Размеры конструктивных элементов сварных соединений при ручной дуговой сварке должны соответствовать
Стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
| Обозначение: | ГОСТ 5264-80* |
| Название рус.: | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий Ограничение срока действия отменено (ИУС 11-12-94). Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. |
| Заменяет собой: | ГОСТ 5264-69 |
| Дата актуализации текста: | 17.06.2011 |
| Дата добавления в базу: | 17.06.2011 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.07.1980) |
| Опубликован: | Издательство стандартов № 1980 Стандартинформ № 2005 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РУЧНАЯ ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ
Основныетипы, конструктивные элементы
и размеры
ГОСТ 5264-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual are welding. Welding joints.
Main type s , design elements and dimensions
Взамен
ГОСТ 5264-69
Срок действия с 01.07. 81.г.
1 . Настоящий стандарт устанавливает основные типы, конструктивные элементыи размеры сварных соединений из сталей, а также сплавов на железоникелевой иникелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяетсяна сварные соединения стальных трубопроводов по ГОСТ16037-80 .
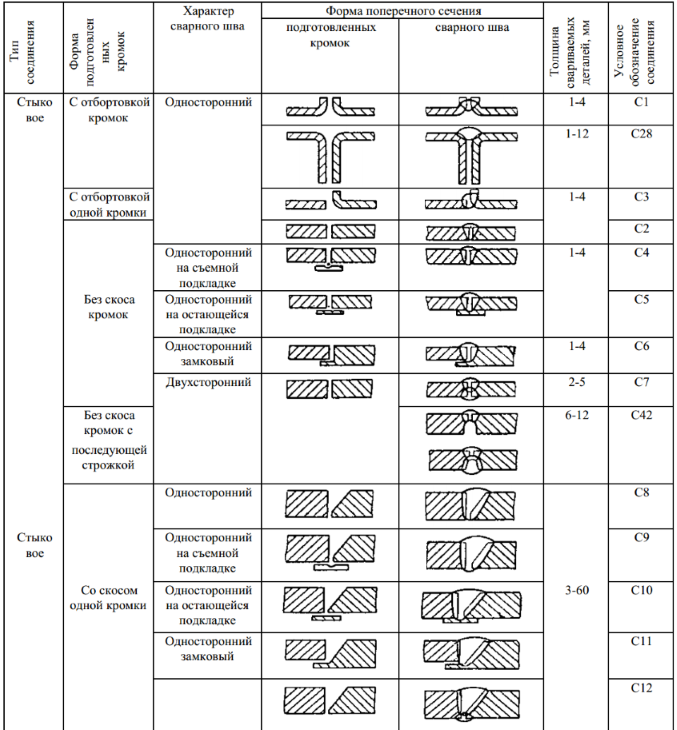
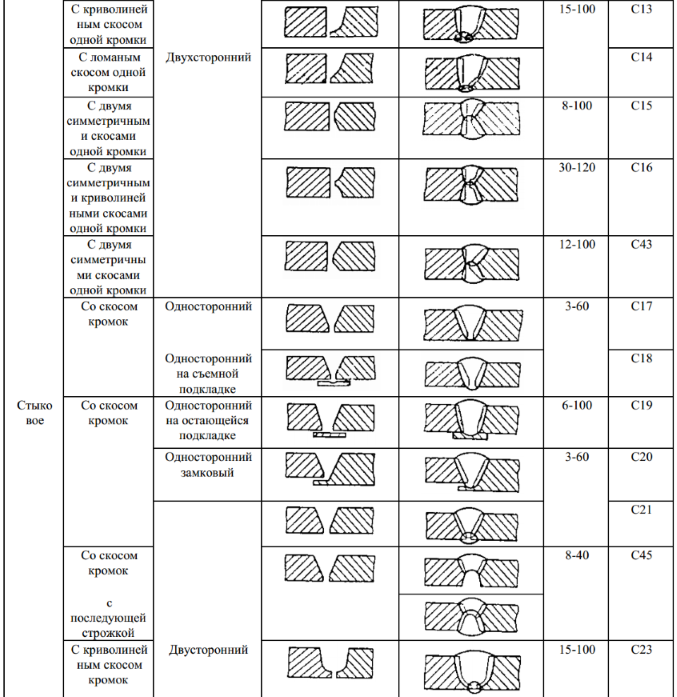
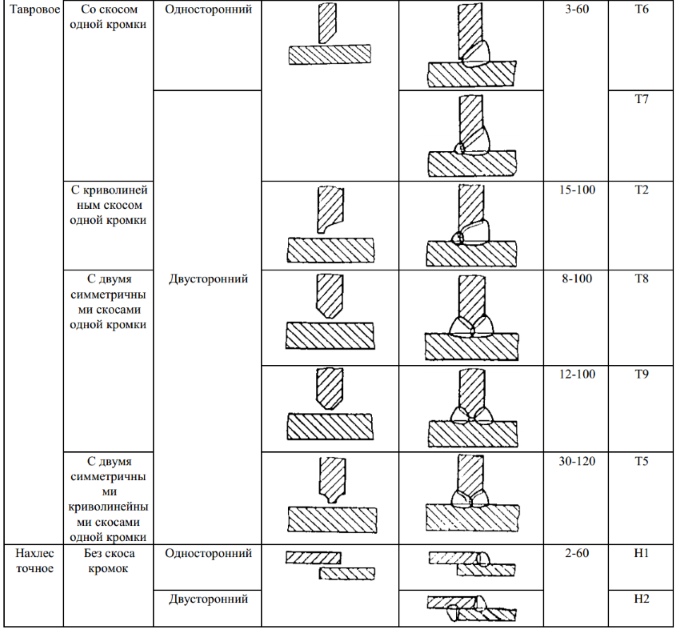
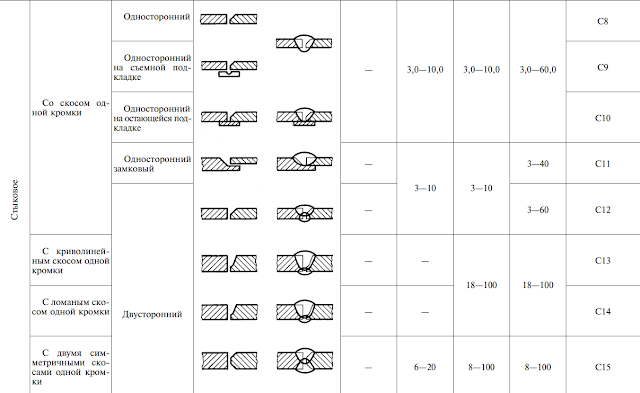
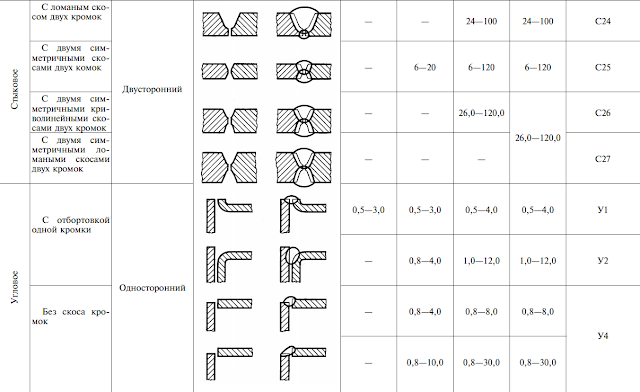
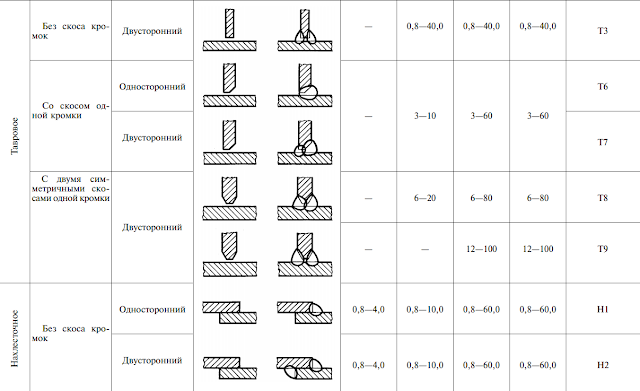
2 . Основные типы сварных соединений должны соответствовать указанным втабл. 1 .
3 . Конструктивные элементы и их размеры должны соответствовать указаннымв табл. 2 - 54 .
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм
Условное обозначение соединения
С отбортовкой кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Без скоса кромок с последующей дорожкой
Со скосом одной кромки
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом кромок
Со скосом кромок с последующей дорожкой
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скосами кромок
С двумя несимметричными скосами кромок
e , не более
подготавливаемых кромок свариваемых деталей
От s до 2 s
От s до 3s
* размер для справок

подготовленных кромок свариваемых деталей




* Размер для справок.
е, не более


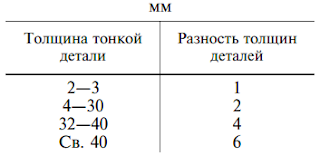
4 .Сварка стыковых соединений деталей неодинаковой толщины при разнице, непревышающей значений, указанных в табл. 55 ,должна проводиться так же, как деталей одинаковой толщины; конструктивныеэлементы подготовленных кромок и размеры сварного шва следует выбирать побольшей толщине.
Разность толщин деталей
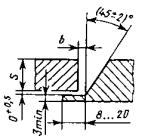
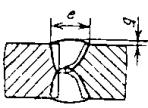
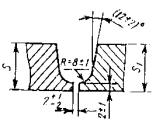
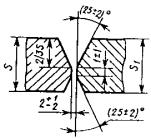
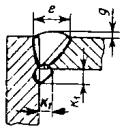
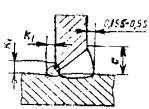
Дляосуществления плавного перехода от одной детали к другой допускается наклонноерасположение поверхности шва (черт. 1 ).
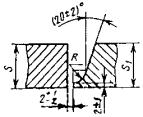
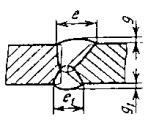
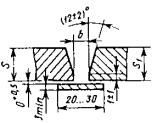
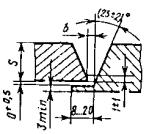
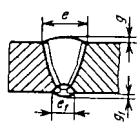
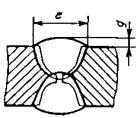
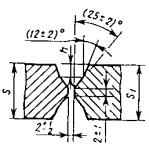
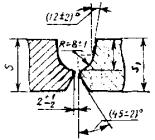
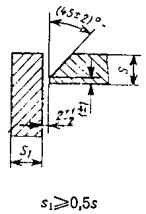
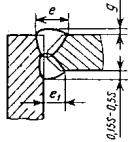
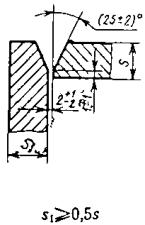
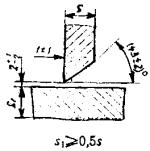
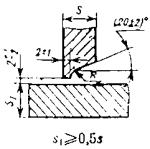
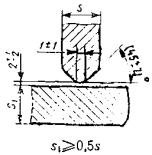
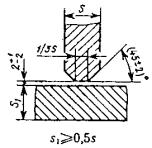
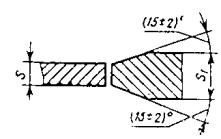
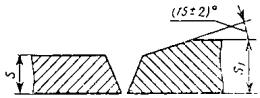
При разности в толщине свариваемыхдеталей свыше значений, указанных в табл. 55 , на детали, имеющей большуютолщину s 1 , должен быть сделан скос содной или двух сторон до толщины тонкой детали s , как указано на черт. 2 , 3 и 4 . При этом конструктивные элементы подготовленныхкромок и размеры сварного шва следует выбирать по меньшей толщине.
5 . Допускается смещение свариваемых кромок перед сваркой относительнодруг друга, не более:
0 ,5 мм - для деталей толщиной до 4 мм;
1 ,0 мм - для деталей толщиной 4 - 10 мм;
0 ,1 s , но не более 3 мм - для деталей толщиной 10 - 100 мм;
0 ,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100 мм.
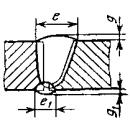
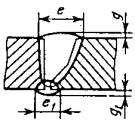
6 . В стыковых, тавровых и угловых соединениях толщиной более 16 мм,выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этомсоответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. №1).
7 . При сварке в положениях, отличных от нижнего, допускается увеличениеразмера g и g 1 не более:
1 ,0 мм - для деталей толщиной до 60 мм;
2 ,0 мм - для деталей толщиной свыше 60 мм.
8 . При выполнении двустороннего шва с полным проплавлением перед сваркойс обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричныхсоединений с двусторонним швом в случае строжки корня первого шва допускаетсяувеличение размеров подварочного шва до размеров первого шва.
9 . Размер и предельные отклонения катета углового шва К, К1должны быть установлены при проектировании. При этом размер катета должен бытьне более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины болеетонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклоненияразмера катета угловых швов от номинального значения приведены в приложении 3 .
8 , 9. (Измененная редакция, Изм. № 1).
10 . (Исключен, Изм. № 1).
12 . При применении электродов с более высоким временным сопротивлениемразрыву, чем у основного металла, катет углового шва в расчетном соединенииможет быть уменьшен до значений, приведенных в приложении 2 .
13 . Допускается выпуклость и вогнутость углового шва до 30 % его катета.При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5 ), установленного припроектировании.
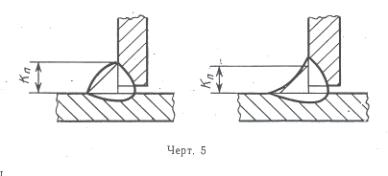
Примечание. Катетом Кп является катет наибольшегопрямоугольного треугольника, вписанного во внешнюю часть углового шва. Присимметричном шве за катет Кппринимается любой из равных катетов, при несимметричном шве - меньший.
14 . Допускается применять установленные настоящим стандартом основныетипы сварных соединений, конструктивные элементы и размеры сварных соединенийпри сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм(УП).
15 . Допускается в местах перекрытия сварных швов и в местах исправлениядефектов увеличение размеров швов до 30 % номинального значения.
16 . При подготовке кромок с применением ручного инструмента предельныеотклонения угла скоса кромок могут быть увеличены до ± 5 ° .
При этом соответственноможет быть изменена ширина шва е, е1.
15 , 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ1
Рекомендуемое
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Размеры конструктивных элементов сварных соединений при ручной дуговой сварке должны соответствовать
Соединения сварные стальных строительных конструкций
ОБЩИЕ ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ, ИЗГОТОВЛЕНИИ И МОНТАЖЕ
Дата введения 2005-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО "ЦНИИПСК им. Мельникова" от 01 июля 2005 г. N 164
1 РАЗРАБОТАН И ВНЕСЕН ЗАО "ЦНИИПСК им. Мельникова"
2 ПРИНЯТ на научно-техническом Совете ЗАО "ЦНИИПСК им. Мельникова" от 27 января 2005 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится ЗАО "ЦНИИПСК им. Мельникова"
Настоящий стандарт разработан в соответствии с Федеральным законом "О техническом регулировании" N 184-ФЗ и предназначен для организаций, разрабатывающих проектную и технологическую документацию на проектирование, изготовление и монтаж сварных стальных конструкций производственных зданий и сооружений.
Стандарт может применяться организациями, выполняющими работы в области, установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями-разработчиками стандарта. Организация-разработчик не несет никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
При разработке настоящего стандарта использованы нормативные документы, регламентирующие требования к сварным соединениям на настоящий момент в части проектирования, изготовления и монтажа стальных строительных конструкций.
Замечания и предложения по дополнениям и изменениям настоящего стандарта просим направлять по адресу: 117997, Москва, ул. Архитектора Власова, 49, ЗАО "ЦНИИПСК им. Мельникова", факс 960-22-77.
1 Область применения
1.1 Настоящий стандарт содержит требования к сварным соединениям при проектировании, изготовлении и монтаже стальных конструкций производственных зданий и сооружений (доменных цехов и газоочисток, вертикальных цилиндрических резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений, гидротехнических сооружений).
1.2 Требования стандарта распространяются на сварные соединения конструкций, изготавливаемых из углеродистой и низколегированной стали класса С225-С440.
1.3 Стандарт допускается применять при строительстве сооружений, подведомственных Ростехнадзору, с учетом требований правил безопасности, утвержденных Ростехнадзором.
1.4 При проектировании, изготовлении и монтаже конструкций, находящихся в особых условиях эксплуатации, а также для уникальных сооружений, должны разрабатываться специальные технические условия.
2 Общие требования к сварным соединениям при проектировании стальных строительных конструкций
2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки.
Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях.
2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки:
- ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно;
- автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров;
- механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства.
Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А.1, А.2, А.3 и А.4 (см. приложение А).
2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов:
- высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений;
- резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений;
- пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние.
2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др.).
2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями.
2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов.
2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий:
а) катеты угловых швов должны быть не более 1,2, где - наименьшая толщина свариваемых элементов;
б) катеты угловых швов следует принимать по расчету, но не менее указанных в таблице 2.1;
в) расчетная длина углового сварного шва должна быть не менее 4 и не менее 40 мм;
г) расчетная длина флангового шва должна быть не более 85, за исключением швов, в которых усилие действует на всем протяжении шва;
д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п.1.6а, а примыкающий к более толстому элементу - требованиям п.1.6б;
ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40 °С-65 °С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения.
2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых следует принимать по расчету, но не менее указанных в таблице 2.1.
Предел текучести стали, МПа (кгс/см)
Минимальные катеты швов , мм, при толщине более толстого из свариваемых элементов , мм
Тавровое с двусторонними угловыми швами, нахлесточное и угловое
св. 430 (4400) до 530 (5400)
Автоматическая и полуавтоматическая
Тавровое с односторонними угловыми швами
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах; в конструкциях либо их элементах, работающих в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых и эксплуатируемых в климатических районах с температурой -40 °С-65 °С.
2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положение шва при сварке.
2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке.
2.11 Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть - болтами, не допускается.
2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений.
3 Требования к сварным соединениям при изготовлении и монтаже стальных строительных конструкций
3.1 Сборка конструкций под сварку
3.1.1 Сборка конструкций должна производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке транспортировании - остаточное деформирование их.
Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы.
Собранные, предъявленные и принятые под сварку конструкции и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
3.1.2 Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах наложения основных сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали до С375 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали С440 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены сварщиками, имеющими право на производство сварочных работ в соответствии с п.2.2 настоящего стандарта, с применением тех же сварочных материалов и тех же режимов, что и основные швы сварных соединений.
3.1.3 В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп.3.2.2 настоящего стандарта.
3.1.4 Формы кромок и размеры зазоров при сборке сварных соединений должны соответствовать величинам, указанным в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), на швы сварных соединений, а в конструкциях из стали С440 - в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.1.5 Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая установку фиксирующих устройств. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
3.1.6 Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов.
3.2 Общие требования к выполнению сварочных работ
3.2.1 Сварку стальных конструкций следует производить по заранее разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры и механические свойства сварных соединений.
3.2.2 Сварка стальных конструкций должна выполняться по возможности высокопроизводительными механизированными способами.
Режимы сварки углеродистой и низколегированной стали классов до С440 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.


4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.

Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
- 0,5 мм - для деталей толщиной до 4 мм;
- 1,0 мм - для деталей толщиной 4 -10 мм;
- 0,1 s, но не более 3 мм - для деталей толщиной 10-100мм;
- 0,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
- 1,0 мм - для деталей толщиной до 60 мм;
- 2,0 мм - для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
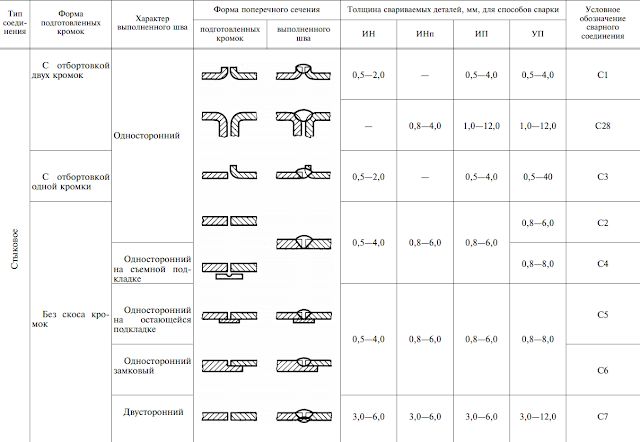


4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
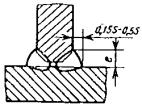
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление c = (5±2) мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва K и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
11. Допускается выпуклость или вогнутость углового шва до 30% его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Kn (черт.4), установленного при проектировании.
Примечание. Катетом Kn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kn принимается любой из равных катетов, при несимметричном шве - меньший.
- 0,2s мм - для деталей толщиной до 4 мм;
- 0,1s + 0,5 мм - для деталей толщиной 5-25 мм;
- 3 мм - для деталей толщиной 25-50 мм;
- 0,04s + 1,0 мм - для деталей толщиной 50-100 мм;
- 0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
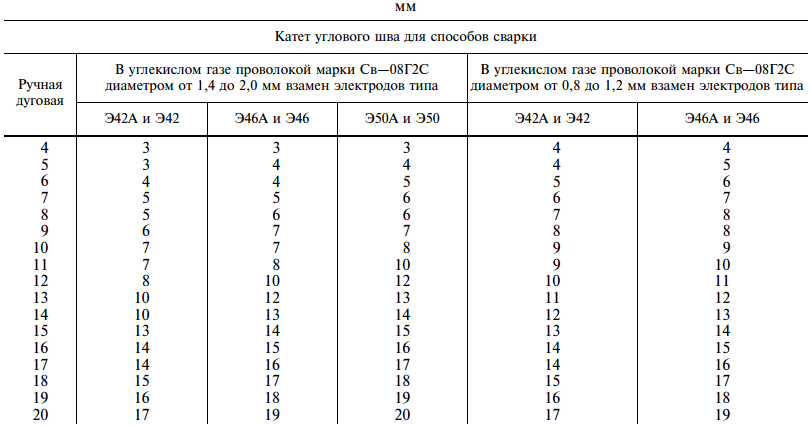
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 3.
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва e, e1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва e , e1 .
ПРИЛОЖЕНИЕ 1

Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
Читайте также: