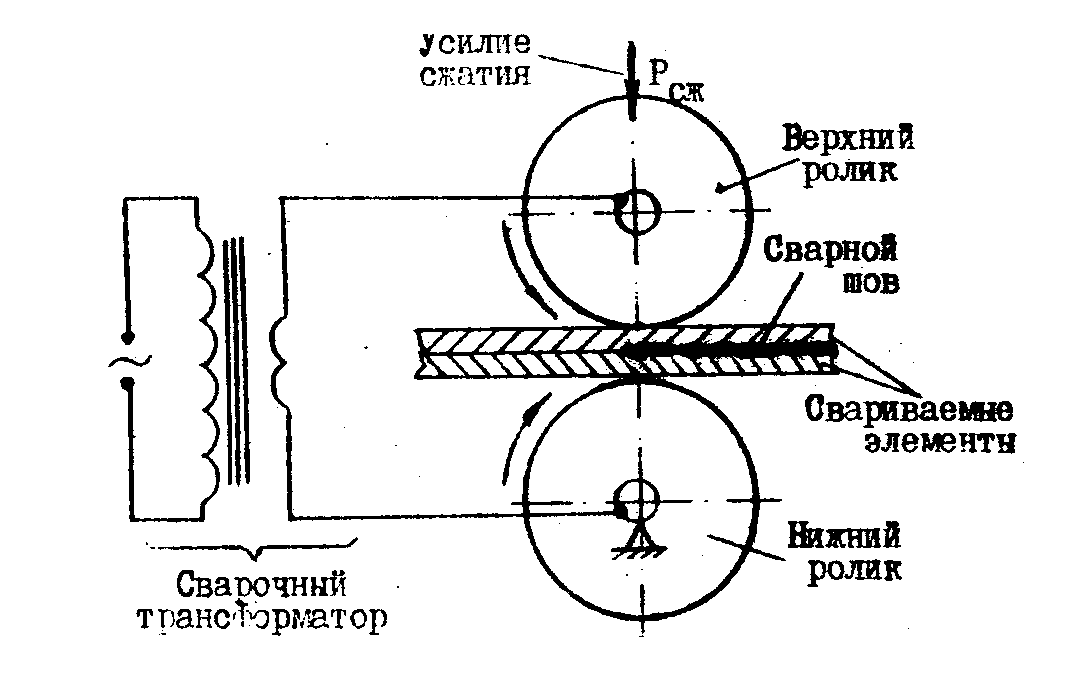
Схема шовной сварки (принцип работы)
Инструментарий для сборки аппарата
Данная конструкция имеет автоматизированный принцип работы, а значит, понадобится преобразователь тока (трансформатор). Если в сарае имеется старая микроволновая печь, можно извлечь преобразователь из корпуса, стараясь не повредить детали.
Точечную сварку можно сделать своими руками из сварочного аппарата. Также понадобятся отвертки, кабели, медный провод достаточного сечения, материалы для корпуса, ручки, щипцы, которые будут использоваться в качестве зажимов.
Для качественной подачи электрического разряда необходимы электроды, поверхность которых покрыта сплавом из меди. Для организации поворотного механизма фиксирующих зажимов нужен рычаг (если нет в хозяйстве, можно купить в магазине строительных инструментов). Также понадобятся инструкции по сборке аппарата точечной сварки своими руками.
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.
Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.
Роликовый стенд для контактной сварки
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию. Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.
При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Обратите внимание!
Штукатурка стен своими руками — как это сделать ровно и гладко? Учимся с экспертами с фото описанием!
Отопление в частном доме своими руками: как отопить дом, дачу и квартиру. Основы, нормы и правовое обеспечение
Монтаж сайдинга своими руками пошаговая инструкция как установить внешнюю ПВХ отделку
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Клещи для аппарата точечной сварки можно сделать своими руками. Следом монтируют поворотный механизм, при помощи которого двигаются ручки с электродами.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.
Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Что такое шовная (роликовая) контактная сварка
Делать герметичные емкости, сваривать металл без наплавочных материалов помогает шовная роликовая сварка. Аккуратное точечное соединение выдерживает большую нагрузку. С помощью специального оборудования получают герметичный шов, не пропускающий жидкости и газы. У роликовой технологии, как и у всех других видов сварки, есть свои достоинства и недостатки. О них стоит сказать подробно. Но сначала несколько слов о сути самого метода шовного соединения металлических листов.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Шовная технология разработана более века назад. Производители постоянно совершенствуют аппараты, расширяют сферу их применения. С применением технологии шовного соединения металлов производят герметичные камеры различной геометрии, тонкостенные трубы, емкости бытового и промышленного назначения, кожухи и многое другое.
Контактная роликовая сварка незаменима при работе с алюминием, легированными сплавами, используемыми в химической промышленности. Производительность сварочного оборудования очень высокая, структура швов – равномерная. Скорость подачи листов и вращения бронзовых дисков регулируется. Изменяя временные интервалы между импульсами, получают сплошные или прерывистые соединения. Размер шва соответствует ширине бронзового диска.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Конденсаторная сварка: изготовление аппарата своими руками
Впервые конденсаторная сварка была опробована в 30-е годы 20-го века. Метод оказался настолько успешным, что до сих пор применяется в промышленности, частных мастерских, быту. Конденсаторный аппарат прост по конструкции и его нетрудно сделать своими руками из доступных деталей.

Особенности конденсаторной сварки
Конденсаторную сварку выполняют короткими импульсами, которые нагревают очень маленькую площадь, что предотвращает образование термических напряжений и деформаций. При этом скорость сварки на автоматических линиях достигает 600 точек/минуту.
К преимуществам относят компактность и небольшой вес аппарата. Для работы не требуется мощный источник электроэнергии, так как блок конденсаторов заряжается во время перехода от одной точки к другой. Мощность разряда расходуется только на нагрев точки соединения, поэтому у технологии высокий КПД.
При конденсаторной сварке не выделяются вредные для здоровья газы, нет инфракрасного и ультрафиолетового излучения. Аппарат не нуждается в принудительном охлаждении, поскольку при работе в импульсном режиме элементы схемы сильно не нагреваются. За счет регулирования мощности и продолжительности разряда можно сваривать очень мелкие детали. Поэтому элементная база, которую использует микроэлектроника, изготавливается с применением конденсаторной технологии.
Конденсаторную сварку применяют для соединения деталей толщиной до 1,5 мм из любых марок стали, цветных и тугоплавких металлов. При этом одна заготовка может быть значительно толще другой. Также сваривают детали из разнородных металлов или сплавов. За счет стабильности энергии разряда все точки шва получаются с одинаковым качеством.
Из недостатков отмечают кратковременность сварочного импульса и ограниченность толщины заготовок. Поэтому в большинстве случаев конденсаторная сварка не сможет заменить дуговую.
Однако при работе с тонкостенными деталями ее экономичность, качество, производительность значительно выше.
Принцип работы
Принцип работы основан на способности конденсатора накапливать электроэнергию при подключении к источнику питания. Свариваемые детали плотно прижимают одна к другой между электродами, через которые пропускают короткий разряд электроэнергии, накопленной конденсатором. Ток, протекающий между ними, расплавляет металл.

Детали удерживают в сжатом положении до тех пор, пока металл не затвердеет. После повторной зарядки конденсатора переходят к следующему месту соединения. Операцию повторяют по всей длине шва.
Во время работы возможно появление помех в электросети.
Разновидности
По способу выполнения конденсаторная сварка подразделяется на 3 типа:
- контактную;
- ударно-конденсаторную;
- точечную.
Контактная сварка выполняется через электроды, приложенные к плотно сжатым деталям. В точке касания электродов образуется дуга с током 10 — 15 кА, длительностью 3 мс.
При ударно-конденсаторной сварке один электрод подсоединяют к заготовкам, а другим кратковременно ударяют по месту соединения. Продолжительность импульса сокращается до 1,5 мс, что способствует уменьшению зоны термического влияния.
Точечный способ отличается тем, что дуга образуется между деталями и электродами. Продолжительность импульса в зависимости от толщины заготовок 10 — 100 мс. Заготовки соединяются на небольшой площади на месте воздействия дуги.
По способу наложения шва конденсаторная сварка выполняется как:
- Контактная. Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.
- Шовная или роликовая позволяет создавать герметичные соединения. Это достигается за счет перекрытия соседних точек шва, которые выполняются электродами в виде роликов. Они прокатываются по заготовкам, уложенных внахлест. Этим способом сваривают мембраны и сосуды из тонкого металла.
- Стыковая выполняется методом оплавливания или сопротивления. В первом варианте разряд пропускают между заготовками. После того, как возникшая дуга оплавит места соединения, детали осаживают. При втором варианте запуск разряда и сварка осуществляются, когда заготовки соприкоснутся. Таким способом удобно сращивать медные и алюминиевые провода. В отличие от обычной скрутки контакт между ними не окислится.
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
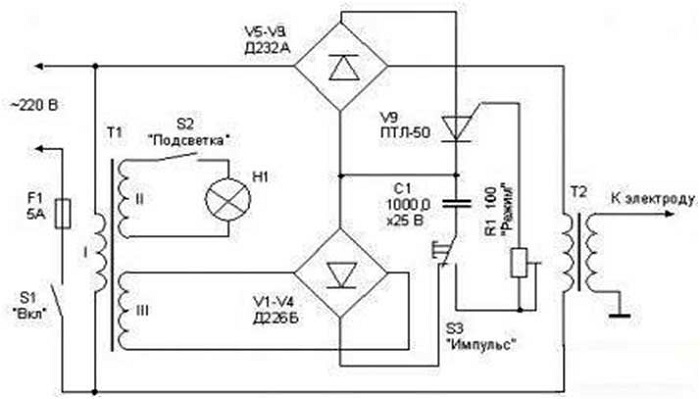
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.

Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Также следует учитывать, что срок службы электролитических конденсаторов невелик.
Технология применения конденсаторной сварки
Технология несложная и доступна для применения в домашних условиях. Прежде чем приступить к сварке, места соединений на заготовках очищают от грязи, ржавчины, окалины. Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
После окончания разряда электроды кратковременно удерживают в сжатом положении, чтобы расплавленный металл затвердел под давлением. Затем под верхний электрод подставляют следующее место сварки. Этой паузы достаточно для зарядки конденсатора. Операцию повторяют необходимое количество раз. По размеру участок сварки должен в 2 -3 раза превышать толщину тонкой заготовки.
Если требуется сварить деталь толщиной до 0,5 мм с массивной заготовкой, пользуются упрощенным способом. Один из электродов крепят зажимом к любому месту толстой заготовки, а вторым рукой прижимают тонкую к точке сварки. Нажимают пусковую кнопку и т. д.
После сборки конденсаторного аппарата можно заняться его усовершенствованием. Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Изготовление сварочного вращателя
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Читайте также: