Проверка качества точечной сварки
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Эта операция имеет особо важное значение для точечной и шовной сварки в связи с быстротечностью процесса и скрытым от внешнего наблюдения характером формирования соединения (плавления металла). Возмущающие факторы: качество сборки, состояние поверхности деталей и электродов, колебания параметров режима, могут приводить к образованию дефектов—непроваров (отсутствие ядра или малые его размеры), выплесков, трещин, раковин и т. п. Наиболее опасны непровары, так как размеры ядра определяют основные эксплуатационные характеристики (прочность, герметичность). Выплески (наружные и внутренние) ухудшают вид изделия, могут попадать в магистрали и засорять их. Трещины и раковины в основном влияют на герметичность и, в меньшей степени, на прочность, так как находятся вне зоны наибольших рабочих напряжений на границе ядра или уплотняющего пояска.
Обычно при контактной сварке используется сквозной контроль, начиная с контроля оборудования, приспособлений, сосостояния поверхности деталей и электродов, качества сборки и, наконец, качества сварных соединений.
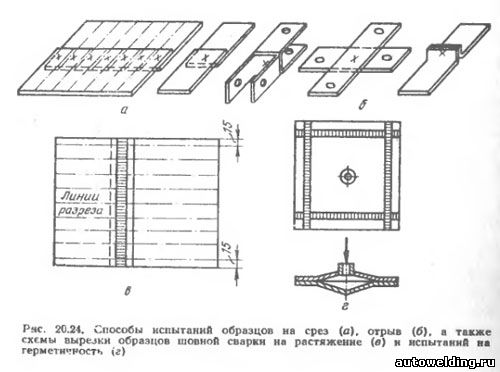
Технологическая проба — наиболее распространенный вид испытаний образцов или изделий. При этом разрушают сварные швы разными способами рис. 20.23), определяют размеры шва (диаметр ядра или ширину шва). Из образцов вырезают шлифы и по ним уточняют диаметр ядра и определяют его высоту, степень перекрытия точек в шве, наличие внутренних выплесков и несплошностей.

Механические испытания обычно проводят при статических нагрузках на срез (растяжение) или отрыв (рис. 20.24). Обычно испытывают 5—10 образцов, а разрушающую нагрузку сравнивают с допускаемой. При необходимости корректируют режим сварки и размеры ядра. Герметичность проверяют на образцах (рис. 20.24) или изделиях пневмо- или гидроиспытаниями, газовыми (гелиевыми или фреоновыми) течеискателями.
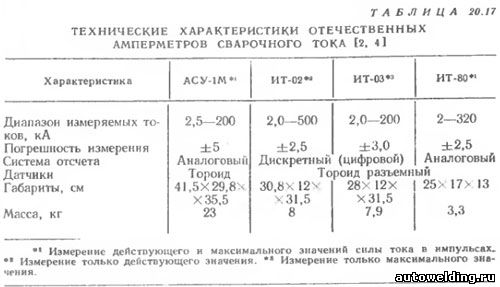
Параметры режима измеряют специальными приборами. Сварочный ток замеряют амперметрами (табл. 20.17), трансформаторами тока или с помощью шунтов и других средств. Известна также аппаратура, например КАСТ-2М, для автоматической регистрации отклонений тока от установленного значения.
Время сварки (протекания тока) измеряют осциллографами, счетчиками импульсов типа СИ-2, регистраторами времени РВС-1.
Для определения усилия сжатия при наладке и аттестации машин используют гидравлические и пружинные динамометры: ДПС-1 (≤50 кН), ДПС-2 (≤100 кН) и ДПС-3 (≤1 кН). Для измерений в процессе сварки применяют тензодатчики, установленные на элементы механической части машины (кронштейны, консоли и т. д.), датчики перемещения (потенциометрические, емкостные, индуктивные), устанавливаемые под консоль.
Обобщающие параметры процесса включают в себя такие характеристики, как перемещение подвижного (верхнего) электрода машины, электрические параметры (напряжение или сопротивление между электродами), степень поглощения ультразвука, уровень акустической эмиссии и т. д. Например, в СССР выпущены приборы ПКС-1, ПДК-3, ПДК-7м, АКС-1 для контроля диаметра ядра по уровню перемещения электрода, вызванного тепловым расширением металла. В последнее время за рубежом большое внимание уделяется системам контроля качества соединений стальных деталей по «динамическому» сопротивлению, отражающему кинетику изменения его в процессе точечной сварки. Обобщающие параметры можно использовать также при активном контроле (автоматическом регулировании, например автоматическом выключении тока по достижении заданного уровня перемещения электрода). Контроль соединений в готовых изделиях — весьма сложная проблема при контактной сварке. Для этой цели используется рентгеновское просвечивание. Обычно таким образом хорошо выявляются несплошности — трещины, раковины, выплески. Размеры ядра удается определить лишь при введении под нахлестку рентгеноконтрастных материалов в виде порошка (суспензии) или фольги с тяжелыми элементами — карбидами вольфрама, серебра, церием.
Из других способов неразрушающего контроля следует отметить попытки использовать вихревые токи для определения размеров ядра (например, прибором ДСТ-5РПИ) в соединениях из стали и сплавов алюминия. Однако при этом достоверность контроля во многом зависит от глубины вмятины, величин зазоров между деталями и т. п.
Проверка качества точечной сварки
ГОСТ Р ИСО 15614-12-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки
ТОЧЕЧНАЯ, ШОВНАЯ И РЕЛЬЕФНАЯ СВАРКА
Technical requirements and qualification of welding procedures for metallic materials. Welding procedure test. Part 12. Spot, seam and projection welding
Дата введения 2011-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ НУЦСК при МГТУ им.Н.Э.Баумана) и Национальным Агентством Контроля и Сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-12:2005* "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка" (ISO 15614-12:2005 "Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Введение
Международный стандарт ИСО 15614-12:2005 разработан Техническим комитетом СЕН/ТК 121 "Сварка" Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", Подкомитетом ПК 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки":
- Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов.
- Часть 2. Дуговая сварка алюминия и алюминиевых сплавов.
- Часть 3. Испытания процедуры дуговой сварки чугуна.
- Часть 4. Отделочная сварка алюминиевых отливок.
- Часть 5. Дуговая сварка титана, циркония и их сплавов.
- Часть 6. Медь и медные сплавы.
- Часть 7. Наплавка.
- Часть 8. Сварка соединений труб с трубной доской.
- Часть 9. Подводная гипербарическая мокрая сварка.
- Часть 10. Гипербарическая сухая сварка.
- Часть 11. Электронно-лучевая и лазерная сварка.
- Часть 12. Точечная, шовная и рельефная сварка.
- Часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
Настоящий стандарт является частью серии стандартов, которые приведены в ИСО 15607 (приложение А).
1 Область применения
Настоящий стандарт устанавливает, как именно технические требования к сварке могут быть оценены по испытаниям процедуры точечной, шовной и рельефной сварки.
Настоящий стандарт - часть серии стандартов, описание которой представлено в ИСО 15607 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и объективность аттестованной процедуры сварки для всех практических операций сварки, охваченных настоящим стандартом.
Испытания, требуемые для аттестации процедуры сварки конкретного изделия, зависят от применения и требований качества для данного изделия, которые должны быть установлены до проведения какой-либо аттестации.
Испытания необходимо проводить в соответствии с настоящим стандартом, если не требуется проведение более тщательных испытаний согласно основному применяемому стандарту или контракту.
Приемлемость применения принципов настоящего стандарта к другим процессам контактной сварки должна быть установлена до проведения какой-либо аттестации.
Примечание - Особенности применения (обслуживания), материал и производственные условия могут требовать проведения более полных испытаний, нежели это предписано настоящим стандартом.
Подобные испытания могут включать:
- испытания на усталость для соединений, сваренных точечной сваркой;
- размеры образцов и процедуру испытаний на удар, отрыв и срез для соединений точечной и рельефной сварки;
- испытания на изгиб;
- определение поверхностных трещин;
- ультразвуковые исследования, радиографию;
- химический анализ, коррозионные испытания;
- микроэкспертизу, включая сопротивляемость образованию горячим трещинам;
- испытания сварного изделия в целом или частями.
Настоящий стандарт включает следующие процессы сварки в соответствии с ИСО 4063:
- 21 - точечная контактная сварка;
- 211 - односторонняя точечная контактная сварка;
- 212 - двухсторонняя точечная контактная сварка;
- 22 - контактная шовная сварка;
- 221 - шовная сварка внахлестку;
- 222 - шовная контактная сварка с раздавливанием кромок;
- 225 - шовная контактная стыковая сварка по фольге;
- 226 - шовная контактная сварка с накладками;
- 23 - рельефная сварка;
- 231 - односторонняя рельефная сварка;
- 232 - двухсторонняя рельефная сварка.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 669:2000, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
Заменен на ISO 669:2016.
ISO 10447, Resistance welding - Peel and chisel testing of resistance sport and projection welds (Сварка контактная сопротивлением. Испытание на отрыв и обрубание сварных точек и соединений, полученных рельефной сваркой)
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Контроль качества контактной сварки
Отсутствие или малые размеры литой зоны при точечной и шовной сварке резко снижают прочность соединений. Наиболее опасным дефектом является отсутствие литой зоны — непровар в виде так называемой склейки (соединение без расплавления металла), которая может иметь нормальную прочность при статических нагрузках и разрушаться при действии переменных нагрузок и температур. Прочность соединения снижается также при наличии больших вмятин от электродов, разрывов и трещин кромки нахлестки, выплесков металла и наружных трещин. Выход литой зоны на поверхность снижает антикоррозионные свойства сварных соединений ряда алюминиевых и особенно магниевых сплавов.
Допустимость дефектов и необходимость их исправления зависит от степени ответственности данного соединения в конструкции сварного узла (изделия) и указывается в ТУ и действующих технологических инструкциях по сварке. В зависимости от вида, расположения и размера дефектов их исправляют повторной точечной или шовной сваркой; обработкой резанием дефектного места и последующей газовой или дуговой электросваркой в среде защитных газов; сверлением отверстий и постановкой заклепок; зачисткой поверхности сварных швов; термической обработкой сварного узла. Дефекты сварных узлов (изменение формы и размеров) исправляют путем местного нагрева, постановки «холостых точек», прокаткой между стальными роликами, а также правкой ударом и обжатием.
Для своевременного предупреждения образования дефектов необходимо контролировать операции технологического процесса, предшествующие сварке: подготовку формы и поверхности деталей, сборку и прихватку. Контроль подготовки поверхности особенно важен при точечной и шовной сварке легких сплавов. Его выполняют измерением сопротивления холодных деталей, совмещенных, как при сварке, и сжатых заданным усилием.
Контроль процесса сварки
Для контроля качества соединений в процессе сварки применяют следующие способы: внешний осмотр образцов и сварных узлов; разрушение образцов (технологическая проба); исследование макроструктуры металла сварных соединений на образцах; механические испытания образцов; измерение параметров режима; рентгеновское просвечивание образцов и сварных узлов; испытание на герметичность; выборочное разрушение узла (при приемке партии узлов).
Применение различных способов контроля и его объем определяют по степени ответственности сварных соединений (узлов) и записывают в картах технологического процесса. На производстве для контроля качества сварных соединений широко используют периодические испытания и исследования технологических образцов, свариваемых в тех же условиях, что и детали. Для того чтобы по результатам контроля технологических образцов можно было судить о качестве сварных соединений узла, необходимо обеспечить идентичность металла, формы, размеров сварного шва, подготовки поверхности и режима сварки технологических образцов и деталей узла.
Внешний осмотр соединений проводят невооруженным глазом или через лупу 7-10 - кратного увеличения. При осмотре проверяют расположение сварных точек и швов, форму и размеры вмятины от электродов (роликов), наличие наружных дефектов, зазоры между деталями.
Внешним осмотром соединений стыковой сварки выявляют дефекты геометрической формы (перекосы, смещения, укорочения), подгар поверхности, пережог металла стыка. После снятия заподлицо грата и усиления шва, полирования и травления могут быть выявлены трещины, окисные включения и местный непровар.
Размеры отпечатков от электродов (роликов) не могут служить объективным показателем качества сварного соединения. Однако изменение размеров отпечатков при неизменной настройке машины свидетельствует о нарушении процесса сварки (изменений рабочей поверхности электродов, параметров режима и т. п.) и о возможном изменении качества соединения. В этом случае сварку узла прекращают, сваривают технологический образец и подвергают его контролю.
Отпечатки сварных точек должны иметь круглую форму (допускается некоторая овальность), отпечатки шва — равномерную чешуйчатость. Если требуется, глубину вмятины от электродов измеряют индикатором часового типа. Нормальная глубина вмятины составляет 10—15% толщины деталей, а при сварке деталей неравной толщины может увеличиваться до 25%. На поверхности точек и швов не должно быть выплесков металла. Допустимы небольшие наружные выплески при шовной сварке деталей неравной толщины типа сильфонов с арматурой. При внешнем осмотре соединений рельефной сварки контролируют заполнение выштампованного
углубления рельефа. По степени его заполнения металлом можно судить о качестве соединения.

Качество соединений при подборе режима и в процессе сварки контролируют технологической пробой (разрушением образцов), позволяющей установить примерные размеры литой зоны (если она имеется) и характер разрушения соединения. Технологическую пробу для образцов точечных, рельефных и шовных соединений обычно выполняют в тисках с помощью зубила, молотка или специальных приспособлений (рис. 42). При этом разрушение соединения должно происходить по зоне термического влияния, основному (рис. 42, б—д) или литому металлу (при скручивании сварных точек, рис. 42, а, е).
При несквозном разрушении измеряют глубину впадины или высоту выступающей части металла соединения, и если она составляет не менее 30% толщины детали, то проплавление считается нормальным. Диаметр вырыва и ширина шва на разрушенных образцах должны быть не менее минимальных размеров литой зоны (см. табл. 1, 2). Следует отметить, что разрушение образцов соединений неравной толщины (при тонкой детали толщиной 0,1-0,5 мм) со сквозным вырывом еще не свидетельствует о наличии взаимной литой зоны, что может быть установлено только при металлографическом исследовании. Диаметр литого ядра, а также наличие выплесков, трещин и раковин можно определить по излому после скручивания сварных точек. По технологической пробе можно также оценить степень пластичности сварного соединения (по углу поворота образца, хрупкому разрушению).
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технологическая проба образцов стыковой сварки при плоских заготовках проводится на изгиб (рис. 42, ж) до разрушения или на угол 180°. При разрушении осматривают поверхность излома и сравнивают с эталоном. Трубчатые заготовки в месте стыка сплющивают ударами молотка или на прессе. Сварные заготовки инструмента (быстрорежущая) сталь + углеродистая сталь) контролируют путем удара об угол массивной металлической плиты.

Металлографические исследования макроструктуры сварных соединений проводят на шлифах для определения размеров литой зоны и выявления внутренних дефектов. Для этой цели сварные образцы разрезают перпендикулярно по центру сварной точки (рис. 43, а) или поперек и вдоль шва (рис. 43, б).
Образцы из черных металлов удобно разрезать абразивным отрезным кругом, а из легких и цветных сплавов — ножовкой или высокооборотными дисковыми пилами. При вырезке шлифов следует избегать сильного нагрева и деформации металла. Шлифы обрабатывают напильником и шлифуют шкуркой или на абразивном круге с резиновой основой.
После шлифования на поверхность шлифа наносят раствор травителя и после выявления литой зоны соединения шлиф промывают водой и сушат. На полученном макрошлифе должна быть отчетливо видна граница между литым и основным металлом. На продольном шлифе сварного шва должно быть видно перекрытие литых зон.
Диаметр литого ядра точек или ширину литой зоны шва d определяют на макрошлифах по линии соединения (рис. 44, а). На образцах более двух свариваемых деталей d находят раздельно для каждой пары соединенных деталей (рис. 44,б). Для соединения разноименных металлов d определяют как наименьший диаметр литой зоны (рис. 44, в).

Проплавление А равно отношению расстояния от линии соединения до границы литой зоны а на макрошлифе к толщине детали б. Проплавление вычисляют для каждой детали, входящей в соединение:
Для большинства металлов А должно быть в пределах 20-90%. При подборе режима сварки на технологических образцах рекомендуется иметь А = 40-70%. При сварке деталей неравной толщины проплавление А каждой детали должно быть не менее 20% толщины тонкой детали. При сварке трех и более деталей нормальным является сквозное проплавление средних деталей.
Величину перекрытия литых зон шва находят из выражения (рис. 44, г)

где b - неперекрытая часть литой зоны (определяют на продольном макрошлифе в любом месте шва); l - длина последней литой зоны шва.
Перекрытие В герметичного сварного шва должно быть в пределах 25-50%. Если последняя литая зона шва на шлифе отсутствует, то точно определить перекрытие невозможно.
Размеры литой зоны сварных соединений на макрошлифах устанавливают в заводской лаборатории (при отработке нового режима) с помощью микроскопа, а в цеховых условиях в процессе сварки узлов - с помощью лупы 10-кратного увеличения.
Высокая и стабильная прочность является основным показателем качества сварных соединений. Прочность соединений, полученных точечной, рельефной и шовной сваркой, зависит от размеров литой зоны, свойств литого металла и зоны термического влияния. Наибольшее влияние на прочность точечных соединений оказывает диаметр литого ядра. Прочность соединений шовной сварки на срез (разрыв) мало зависит от ширины литой зоны, так как уже начиная с ширины литой зоны, равной 50-60% рекомендуемой, соединения разрушаются с разрывом основного металла в зоне термического влияния.
Для большинства металлов прочность соединений практически не зависит от жесткости режима сварки. Исключение составляют закаливающиеся стали, чувствительные к термическому циклу сварки. Прочность соединений, полученных без расплавления (Т-образная и в крест рельефная и стыковая сварка), существенно зависит от режима сварки.
Прочность соединений определяют по результатам механических испытаний образцов на срез (разрыв) и реже на отрыв (точечные соединения) и ударную вязкость (соединения стыковой сварки). Образцы испытывают на специальных разрывных машинах в лаборатории механических испытаний. Образцы для испытаний точек на срез (5—10 образцов) выполняют одноточечными шириной 15—40 мм и длиной 75—150 мм (каждая пластина) соответственно для металла толщиной 0,5— 4 мм. Образцы для испытаний сварных швов на срез шириной 15—30 мм вырезают из карт с длиной шва 250—300 мм.
При испытаниях на срез сварные точки разрушаются как со срезом литого металла, так и с вырывом ядра (сквозным и несквозным) из основного металла. Со сквозным вырывом преимущественно разрушаются сварные точки на образцах пластичных металлов и малой толщины (0,3—0,8 мм). Однако четкого разграничения по характеру разрушения одноточечных образцов нет. Разрушение одноточечного образца по основному металлу свидетельствует о недостаточной ширине образца, и по нему нельзя судить о прочности точки. Образцы сварных швов при испытаниях на срез разрушаются только с разрывом по границе шва или по основному металлу. Срез шва свидетельствует о его малой ширине.
Для механических испытаний соединений стыковой сварки изготовляют стандартные образцы со стыком, расположенным в середине образца. Т-образные и крестообразные соединения рельефной сварки испытывают на разрыв в специальных приспособлениях.
Сварные соединения считают доброкачественными, если разрушающее усилие образцов не ниже минимально допустимого, которое устанавливают на 15—25% ниже средних показателей прочности (рис. 45). Механические испытания образцов обычно выполняют при отработке режима сварки нового металла, а также периодически в процессе сварки для проверки стабильности работы сварочного оборудования.
В связи с тем, что в большинстве случаев контактная сварка выполняется машиной автоматически, без вмешательства человека, качество соединений во многом зависит от стабильности установленных параметров режима сварки. В результате производственного опыта по контактной сварке допускаются следующие отклонения параметров режима (%):

Большинство параметров режима сварки характеризуется кратковременностью действия, а сварочный ток — несинусоидальной формой, поэтому измерение и контроль параметров часто не могут быть выполнены стандартной аппаратурой. Для этой цели разработаны и применяются специальные приборы.
7 распространенных дефектов точечной сварки
Контактная точечная сварка позволяет быстро сварить металл в определённых точках. Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.

Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.

Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Этапы процесса
Процесс соединения свариваемых элементов достаточно простой.
Подготовительный
- Подготовки поверхности к варке. Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
- Организации рабочего места. Пространство должно быть подготовлено согласно нормам, так как от этого зависит безопасность самого мастера. На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
- Соблюдении требований к форме мастера. Сварщик обязательно должен быть одет в специальный костюм и сварочную маску, которая защитит глаза от искр и яркого света.

Сварка деталей
Далее происходит непосредственно варка детали. Для выполнения сварочных работ элемент должен быть зафиксирован между электродами, затем на них подается ток. Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Если мастер понимает саму суть сварочных работ, то он может легко выполнить поставленную задачу. Очень важно соблюдать следующий принцип крепления деталей — после образования импульсом расплавленного металла необходимо несколько секунд подержать изделие под давлением для того, чтобы ядро успело застыть и скрепиться.
На каждый миллиметр общей толщины детали потребуется от 3 до 5 киловатт мощности. В отдельных случаях необходимы установки с показателями мощностью до 400 кВт. В зависимости от настроек и характеристик аппарата 1 мм толщины металла сваривается в среднем за 0,1-1 мм, что важно при сварке толстых деталей.
Распространенные дефекты
- Непровар поверхности частично либо полностью. Чаще всего непроваривание происходит по причине низкокачественных электродов, невысокой силы тока либо чрезмерным сжатием. Чаще всего дефект виден при осмотре, при помощи спец приборов можно понять насколько некачественный шов. Также при помощи прибора можно определить наличие непроваренных мест даже в визуально нормальном шве.
- Трещины. Это достаточно распространенные дефекты, которые появляются из-за использования высокого тока либо неочищенных деталей.
- Разрывы у кромок. Данный дефект является не очень распространённым, но также может встречаться. При расчёте, где будет сварочная точка, необходимо учитывать расстояние, которого хватит для создания качественного шва. На материалах различной толщины это расстояние будет разным.
- Внутренний выплеск. Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
- Наружные выплески. Достаточно очевидный дефект, который появляется по причине плохого зажатия металлических частей. Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
- Появление вмятин. Чрезмерное сжатие заготовки либо использование электродов небольшого диаметра приводит к появлению вмятин. Также из-за этих факторов может увеличиваться зона плавки, что приводит к возникновению дефектов на готовом шве.
- Прожиг. Это самый распространённый дефект. Причин появления данного дефекта может быть несколько, но чаще всего прожиг появляется по причине загрязненных поверхностей свариваемых частей либо кончика проводника.

Преимущества и недостатки
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.
При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.
Режимы выполнения сварочных работ и применяемые электроды
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.

Аппарат для точечной сварки
Существуют разнообразные приборы для сварки точечным способом, но все сварочные аппараты имеют схожую конструкцию. Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
В простом приборе может отсутствовать регулятор силы. В таком случае мастер самостоятельно регулирует силу сжатия и длительность воздействия на металл. Очень важно контролировать в процессе состояние электродов.
Многие мастера используют самодельную точечную сварку, которая изготавливается всего за 20-30 минут. Благодаря несложной конструкции аппарат можно сделать самостоятельно.
Основной частью самодельного аппарата является трансформатор. Чаще всего умельцы используют трансформатор от микроволновки. Тип трансформатора не столь важен, главное — мощность. Оптимальным параметром является показатель 0,9-1 кВт. От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
Вторичную обмотку потребуется сделать самостоятельно. Для этого берётся медный провод большей толщины, диаметр которого составляет не менее 1 см. После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.

Итоги
Точечная сварка — отличный способ соединить металлические детали различной толщины. Даже если нет под рукой профессионального аппарата, то легко изготовить самодельный. Немного усилий и деталей от микроволновой печки, и практичный агрегат будет готов.
Читайте также: