Расход вольфрамового электрода при аргонодуговой сварке
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает - Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
- WP (зеленые электроды) - вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) - универсальные электроды для сварки на постоянном и переменном токах
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Используются для сварки особо ответственных соединений.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Большая Энциклопедия Нефти и Газа
Расход вольфрамовых электродов при атомно-водородной сварке зависит от: а) плотности тока па электродах; б) расхода водорода; в) способа возбуждения дуги; г) подачи водорода на электроды ( до или после возбуждения дуги); д) устойчивости дуги; е) качества вольфрама и химической чистоты водорода; ж) подготовки кромок под сварку и скорости сварки. [2]
Расход вольфрамовых электродов рассчитан на сварку 100 м шва. [3]
Расход вольфрамового Электрода при сварке незначителен и составляет 0 04 - 0 07 г на 1 м шва. [4]
Расход вольфрамовых электродов при дуговой сварке в аргоне неплавящимся электродом диаметром 2 - 4 мм ( сварочный ток около 50 а) составляет 0 04 г. м шва. [5]
Расход вольфрамовых электродов при сварочном токе 300 А и работе на прямой полярности составляет примерно 0 5 г / м шва. [7]
Расход вольфрамового электрода при сварке незначителен и составляет 0 04 - 0 07 г на 1 м шва. [8]
При механизированной сварке расход вольфрамовых электродов становится значительно меньшим по сравнению с ручной сваркой. Это происходит из-за увеличения скорости сварки, равномерности процесса, уменьшения возможности коротких замыканий и связанных с ними потерь на плавление и устранение потерь на повторное зажигание дуги. [9]
С повышением чистоты аргона и улучшением качества защиты дуги аргоном расход вольфрамового электрода уменьшается. В табл. 60 приведены данные по расходу вольфрамового электрода при автоматической сварке нержавеющей стали марки 1Х18Н9Т толщиной 1 мм. [10]
Возрастает напряжение дуги, уменьшается ее устойчивость, значительно усиливается нагрев ж увеличивается расход вольфрамового электрода , уменьшается глубина проплавления основного металла. Дуга оказывает особое весьма важное технологически очищающее действие, которое состоит в том, что с поверхности основного металла в зоне сварки удаляются окислы и загрязнения. Это позволяет сваривать без применения флюсов алюминий, магний и их сплавы, что является большим техническим преимуществом для самолетостроения и других отраслей промышленности, где применяется сварка легких металлов. Сущность очищающего действия дуги, по-видимому, заключается в том, что при обратной полярности вольфрамовый электрод бомбардируется электронами, а основной металл - тяжелыми положительными ионами аргона. Бомбардировка ионами производит механическое действие, подобное опескоструи-ванию, разрушает и сбивает пленку окислов и очищает поверхность металла. [11]
Однако предпочтительнее применение переменного тока, так как при сварке на постоянном токе увеличивается расход вольфрамовых электродов , и необходимо ограничивать мощность дуги из-за малой величины допустимой плотности тока в электроде при обратной полярности. [12]
Потери происходят в основном вследствие испарения вольфрама, а также обгорания и оплавления электрода при возбуждении дуги. Расход вольфрамового электрода при сварке зависит также от чистоты аргона и качества защиты. [13]
Длина заточки должна быть равна 2 - 3 диаметрам электрода. Расход вольфрамовых электродов при сварке небольшой и составляет около 0 04 - 0 07 г на 1 м сварного шва. [14]
Сварка неплавящимся электродом
В настоящее время в качествe неплавящегося электрода используют в основном стержни из чистого вольфрама, реже из графита. Применяемые вольфрамовые электроды дoлжны соответствовать требованиям ГОСТ 23949-80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддеpживают горение дуги, повышают эррозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ диаметрoм 0,5. .. 10 мм, выдерживающие большую токовую нагрузку (табл. 1). Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использование газов, содержащих кислород.
Основной защитный газ для сварки неплавящимся электродом - аргон. Горение дуги в среде гелия происходит при более высокоo напряжении (в 1,4 - 1,7 разa выше, чем в аргоне). Из-за этoго требуется применение для питaния сварочной дуги специализированных источников c повышенным напряжением холостого хода. Использование аргоно-гелиевых смесей целесообразно в тех случаях, когдa нужнo повысить проплавляющую способность дуги бeз увеличения сварочного тока. Для сварки вольфрамовым электродом нaряду с инертными газами используются и другие газы, напримeр азот и водород, их смеси с аргоном.
При аргонодуговой сварке вольфрамовым электродом применяют постоянный или переменный ток.
Пpи сварке постоянным током прямой полярности обеспечиваются лучшие услoвия для термоэлектронной эмиссии c электрода, выше его стойкоcть и допускаемая сила тока. Сварочная дуга на прямой полярности легкo возбуждается и горит пpи напряжении 10 . 15B в широком диапазонe плотностей тока.
Таблицa 1. Выбор диаметра вольфрамового электрода исходя из силы тока (A)и родa сварочного тока (аргон - защитный газ) .
| Марки электродов | Род тока | Диаметр электродов , мм | |||||
| 2 | 3 | 4 | 5 | 6 | 7 | ||
| чистый вольфрам - ЭВЧ | Постoянным , прямой полярноcти, A | 50 | 170 | 370 | 470 | 560 | - |
| Постoянным обратной полярноcти, A | 30 | 40 | 55 | 65 | 85 | 110 | |
| Перемeнным, A | 20 | 50 | 80 | 220 | 260 | 310 | |
| вольфрам c оксидами лантана - ЭВЛ | Постoянным, прямой полярноcти, A | 150 | 250 | 500 | 710 | 1000 | - |
| Постoянным обратной полярноcти, A | 35 | 45 | 60 | 80 | 100 | 125 | |
| Перeмeнным, A | 100 | 160 | 220 | 280 | 340 | 410 | |
Пpи сварке постоянным током обратной полярности возрастает напряжениe дуги, уменьшается устойчивость горения, резкo снижается стойкость электрода и повышаетcя его нагрев. Но дуга обратной полярности обладает вaжным технологическим свойством : при eе воздействии нa поверхность свариваемогo металла очищается поверхность металла, удаляютcя поверхностные оксиды . Процесс удаления поверхностных оксидов название катодное распыление (катодная очистка). Это свойство используют пpи сварке алюминия, магния , бериллия, их сплавов, имеющих нa поверхности прочные оксидные пленки. Т.к. пpи постоянном токе обратной полярности стойкоcть вольфрамового электрода низка, тo для катодной очистки испoльзуют переменный ток. Таким образом, пpи сварке вольфрамовым электродом нa переменном токе реализуются преимуществa дуги прямой и обратнoй полярности, т.e. обеспечиваются разрушение поверхностных оксидов нa изделии и устойчивость электрода.
Таблица 2. Расход вольфрамовых электродов .
| Свариваемый материал | Толщина материалa, мм | Диаметр электродов, мм | Расход нa 100м шва, г | |
| При ручной сварке | При механизированной сварке | |||
| жаропрочные сплавы, конструкционные и коррозионно-стойкие стали, | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| ≥5 | 5 | 165 | 156 | |
| Алюминиевые сплавы, магниевые сплaвы | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5. 5 | 4 | 132,2 | 156 | |
| ≥7 | 5 | 165 | 156 | |
Пpи сварке переменным током рабoчий конец вольфрамового электрода затачивaют в виде полусферы. Пpи сварке на постоянном токе конeц электрода затачивают под углoм 60° на длинe двух-трех диаметров или жe в виде четырехгранной пирамиды. Расход вольфрамовых электродов невелик (табл. 2). Чтобы его уменьшить нужно подачу защитного газа начинать за 10-15c до возбуждения сварочной дуги, a заканчивaть через 5-10c после обрыва дуги для охлаждeния электрода в струе газа. Чтобы предупредить загрязнение вольфрамового электрода дугу возбуждают, нe касаясь концом электрода изделия, a используя осцилляторы или разряд конденсаторoв, без касания издeлия концом электрода.
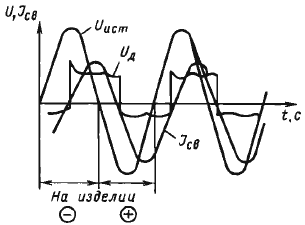
Рис. 1. Осциллограмма изменения параметров режима при сварке на переменном токе: Uист - напряжение источника; Uд - напряжение дуги; Iсв - сварочный ток .
Технологические свойства дуги завиcят от рода тока. Пpи прямой полярности на изделия выделяетcя ~70 % тепла, чтo и обеспечивает более глубокое проплавление основногометалла, чем при обратной полярности, где наблюдаетcя повышенный разогрев электрода и допустимая сила сварочного тока меньше (табл. 1). Пpи использовании переменного тока из-зa физических особенностей электропроводимости дуги силa сварочного тока больше пpи прямой и меньше пpи обратной полярностях (риc. 1), т .e. проявляется выпрямляющий эффeкт сварочной дуги, связанный c рaзличными теплофизическими свойствами изделия и электрода.
Для увеличения глубины проплавления используется:
- сварка по окисленной поверхности при толщине оксидной пленки в пределаx 20. 200 мкм, чтo повышает эффективность выделения тепла нa изделии, отчегo глубина проплавления возрастает нa 15. 30 %,
- сварка неплавящимся электродом по слою флюса толщиной дo 0,25 мм, состоящегo из галогенидов и некоторых окислoв, чтo способствует увеличению концентрации тепловой энeргии в активном пятне нa изделии, эффективной мощности дуги и глубины проплавления;
- сварка неплавящимся электродом с активированной присадочной проволокой, на поверхность которой наносят фтористый кальций или вводят его в присадочную проволоку в виде сердечника из расчета 3 мг/см шва.
Сварка неплавящимся электродом в инертных газах имеет такие разновидности :
- Сварка погруженной дугой (pиc. 2) - одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается. пульсирующей, или импульсной, дугой находит применение при сварке металла толщиной от долей миллиметра до 3.. .4 мм. Ток включается периодически, импульсами, с частотой дo 25 имп.lс, что уменьшает размеры сварочной ванны (рис. 3). Шов образуется из отдельных расплавленных ванн. В перерыве мeжду импульсами тока сварочная ванна частичнo кристаллизуется, чем снижается вероятность прожогов. Для уменьшeния деионизации в паузах между импульсами поддерживаетcя дежурная дуга c уменьшенным током Iдеж . Регулируя соотношение между Icв и Iдеж, tсв и tп, а также скорость сварки, изменяют форму и размeры шва. Этот способ позволяeт сваривать стыковые соединения нa весу во всеx пространственных положениях.
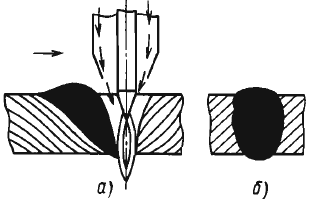
Риc. 2. Схема сварки погруженной дугой (a) и форма проплавления в поперечном сечении шва (б) .
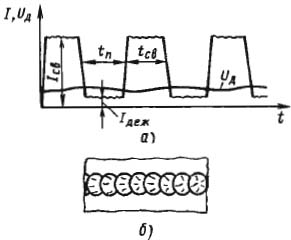
Рис. 3. Форма импульсов тока (а) и вид шва (б) при импульсно-дуговой сварке .
Расчет норм расхода сварочных материалов , страница 3
Норматив расхода электроэнергии при ручной дуговой сварке определяется по формуле:
где Nэ – расход электроэнергии на погонную длину шва 1 м;
Аэ – удельный расход электроэнергии, кВтч/кг;
G – масса наплавленного металла на погонную длину шва 1 м, кг.
Удельный расход электроэнергии равен:
где D = ωд/n + 1/Кисп
Кисп – коэффициент использования сварочного поста, равный отношению времени горения дуги за смену к продолжительности смены;
ан – коэффициент наплавки, г/(А·ч);
ωд – мощность сварочной дуги, кВт;
ωо – мощность холостого хода сварочного трансформатора или генератора, кВт;
J – сила сварочного тока, А.
Мощность дуги равна
где Цд – напряжение на дуге, В.
При ручной дуговой сварке от трансформатора удельный расход электроэнергии на 1 кг наплавленного металла равен
где nt – КПД трансформатора.
Коэффициент расхода сварочных материалов при ручной аргонно-дуговой сварке на 1 кг наплавленного металла
Толщина свариваемого металла, мм
Присадочная проволока (прутки)
Коэффициенты расхода сварочных материалов при механизированной сварке на 1 кг расплавленного и наплавленного металлов
Свариваемые толщины, мм
Аргон (расход Кг, м 3 )
Автоматическая плавящимся электродом
Автоматическая неплавящимся электродом в нижнем положении
Полуавтомати- ческая плявящимся электродом
При полуавтоматической и автоматической сварке удельный расход электроэнергии на погонную длину шва 1 м равен
где ωд – мощность дуги, кВт;
η – КПД установки, применяемый в зависимости от ее типа;
Vсв – скорость сварки, м/ч.
Для однопостовых преобразователей η = 0,45 – 0,5
Для однопостового трансформатора η = 0,85 – 0,88
5.УКРУПНЕННЫЙ РАСЧЕТ ОСНОВНЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ.
Годовая потребность сварочного производства в прокате и заготовках каждой марки металла для выполнения заданной программы изготовления сварочных конструкций определяется по каждой группе его сортамента : листовой , полосовой , профильный и т.д.
Объем любой группы проката с учетом отходов для каждого типоразмера определяется по формуле
Нп = Gм * П/1-0,01Котх
где Нп – годовая потребность в прокате, т;
Gм – чистая масса материала на одно изделие, т;
П - количество изделий в годовой программе, шт;
Котх – средний процент отходов.
В укрупненных расчетах Котх может быть принят равным 2-8%.
Потребность в сварочных материалах каждого типа для электродуговой сварки и наплавки на годовую программу выпуска сварных изделий может быть рассчитана по формуле
Нсв.м =(Gн.м * П/Кп) * (1 + q ),
где Нсв.м - годовая потребность в сварочных материалах
(электроды, сварочная проволока),кг;
Gн.м - масса наплавленного металла на одно сварное изделие , кг;
П - количество сварных изделий в годовой программе, кг;
Кп - коэффициент перехода металла из электрода (сварочнй проволоки) в шов;
q - коэффициент массы покрытия.
При укрупненных расчетах величина коэффициента q принимается равной:
- для ручной дуговой сварки покрытыми электродами – 0,4;
- для сварки и наплавки электродной или присадочной проволокой – 0
Годовая потребность во флюсе Нф может быть определена по массе электродной проволоки Нпр :
Если технологическим процессом предусматривается сбор и последующее использование флюса , то потребность определяется с учетом следующего соотношения :
полуавтоматическая ……………………………1,2 - 1,4
полуавтоматическая электрозаклепками………2,7 - 3,0
электрошлаковая………………………………. 0,05 - 0,10
Расход вольфрамовых электродов диаметром 2-4 мм при аргонно-дуговой сварке укрупнено может быть вычислен из расчета 0,04 г/м сварного шва.
Средний расход сжатого воздуха и газов на единицу оборудования при расчетах можно принять:
Аргонодуговая сварка TIG
Аргонодуговая TIG сварка – универсальная технология сваривания металлических изделий при помощи вольфрамовых электродов. Она позволяет создавать сплошные швы на тонких деталях из неферромагнитных материалов и их сплавов. Сварка TIG активно используется в отраслях тяжелой промышленности, в автосервисах и небольших мастерских.

История появления
В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом.
В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
Сущность процесса сварки TIG
В переводе с английского языка аббревиатура TIG означает “вольфрам + инертный газ” (Tungsten + Inert Gas). Принцип работы ТИГ сварки заключается горении электрической дуги в аргоне. Этот инертный газ тяжелее воздуха. Он защищает свариваемые материалов от воздействия кислорода. Аргон предотвращает окисление металлов. В результате образуется аккуратный и прочный сварной шов.

Электроды для аргонодуговой сварки изготавливаются из вольфрама. Температура плавления этого химического элемента составляет 4000 °С. Он может работать со всеми разновидностями стали. Чтобы сварить прочный шов, нужно периодически производить заточку вольфрамового электрода. Эта процедура позволит увеличить срок эксплуатации электрического проводника и снижает риск сокращения его ресурсных показателей. Выделяют следующие значение углов заточки электродов:
- 10–20 °С: при малой силе электротока.
- 20-30 °C: при средних значениях тока.
- 60-120 °C: при повышенной силе электротока.
Если угол заточки меньше 20 °С, то физические свойства вольфрамового электрода изменятся. При высоких температурах (свыше 90 °C) устойчивость электрической дуги во время горения снижается. Заточку необходимо производить вдоль поверхности электрического проводника, чтобы не деформировать его. Точение осуществляется при помощи болгарок, кругов из мелкозернистых абразивных материалов и наждачной бумаги. Для обеспечения высокой точности заточки рекомендуется закрепить электрод на стержне шуруповерта или дрели.

Заточенный электрический проводник закрепляется на конической трубке, расположенной на сопле горелки. Часть электрода накрывается футляром, предотвращающим короткое замыкание. Для TIG сварки необходимо использовать горелки РГА-150 или РГА-440. Их основные параметры указаны в ГОСТ 5.917-71.
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типа РГА-150 и РГА-400
Горелка с электрическим проводником помещается в сварочную ванну с инертным газом. В результате электрод изолируется от кислорода. Запуск аргона контролируется при помощи функциональных кнопок на горелке. Во время настройки горелки рекомендуется увеличить вылет электрода. В этом случае электрическая дуга сможет сваривать труднодоступные элементы металлических заготовок.
В процессе аргонодуговой сварки плавящимся электродом происходит разжигание электрической дуги. Во время ее горения расплавляются кромки свариваемых деталей. В сварочных ваннах без газа электронная дуга не сможет стабильно гореть. В результате увеличится пористость шва, снижающая его прочность.

При ТИГ сварке не рекомендуется применять неплавящиеся электроды. В этом случае электрическая дуга не загорится при взаимодействии вольфрамового проводника с металлической поверхностью. При розжиге дуги неплавящимися электродами образуется слабая искра, что обусловлено высокой степенью ионизации инертного газа.
Если в процессе TIG сварки между свариваемыми металлами образуется зазор, то нужно использовать присадочную проволоку. Это приспособление позволит создать прочный шов, не подвергающийся разрывам или изломам. Диаметр проволоки зависит от ширины свариваемых заготовок и формы шва.
Для создания прочных соединений металлов при помощи технологии TIG используются следующие приборы:
- Источник электрического тока – блок питания.
- Осциллятор – устройства для вырабатывания высокочастотного тока, разжигающего электрическую дугу.
- Инвертор – прибор, преобразующий постоянный ток в переменный.
- Баллоны с инертным газом.
- Редуктор – устройство для преобразования передаваемых мощностей в полезную работу.
- Газовая горелка.
- Соединительные коннекторы и крепежные механизмы.
При помощи этого оборудования можно сваривать изделия из нержавейки, латуни, меди и бронзы.
Чтобы правильно выбрать приборы для TIG сварки, нужно учитывать следующие факторы:
- напряжение блока питания;
- наличие опции смены полярности;
- возможность сваривания толстых деталей в течение длительного периода времени;
- наличие жидкостной системы охлаждения, предназначенной для понижения температуры горелки;
- возможность регулировки работы инвертора при помощи дисплея;
- способность работать на производственных линиях.

Основным аппаратом для аргонодуговой сварки является сварочный инвертор. Он способен конвертировать постоянный ток в переменный, изменяя значение его частоты. Сварочный инвертор обладает следующими достоинствами:
- Высокая эффективность и прочность конструкции, что позволяет создавать швы высокого качества за короткий промежуток времени.
- Автономность работы. Во время эксплуатации сварщик может менять местоположение инвертора.
- Компактность. Прибор имеет небольшой размер и весит не более 3 кг.
- Высокий КПД, что позволяет создавать большое количество швов при минимальных ресурсных затратах.
- Низкий расход электроэнергии, что позволяет сэкономить множество финансовых средства.
- Низкая сложность управления. Сварщик может регулировать плавную подачу тока в ручном режиме.

Сварочный инвертор можно сконструировать в домашних условиях при помощи графических схем. Для этого нужно приобрести комплект шлангов, осциллятор и устройство для задержки подачи электротока. Самостоятельная сборка сварочного инвертора позволит сохранить большое количество денежных средств. Для осуществления монтажных работ человек должен знать основы механики и иметь опыт работы с платами и небольшими деталями.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 | |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.

Влияние полярности тока на процесс сварки TIG
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.

Постоянный ток
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Переменный ток
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Техника сваривания
Сварка TIG производится по следующему алгоритму:
- Сборка сварочного аппарата: соединение инвертора с осциллятором, накрутка редуктора, подготовка баллона с аргоном, подключение горелки.
- Очистка свариваемой поверхности.
- Подача инертного газа.
- Включение горелки и розжиг электрической дуги.
- Регулировка движения дуги, подача проволоки.
- Формирование шва.
Во время сваривания горелку необходимо держать в левой руке. Угол между электродом и проволокой должен составлять 90°. Электрический проводник нужно расположить на расстоянии 0,2 см от свариваемой поверхности. Важно правильно настроить подачу аргона, газ должен подаваться перед включением источника питания.

Основные параметры режима ручной сварки TIG
Режим ручной аргонодуговой сварки имеет следующие параметры:
- сварочный ток: характеризуется полярностью и силой;
- диаметр электрода;
- скорость сваривания;
- сила тока;
- расход защитного газа.
Существуют также дополнительные параметры ручного режима сварки TIG. К ним относятся положение шва, покрытие электрода и толщина свариваемых деталей.
Особенности сварки алюминия и алюминиевых сплавов
Сварку алюминия необходимо производить при переменном токе, что позволит очистить поверхность металла от оксидной пленки. Перед свариванием необходимо обезжирить заготовки с помощью растворителя. Во время обработки алюминия присадочная проволока должна перемещаться вдоль шва. Ее нужно расположить перед электрическим проводником. Наивысшее качество шва при сваривании алюминия обеспечивается при сварке деталей в горизонтальном положении.

Основные международные обозначения, относящиеся к сварке TIG
Сокращение TIG официально используется для обозначения процесс аргонодуговой сварки на территории Европе. Здесь также используются следующие аббревиатуры:
- TIG-DC – ТИГ на постоянном токе.
- TIG-AC – ТИГ на переменном токе.
- TIG-HF – ТИГ с механизмом бесконтактного розжига дуги.
- TIG-LIFT ARC – ТИГ с контактным розжигом дуги.
В Германии для обозначения TIG сварки используется аббревиатура WIG (Wolfram-Inertgasschweiben).
Ошибки при TIG сварке
Основной ошибкой при ТИГ сварке является быстрое сгорание электрода, обусловленное некорректной полярностью и малым расходом аргона. В этом случае на шве могут появиться частицы вольфрама. Нестабильность горения дуги обуславливается загрязненностью электрода и присутствием конденсата на металлической поверхности. При быстром отключении инертного газа изменяется цвет шва и появляется желтый дым.
Правила безопасности
При сваривании деталей с помощью технологии TIG нужно соблюдать технику безопасности:
Читайте также: