Проволока для сварки алюминия и сплавов
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
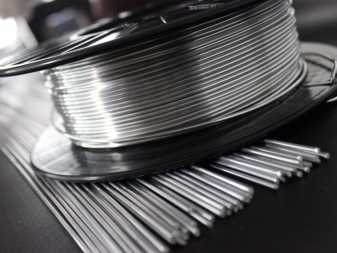
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
проволока для аргонодуговой сварки

При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение — технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог — ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75; , например, ВТ1-ооСв – по ГОСТ 27265-87; (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 — 0,8mm — 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Справка. Проволока марки ПАНЧ-11, производимая российским предприятием, используется для работы с чугунными деталями.
Сертификация, ГОСТ
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший — для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Рекомендации по использованию
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
Где купить
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.
Алюминиевая сварочная проволока
В качестве расходных материалов используются различные виды проволоки. Один из таких видов представлен сварочной алюминиевой.
Для получения легких и одновременно достаточно прочных металлоконструкций используются алюминиевые сплавы. В технологии их изготовления применяется сварка. Алюминиевая проволока как расходный материал употребляется в технологическом процессе сварки на полуавтомате.
Как наплавочный элемент применяется для восстановления изношенных поверхностей деталей из алюминиевых сплавов.
Обозначение и маркировки
ГОСТ 7871-75 определяет обозначение и маркировку сварочной проволоки из алюминия и его сплавов. Рассмотрим на примерах: Проволока В.Св. АМг5. М. 4.00хБТ ГОСТ 7871-75 и Проволока П.Св. АМц. Н. 5.00хБР ГОСТ 7871-75.
- Знаками «В» и «П» отражены технологические способы изготовления проволоки. Она может быть тянутая «В» или прессованная «П». Тянутая изготавливается волочением через фильеру (калиброванное отверстие), прессованная формируется в матрице усилием пресса.

Проволока алюминиевая AL Mg 5 Foxweld. Фото ВсеИнструменты.ру
- Св. АМг5, Св. АМц – дается характеристика алюминиевого сплава из которого изготавливается проволока.
- В основной своей массе этот расходный материал поставляется в нагартованном виде («Н»). Однако некоторые заказчики применяют проволоку в отожженном состоянии («М»).
- 4.00; 5.00 – диаметры проволоки в мм.
- БТ – поставляется в бухтах, БР – в катушках.
Зарубежные производители обозначение продукции выполняют по стандарту AWS (американское общество сварки). ER 4043 по стандарту AWS соответствует сварочной проволоке марки АК5.
Существуют два вида алюминиевой проволоки. Помимо рассматриваемой в этой статье сварочной, другая по своим механическим свойствам хорошо обрабатывается давлением. Применяется, например, для заготовок при производстве заклепок.
Выделяют следующие наиболее популярные марки алюминиевых проволок:
ER 4043 ELKRAFT 93614 — используется в полуавтоматах для сварки литейных алюминий – кремниевых и алюминий – кремний, магниевых сплавов. Деформируемые типа АД, используют в технологии эту проволоку. Производством данной марки проволоки занимается также DEKA, Foxweld, Elisental.

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
ESAB OK Autrod 1070 применяется при сварке химически чистого алюминия. Сварочный шов может работать в агрессивной среде, обладание высокими деформирующими свойствами позволяет выполнить с ним технологические операции прокатку и формование. Сварку производить на полуавтоматах, имеющих опцию режима с импульсной пульсацией.

Сварочная алюминиевая проволока ESAB OK Autrod 1070. Фото 220Вольт
Проволока В.Св. АМг5. Н. 0.80хБР ГОСТ 7871-75 БАРС применяется для полуавтоматической сварки металлоконструкций из алюминий – магниевых сплавов, содержащих магния больше 3%. Защитная среда – аргон, режим предпочтительно импульсный.
Справка. Кроме наличия на рынке популярных алюминиевых проволок, сварщикам предлагается обширный сортамент расходных материалов для работы с разными металлами: для титана — ВТ1-ооСв; для чугуна — ПАНЧ-11, для низколегированных и низколуглеродистых сталей — Св-08Г2С, для низколегированных, конструкционных и углеродистых сталей — ER70S-6.
Характеристики
Отличительными характеристиками являются высокая тепло- и электропроводность. Эти свойства предъявляют определенные требования к выбору режимов сварки. В некоторых случаях для выполнения качественного сварного соединения рекомендуется предварительный подогрев заготовок.
Коэффициент линейного расширения, имеющий значительную величину, создает условия к повышенной деформации и приводит к короблению соединяемых заготовок.
Большая величина показателя коэффициента усадки вызывает при остывании значительные внутренние напряжения. Это приводит к появлению трещин.

Elisental Проволока алюминиевая MIG 4043 (AlSi5), 1.6мм, 7кг. Фото Сварочные Технологии
Проволока по своему химическому составу должна быть близка к свариваемому материалу. Так, например, при сварке алюминиевых магниевых сплавов содержание магния в проволоке должно быть несколько большим, чем в основном материале. При выполнении сварочных операций магний имеет свойство уменьшаться в количестве.
Механические характеристики проволоки (предел прочности, относительное удлинение и другие) должны соответствовать основному материалу.
Справка. Характеристики и другая актуальная информация о прочих видах проволоки: медная, омедненная, полированная, титановая, нержавеющая, стальная, порошковая, легированная — будет интересна для мастеров.
Предъявляемые требования
Большое количество различных по свойствам алюминиевых сплавов требует грамотного подбора сварочной проволоки в качестве присадочного материала. Существуют виды проволоки, которые считаются универсальными и придают соединению удовлетворительные характеристики. Кроме этого, некоторые виды алюминиевой проволоки могут обеспечивать повышенные требования следующим показателям:
- коррозионная стойкость при работе в самых агрессивных средах;
- высокая устойчивость к трещинообразованию;
- повышенная прочность сформированного шва;
- высокие пластические свойства соединения.
Проволока зарубежного производства проходит сертификацию на соответствие российским стандартам, например ГОСТ 7871-75. Это делается для облегчения продаж на территории России. Сертификацию может провести Федеральное агентство по техническому регулированию и метрологии, а также другие уполномоченные для этого организации.

Проволока алюминиевая сварочная QUATTRO ELEMENTI 770-391. Фото 220Вольт
Алюминиевые сплавы имеют большую склонность к окислению. На поверхности всегда присутствует окисная пленка, которая препятствует нормальному процессу сварки заготовок. Температура плавления окисной пленки много выше, чем этот показатель основного металла. При формировании сварочного шва окисная пленка, будучи тяжелее основного металла, не всплывает на поверхность и остается в нем после кристаллизации, нарушая его сплошность. Это значительно ухудшает герметичность, прочностные, коррозионные свойства шва.
Для уменьшения отрицательного воздействия окисной пленки требуется тщательно проводить подготовку поверхности свариваемых материалов. Шлифовальные машинки, металлические щетки и другие подобные приспособления применяются для чистки околошовной поверхности. После чистки обязательно обезжирить, например, ацетоном. Сварочную проволоку после распаковки необходимо сразу же запускать в производство, чтобы не дать ей покрыться окисной пленкой.
Применение во время сварки обратной полярности (сварочная ванна как катод) способствует разрушению окисной пленки.
Важной особенностью использования алюминиевой проволоки является организация ее подачи в зону сварки. Лучшими показателями здесь обладают «жесткие» проволоки. «Мягкая» может застревать при прохождении через подающие ролики полуавтомата. Сам роликовый механизм также подвергается модернизации. Для более равномерного распределения нагрузки на алюминиевую проволоку он может выполняться на базе четырех роликов вместо двух.

Проволока сварочная из алюминия (0.8 мм; 0.45 кг) BlueWeld 802062. Фото ВсеИнструменты.ру
Сварка алюминиевой проволокой создает проблемы даже квалифицированным сварщикам. Следующие рекомендации могут сделать этот процесс несколько проще.
- Предварительный подогрев заготовок до температуры 110°С поможет избежать появления трещин.
- Направление сварки должно совпадать с направлением горелки. Такая техника сварки обеспечит более качественную очистку шва и улучшит газовую защиту.
- Высокая теплопроводность алюминия способствует риску прожигания. Чтобы уменьшить такой риск требуется проводить сварку на высоких значениях сварочного тока и скорости сварки.
- Аргон — лучший вариант защитной среды. Он обладает наилучшими очищающими действиями, поэтому материалы для аргонодуговой сварки пользуются высоким спросом.
- Температура плавления сварочной проволоки должна быть приближена к температуре плавления свариваемых материалов. Это значительно упростит сварочный процесс.
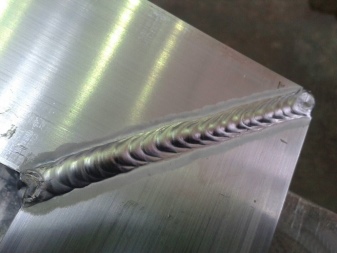
- При сварке алюминия частым дефектом является растрескивание кратера шва. Уменьшить вероятность появления трещин можно формированием геометрии шва. Лучше всего придавать швам выпуклую форму. При остывании сжимающие напряжения не будут концентрироваться в одной точке, как например, при вогнутой форме шва. Они имеют возможность распределяться по всей поверхности выпуклого шва.
- Источник питания должен иметь возможность применения импульсного режима сварки. Этот режим ограничивает подачу тепла к свариваемым заготовкам, тем самым позволяет сваривать тонколистовые материалы без риска их прожечь, тем самым снизить силу сварочного тока и скорость сварки.
- Ввиду большого коэффициента линейного расширения диаметр сопла наконечника должен быть выполнен с гарантированным зазором. Это предотвратит застревание сварочной проволоки.
Справка. Прежде чем приступать к работам следует выполнить расчет расхода расходных материалов. Это позволит сэкономить время и финансовые затраты.
Сортамент
Проволока выпускается диаметром от 0,8 мм до 12,5 мм. При этом тянутая проволока имеет размеры до 4,0 мм, а прессованная от 4,5 мм до 12,5 мм. Предельные отклонения диаметров от номинала определяются ГОСТ 7871-75.

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм., катушка. Фото 220Вольт
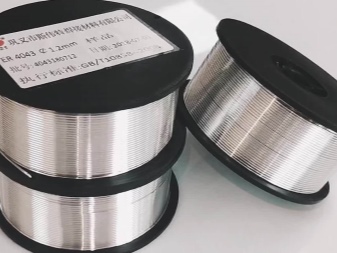
Форма выпуска, расфасовка, упаковка
Алюминиевая сварочная проволока поставляется потребителю в катушках, бухтах и пучках. При упаковке в герметичные полиэтиленовые мешки катушки укладываются вместе с силикагелем-индикатором. Остальные запросы к упаковке и упаковочным материалам отражены в ГОСТ 7871-75, ГОСТ 9.011-79 разд.2.
Среди европейских производителей алюминиевой сварочной проволоки популярностью отличается шведская компания ESAB. Кроме уже упомянутой в статье ESAB OK Autrod 1070, в ассортименте имеется проволока ESAB OK Autrod 18.22 (соответствует российскому аналогу Св.АМг61 для сварки высокопрочного сплава с содержанием магния более 6%); проволоки ESAB OK Autrod 5554; ESAB OK Autrod 5556А и другие.
ELKRAFT — бренд, имеющий происхождение из Германии. В Россию сварочная проволока попадает через Китай. Производство в Южном Китае имеет давние традиции и отличного качества. В экономическом отношении более выгодна, чем проволока из Европы.

Проволока сварочная БАРС AlSi5, 1.2 мм. 6 кг. Фото 220Вольт
БАРС — страна бренда Россия. Производство находится на территории Китая. Преимущество — большое количество сервисных центров, где можно заказать любой материал и быстро его получить.
Сварочные алюминиевые проволоки выпускаются и реализуются многими компаниями. Производители и поставщики предлагают клиентам широкий выбор присадочных материалов. Некоторые предприятия представлены в разделе «Где купить сварочную проволоку».
Алюминиевая проволока для сварочного полуавтомата — виды и применение

Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)

Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.

Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.

К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
Читайте также: