Пруток для сварки латуни аргоном
Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке (читайте АрДС для чайников) необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись.
Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь и ее сплавы.
Остановимся на каждом из них подробнее.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне.
Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали.
Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств.
Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы. Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин. Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту.
Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа,
Предел прочности: 265 Мпа,
Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 :
Предел текучести: 55 Мпа,
Предел прочности: 65 Мпа,
Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
- Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
- Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Сварка меди
В интернете вы найдете много информации по сварке меди, только вот 90% из этой информации – теория, переписанная еще с советской литературы или ей подобной. Практические советы приходится собирать по крупицам. А что самое главное в сварке? Правильно, практика и немного теории.
Что утверждается не без оснований: медь имеет высокую теплопроводность и электропроводность, требуются высокие токи. Может возникнуть проблема ее ломкости в горячем состоянии. Активно растворяет в себе кислород с образованием закиси меди и водород даже несмотря на защиту аргоном. Причем окисляется поверхностный слой зерен металла, образуется Cu+Cu2O. В связи с тем, что Cu2O имеет температуру плавления выше на 20 градусов, чем Cu, металл склонен к образованию горячих трещин.
При сварке меди используют также азотно-дуговую сварку. Азот, используемый в качестве инертной среды, обеспечивает лучшую защиту сварочной ванны, более глубокое проплавление при одном и том же токе. Но есть и недостатки: нестабильность дуги, низкая скорость сварки. Поэтому, по-прежнему, для сварки меди используют аргон, так как с ним работать проще, если сравнивать с азотом, и он стоит дешевле, чем гелий.
Теоретически, какая бы надежная газовая защита не была обеспечена, ее все-таки недостаточно: кислород и водород все-равно насыщают расплавленную медь. Для того, чтобы вывести эти вредные газы нужны раскислители. Вот почему не рекомендуется использовать для сварки меди чистую медь как присадочный материал, а с добавлением легирующих элементов. Например, присадочный медный пруток CuSi3 (CuSi3Mn1; БрКМц3-1; ESAB OK Tigrod 19.30) содержит 3,4% кремния и 1,1% марганца, которые связывают кислород и выводят его из расплава.
Химический состав CuSi3:
Механические свойства:
Rm 330-370 МПа
Но это не значит, что для сварки нельзя использовать проволоку из медного кабеля или провода, путем снятия диэлектрической изоляции. Сварка в этом случае получается удовлетворительная.
Поверхность медного изделия зачищают до идеального состояния (перед вами должен быть чистый не окисленный блестящий металл).
Подбирать ток лучше не по толщине изделия, а опытным путем. Может показаться, что высокая теплопроводность потребует высокого тока, но не забывайте, что и температура плавления меди ниже, чем у стали. Если дать ток, когда медь хорошо плавится, вполне вероятно, что через несколько десятков миллиметров шва вы прожжете металл. Если же ток будет небольшой, придется долгое время разогревать деталь, пока не начнется процесс оплавления – результатом будет пористость шва. Нужно подобрать оптимальное значение тока между перегревом и недогревом. Подбирать режимы лучше на подходящих отходах производства, а не на деталях, во избежание их порчи. Ориентировочно ток для меди немного меньше, чем для углеродистой стали, хотя опять же, это напрямую зависит от скорости сварки. Для сварки красной меди также понадобятся гораздо большие токи.
Как уже было сказано, медь не любит воздействия воздуха. Используйте газовые линзы или сопла с широким каналом для более основательной защиты.
Медные трубопроводы варят следующим способом: скорость небольшая, периодически добавляют присадку. Как только присадка попала в ванну, ее плавят круговыми или другими движениями. Формируют небольшие валики с перехлестом не менее 1/3. Если сварку вести сплошным швом, велика вероятность получить сквозной прожег.
Великолепно, если ваш инвертор поддерживает импульсный режим работы. Он сильно облегчает процесс. Ток импульса выставляется достаточный для полного расплавления прутка, а время между импульсами побольше, чтобы медь успевала остывать.
Не забывайте про правильную заварку кратера шва. Резкий обрыв дуги приведет к образованию раковины. Если в вашем инверторе есть одноименная функция, настройте оптимальную величину спада тока. Если же такая функция отсутствует, придется кратер заваривать вручную, постепенно увеличивая длину дуги с последующим ее отводом в сторону.
Сварка бронзы
При пайке бронзы в качестве припоя чаще всего используют латунь или медь с тетраборатом натрия, который в народе известен под названием «бура» и играет роль флюса. При аргонной сварке оловянистых или кремнистых бронз необходимо применять присадочный материал – пруток CuSi3 (CuSi3Mn1).
Безоловянную бронзу БрКМц варят, естественно, также прутком CuSi3Mn1 на постоянном токе (можно с добавлением флюса 34А или ПВ209), для сварки алюминиевой бронзы БрАЖМц10-3-1,5 понадобится «переменка» и присадка Бр АМц.
Бронза хорошо варится методом TIG (у нее низкая температура плавления, при сварке нужно быть предельно внимательным, потому что сплав склонен к перегреву).
Если после сварки шов треснул, необходимо выполнить предварительный подогрев детали на 250 -350 о С. Но в большинстве случаев он не играет такой ролик, как отжиг при температуре 450 – 500 о С после сварки. Эта операция в большинстве случаев является обязательной для снятия внутренних напряжений и «перезапуска» структуры сплава.
Будьте внимательны. При нагреве оловянистых бронз до 550 о С происходит выплавление легкоплавкого компонента – олова. В связи с этим образуются многочисленные дефекты (поры, раковины).
Если несмотря на термическую обработку шов трескается, значит неудачно подобран присадочный материал и его необходимо заменить. В таком случае нужно удалить наплавленный металл (выполнить разделку болгаркой до удаления присадки). Если трещина проходит через кратер шва, необходимо отвести горелку в сторону основного металла.
Читайте про сварку латуни в отдельной статье.
Сварка магния
Магний – металл серебристо -белого цвета. В чистом виде, без примесей, он редко применяется. Зато в сплавах – часто. Магний в четыре раза легче стали, при этом магниевые сплавы обладают высокой прочностью, благодаря чему они популярны в первую очередь в автомобильной и авиационной промышленности, где стоит первоочередная задача снизить вес изделия. Также они используются в бытовой технике, пневмо- и электроинструменте и т.д.
Рядовые сварщики со сваркой магния сталкиваются не часто, но время от времени могут принести подварить что-нибудь подобное. Поэтому коротко расскажем о том, как сварить этот металл.
Магний часто сравнивают с алюминием. У этих металлов действительно есть общее – это относительно низкая температура плавления, около 600 — 650 °С и очень тугоплавкий окисел: MgO плавится при 2800°С. Однако плотность расплава у магния ниже, чем у алюминия.
Присадку и детали подготавливают химическим травлением.
Сварку магния ведут переменным током на короткой дуге (так лучше удаляется окисел и эффективней газовая защита). Жидкотекучесть при расплавлении у него высокая, практически, как у воды. Поэтому для формирования обратного валика используют подкладки из стали с канавкой. Сварку деталей толщиной 5-6 мм производят без разделки кромок соединения с подкладкой. Свыше 6 см выполняют V-образную разделку. Прочность сварных швов составляет 60-80% от основного металла.
Присадочный материал
Магниевая присадка – вещь редкая, дефицитная и дорогая. Продается очень мало где, и найти ее трудно. Простым алюминиевым прутком магний не варится. Что же делать, если принесли ремонтировать изделие, а отсутствуют необходимые для этого материалы? Казалось бы, безвыходная ситуация и в ремонте придется отказать. Но не спешите с выводами. Все необходимое вы можете достать в ближайшем магазине сантехники. Приобрести там нужно магниевый анод для водонагревателя, который можно распилить на «лапшу», зачистить – вот и готова присадка!
Сварка латуни аргоном: особенности технологии и практические советы
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.

Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
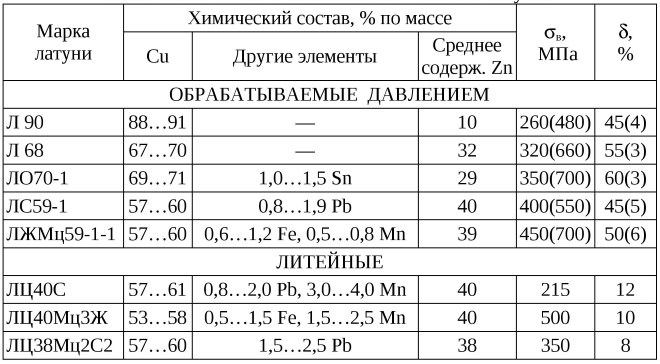
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
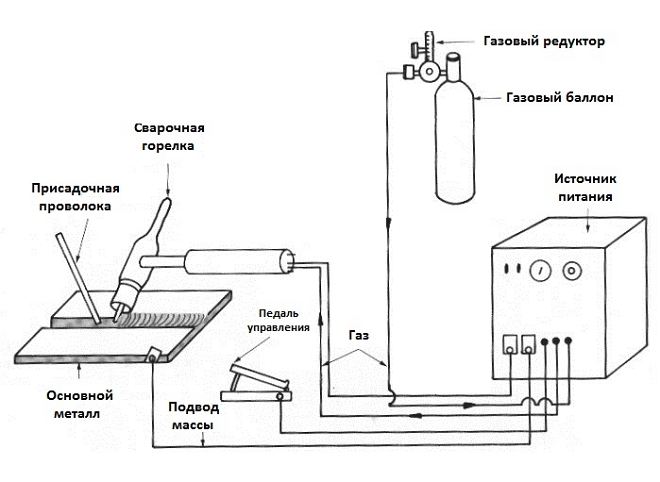
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.

Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
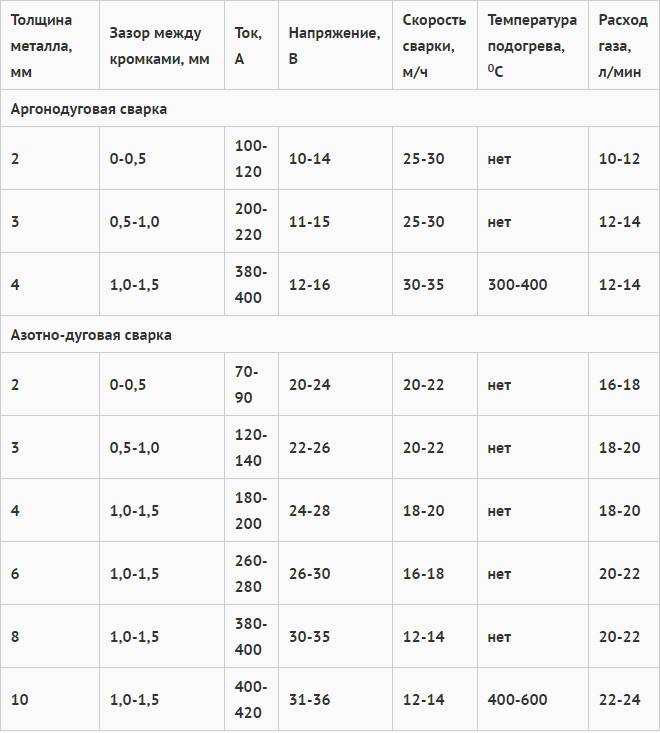
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
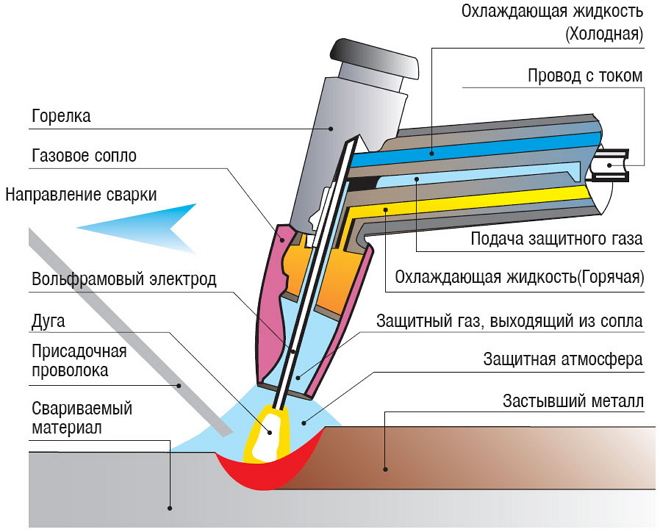
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки; ;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
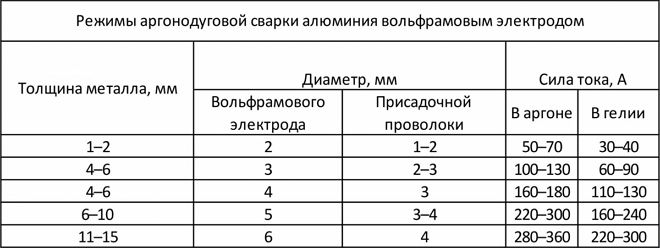
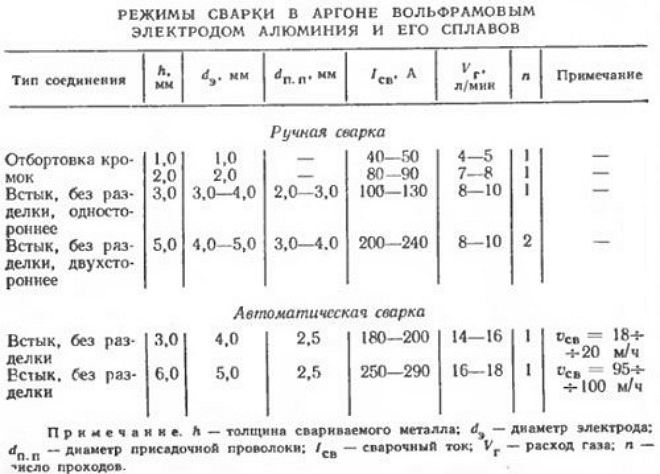
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Сварка латуни в гаражных условиях. Сведения о сварке латуни

Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 о С с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 о С.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
- Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
Нужно еще отметить, что латунь варится большинством из известных способов сварки:
- (РДС или, как ее сегодня еще называют,ММА); ( названия — аргонная, АрДС, TIG); ( ацетиленом или пропановым пламенем);
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины. Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать. Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 о С. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки. И так постепенно продвигаетесь вперед.
Как варить латунь в аргоновой среде

Сварка аргоном
Латунь является сплавом меди, содержащим цинк. Последний отличается более низкой температурой плавления и создает проблемы при соединении деталей: быстро начинает испаряться и взаимодействовать с кислородом. Сварка латуни аргоном – оптимальный метод создания металлоконструкций, снижающий вероятность появления дефектов шва.
Сварочные характеристики латуни
Решив заниматься сваркой деталей из этого сплава в домашних условиях, мастер должен ознакомиться со свойствами материала.
К особенностям латуни относятся:
- Вспомогательный металл (доля цинка у некоторых разновидностей сплава достигает 40%) при нагреве до 980 °С начинает кипеть и выгорать (температура плавления меди составляет 1080 °С, цинка – 420 °С). В области сварочной ванны собираются токсичные пары. Детали покрываются светлым налетом, мешающим нагреву.
- Расплав вступает в реакцию с водородом. В шве появляются пустоты и трещины. Соединение приобретает низкую прочность.
- Для получения качественного шва края защищают от перегрева. Для этого используют шлаковую или флюсовую обработку. Кроме того, локализуют водород, чтобы он не контактировал с расплавом. Для этого усиливают приток кислорода или насыщают рабочую зону инертным газом, замедляющим окисление.
Выбор присадки и электродов
Для аргоновой сварки латуни используют 2 типа стержней и присадочной проволоки:
- Угольные (графитовые). Они поддерживают устойчивую дугу, необходимую за закрытия зазора между соединяемыми элементами. Присадочный материал при сварке тонкостенных элементов не используют. Для соединения толстых заготовок применяют многокомпонентную проволоку из меди и цинка, покрытую бурой или иным флюсом.
- Латунные с концентрацией цинка до 40%. В состав электрода включают алюминий, марганец и другие легирующие добавки. Во время сварки такие стержни формируют наплавочный материал. Их используют в сочетании с проволокой КМЦ 3-1 или ЛК 80-3. Стержни этой марки содержат борный шлак, марганец, концентрат титана.
При выборе электродов учитывают химические и физические свойства деталей.
Перед сваркой стержни прогревают при температуре 200 °С в течение получаса.

Преимущества аргонодуговой сварки
К положительным сторонам рассматриваемого метода относятся:
- Отсутствие необходимости чрезмерного нагрева стыков. Это препятствует закипанию и выгоранию цинка, из-за которых деформируется шов.
- Инертность аргона. Он отличается от воздуха большей плотностью. Поэтому при своевременном начале подачи газа цинк не будет вступать в реакцию с кислородом.
- Высокая мощность дуги. Она обеспечивает достаточную скорость работы. Полученный шов отличается высоким качеством.
Несмотря на множество тонкостей, сварочный процесс не вызывает затруднений. Обучиться ему может и начинающий сварщик.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.

Технология сварки в газовой среде
После фиксации деталей в правильном положении приступают к основному этапу.
При выполнении работ учитывают следующие технологические особенности:
- Электрод размещают как можно ближе к поверхности свариваемых деталей. Слишком длинная дуга формирует непрочный шов, короткая помогает поддерживать оптимальную температуру в сварочной ванне.
- Электрод равномерно ведут вдоль линии соединения. Отсутствие разнонаправленных движений делает шов более эстетичным. Мастер должен обладать навыками, помогающими проваривать металл на нужную глубину.
- Присадочная проволока и электрод должны постоянно находиться в аргоновом облаке. Расходный материал подают с равномерной скоростью.
- Правильно выбирают угол подачи проволоки. Она должна размещаться перед горелкой.
- Газ подают непрерывно, начинают процесс за 10-15 секунд до появления дуги, заканчивают через 7-10 секунд после ее исчезновения.
- Электрод ведут вдоль шва медленно. При повышении скорости работы возрастает вероятность непровара. Необязательно проходить дважды при соединении тонких деталей.
- Кратер заваривают, постепенно снижая мощность дуги. Этот параметр регулируют реостатом.

Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.

Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
.jpg)
Другие варианты сварки
Для соединения латунных деталей могут использоваться и такие способы:
- Электродуговая сварка. Процесс ведется под постоянным током обратной полярности. Сварочная дуга имеет минимальную длину, что замедляет выгорание цинка. Перед началом работы детали нагревают до 300 °С. После завершения процесса требуется проковка стыка. Температуру заготовок снижают постепенно, принудительное охлаждение недопустимо.
- Газовая сварка. Помогает сформировать качественный прочный шов. Недостатком считают быстрое испарение цинка. Использование окислительного пламени горелки решает эту проблему. Оно должно содержать больше кислорода, чем водорода. Под влиянием такой смеси на поверхности появляется пленка, не пропускающая воздух.
Металлоконструкции, не испытывающие высоких нагрузок, можно заваривать любым способом.
Читайте также: