Просушка перед сваркой независимо от температуры окружающего воздуха
10.3.1 Порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву, требования к персоналу определяются нормативными документами ОАО «Газпром» и настоящим разделом.
10.3.2 Для предварительного, сопутствующего (межслойного) подогрева кромок свариваемых соединений следует применять:
- при толщинах стенки до 17,0 мм - газопламенные нагревательные устройства (кольцевые и плоские газовые подогреватели, одноплеменные горелки и др.), а также установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
- при толщинах стенки св. 17,0 до 22,0 мм при температуре воздуха выше 0 °С - установки индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия или газопламенные нагревательные устройства (кольцевые газовые подогреватели, одноплеменные горелки и др.);
- при толщинах стенки св. 17,0 до 22,0 мм при отрицательных температурах воздуха - установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
- при толщинах стенки св. 22,0 мм при любых температурах воздуха - установки индукционного нагрева.
10.3.3 Выбор оборудования для предварительного и сопутствующего (межслойного) подогрева выполняется производителями сварочных работ. Оборудование должно обеспечивать равномерный предварительный подогрев свариваемых соединений по толщине стенки и периметру в зоне шириной не менее 150 мм (т.е. не менее 75 мм в каждую сторону от свариваемых кромок), и, если необходимо, подогрев в процессе выполнения прихваток и межслойный подогрев в процессе сварки.
10.3.4 При проведении подогрева установками индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия в случаях прекращения энергообеспечения или при выходе из строя установок нагрева, допускается выполнять нагрев газопламенными нагревательными устройствами (кольцевыми газовыми подогревателями, одноплеменными горелками и др.) до возобновления энергообеспечения или замены вышедшего из строя оборудования, но не более, чем до конца рабочей смены или полного завершения сварного шва.
10.3.5 Подогрев не должен нарушать целостность изоляции. При применении газопламенных нагревательных устройств (горелок) следует применять термоизоляционные материалы (термоизолирующие пояса) и/или боковые ограничители пламени. Максимальная температура нагрева трубы в месте начала заводского изоляционного покрытия труб не должна превышать +100 °С.
10.3.6 Температура предварительного подогрева свариваемых кромок труб, СДТ, ЗРА перед выполнением прихваток, первого (корневого) слоя шва должна соответствовать:
а) требованиям таблицы 10.3 - для ручной дуговой сварки электродами с основным видом покрытия и механизированной сваркой проволокой сплошного сечения в углекислом газе,
б) требованиям таблицы 10.4 - для ручной дуговой сварки электродами с целлюлозным видом покрытия;
в) +50 +30 С независимо от температуры окружающего воздуха - для автоматической двухсторонней сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования фирм «CRC-Evans AW», «Autoweld Systems», а также для автоматической односторонней сварки проволокой сплошного сечения в защитных газах сварочными головками М300-С, М300 фирмы «CRC-Evans AW», комплексами оборудования «CWS.02» фирмы «PWT», «Saturnax» фирмы «Serimax»;
г) +50 +30 °С при температуре окружающего воздуха ниже 0 °С и/или при наличии влаги на свариваемых кромках - для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах типа БТС;
д) +100 +30 °С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок до 27,0 мм включ.,
е) +150 +30 °С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок св. 27,0 мм;
ж) требованиям таблицы 10.5 - при сварке труб с ЗРА.
Таблица 10.3 - Температура предварительного подогрева при ручной дуговой сварке электродами с основным видом покрытия и механизированной сварке проволокой сплошного сечения в углекислом газе первого (корневого) слоя шва, прихваток соединений труб, труб с СДТ
Стальные газопроводы
7.49 Для соединения труб применяют дуговую (ручную, полуавтоматическую, автоматическую под флюсом) и газовую сварку, стыковую контактную сварку оплавлением, сварку в среде и пайку.
Типы, конструктивные элементы и размеры сварных соединений стальных газопроводов должны соответствовать ГОСТ 16037 и рекомендациям настоящего раздела.
7.50 Технология сварки газопроводов включает: подготовку труб к сварке, сборку стыков, базовую сварку труб в секции и сварку труб или секции в нитку.
При сварке труб условным диаметром более 400 мм двумя сварщиками каждый из них должен поставить (наплавить или выбить) по номеру (клейму) на границах своего участка.
Подготовка труб и деталей к сборке и сборка стыков
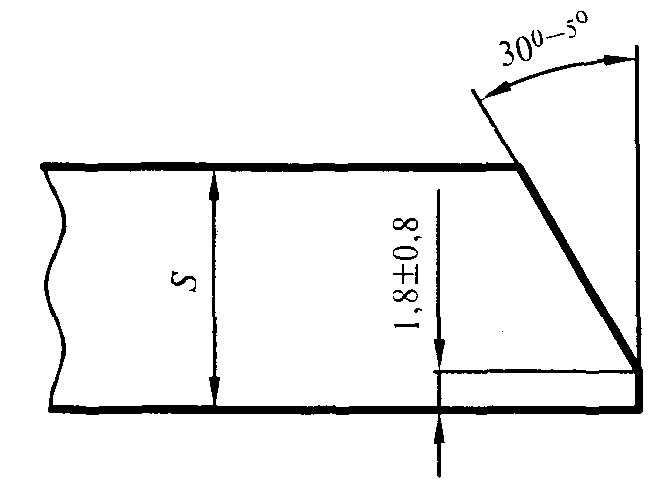
7.51 Подготовка кромок под стандартную разделку (рисунок 9) выполняется механической обработкой или газовой резкой с последующей зачисткой шлиф-машинкой.
- очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб, деталей газопроводов, патрубков, арматуры на ширину не менее 10 мм;
- очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
7.53 Сборку стыков труб производят на инвентарных лежках с использованием наружных или внутренних центраторов.
Допускаемое смещение кромок свариваемых труб не должно превышать величины мм, где S - наименьшая из толщин стенок свариваемых труб.
7.54 Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
Сварка труб или труб с соединительными деталями и патрубками арматуры с большей разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлесточные соединения "труба в трубу" размеров d 50x40, 40x32, 32x25, 25x20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 и выполнением следующих требований:
- на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
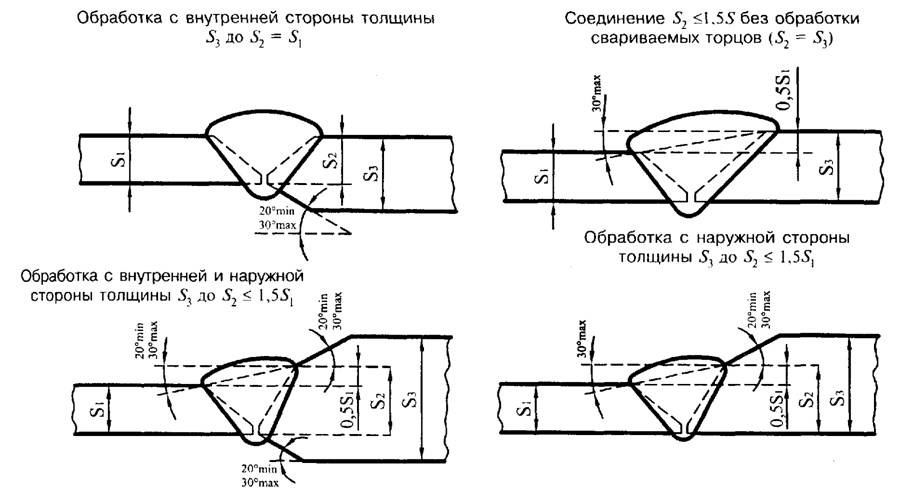
- соединения свариваемых торцов после специальной подготовки (утонении) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки до толщины свариваемого торца (рисунок 10), которая не превышает 1,5 толщины менее толстостенного элемента .
7.55 Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
7.56 Для закрепления труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве:
Высота прихватки должна составлять 1/3 толщины стенки трубы, но не менее 2 мм; длина прихватки - 20 - 30 мм при диаметре стыкуемых труб до 50 мм; 50 - 60 мм - при диаметре стыкуемых труб более 50 мм.
7.57 При сборке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого шва без прихваток. Если в процессе сборки и установки технологического зазора прихватка была произведена, она должна быть полностью вышлифована и заварена вновь при сварке корневого шва.
7.58 Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб производится просушка или подогрев торцов труб и прилегающих к ним участков.
7.59 Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре скоростью свыше 10 м/с можно выполнять при условии обеспечения защиты места сварки от влаги и ветра.
7.60 Необходимость предварительного подогрева стыков определяют в зависимости от марок стали свариваемых труб, подразделяющихся на следующие группы:
- I - трубы из спокойных (сп) и полуспокойных (пс) сталей марок: Ст1, Ст2, Ст3, Ст4 по ГОСТ 380; 08, 10, 15 и 20 по ГОСТ 1050;
- Ill - трубы из низколегированных сталей марок: 09Г2С, 16 ГС, 17 ГС, 17Г1С и др. по ГОСТ 19281; марки 10Г2 по ГОСТ 4543.
Предварительный подогрев стыков производят при сварке труб с толщиной стенки от 5 до 10 мм электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха: ниже минус 20°С - для труб I и II групп, ниже минус 10°С - для труб III группы.
Температура предварительного подогрева при сварке корневого слоя шва электродами с основным видом покрытия
2.2.19. Температуру предварительного подогрева перед сваркой труб из различных марок сталей или разностенных труб, каждая из которых должна быть подогрета на различную температуру, устанавливают по ее максимальному значению.
2.2.20. Параметры предварительного подогрева при полуавтоматической сварке в углекислом газе определяют по табл. 7, регламентирующей подогрев при сварке корневого шва электродами с основным видом покрытия.
2.2.21. Температуру подогрева свариваемых кромок нужно контролировать контактными термометрами (например, ТП-1, ТП-2 или термокарандашами).
Замерять температуру следует на расстоянии 10 - 15 мм от торца трубы; место замера необходимо предварительно зачистить металлической щеткой.
2.2.22. Если при замере температуры непосредственно перед сваркой будет обнаружено, что температура стыка оказалась ниже установленной в табл. 6 и 7, то необходим повторный нагрев.
2.3. Сварочные материалы
2.3.1. Дня сварки кольцевых стыков магистральных и промысловых трубопроводов разрешено применять следующие виды сварочных материалов, предусмотренные проектом и прошедшие приемку и оценку качества перед их применением согласно требованиям приложения 4:
электроды с целлюлозным видом покрытия (Ц) для ручной дуговой сварки неповоротных стыков или с основным видом покрытия (Б) для ручной дуговой сварки поворотных и неповоротных стыков*(2);
самозащитную порошковую проволоку для автоматической и механизированной сварки неповоротных стыков труб с принудительным формированием шва;
2.3.2. Сварочные материалы должны соответствовать требованиям проекта, в котором могут быть предусмотрены следующие нормативные документы:
ГОСТ 9466-75 "Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования";
2.3.3. Сварочные материалы (электроды и порошковую проволоку) следует хранить преимущественно в отапливаемых помещениях при температуре не ниже +15°С в условиях, предохраняющих от загрязнения, увлажнения, ржавления и механических повреждений.
2.3.4. Электроды и порошковую проволоку следует хранить в упаковке завода-изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
2.3.5. Мотки (бухты, катушки) проволоки сплошного сечения необходимо хранить на складе в упаковке завода-изготовителя. Приемка мотков (бухт, шпуль, катушек) проволоки должна быть осуществлена только при наличии металлической бирки с указанием наименования товарного знака предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии.
2.3.6. Флюсы необходимо хранить в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах, ларях.
2.3.7. Порошковая проволока должна быть уложена в герметизированную жестяную банку отдельными мотками массой 10 кг и не более 35 кг. Банки с проволокой должны храниться на стеллажах. К мотку должна быть привязана бирка, на которой указывают марку порошковой проволоки, номер партии, дату изготовления. Мотки должны быть упакованы в мешки из полиэтиленовой пленки. В каждый полиэтиленовый мешок должен быть уложен матерчатый мешок с прокаленным селикагелем в количестве 0,5% от массы проволоки.
2.3.8. Сварочные электроды, флюсы, порошковую проволоку непосредственно перед их выдачей в производство необходимо сушить (прокаливать) согласно режимам, приведенным в табл. 8.
Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов
Сварка каждого слоя шва выполняется одновременно не менее чем двумя сварщиками.
Освобождать жимки центратора разрешается после завершения сварки __ % периметра корневого слоя шва. В случае сварки термоупрочненных труб освобождать жимки центратора следует после сварки корневого слоя по всему периметру стыка.
Рекомендуется осуществлять сварку без прихваток. В случае сварки с прихватками их количество должно быть не менее трех, а длина каждой __ мм. Режим сварки - как для корневого слоя шва.
Разрешается оставлять незаконченными сварные соединения, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
Температура на кромках труб перед сваркой корневого слоя шва (выполнения прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения.
Межслойная температура должна составлять не менее __ °С и не более __ °С.
При проведении работ не должна нарушаться целостность изоляции.
Электроды перед использованием должны быть прокалены при температуре __ °С в течение __ ч.
• Устранить шлифованием на наружной поверхности торцов труб царапины, риски, задиры глубиной до __ % от нормативной толщины стенки, но не более минусового допуска на толщину стенки по ТУ или ГОСТ.
• Забоины и задиры кромок глубиной до __ мм ремонтировать электродами с основным видом покрытия типа Э50А (Е7016) 2,5-3,25 мм с предварительным подогревом согласно требованиям раздела «Предварительный подогрев».
• Зачистить отремонтированные кромки труб шлифованием, при этом должна быть восстановлена требуемая разделка кромок, а толщина стенки трубы не должна быть выведена за пределы минусового допуска.
• Наружное усиление заводского шва сошлифовать «заподлицо» с поверхностью трубы на длине __ мм от торца.
• Замер температуры торцов труб осуществлять не менее чем в трех точках по периметру стыка на расстояние ___ мм от торцов труб.
• Смещение кромок должно быть равномерно распределено по периметру стыка. Максимальная величина распределенного смещения не должна превышать __ от нормативной толщины стенки;
• Выполнить сварку корневого слоя шва электродами с основным видом покрытия;
• Тщательно зашлифовать абразивным кругом корневой слой шва;
• Осуществить визуальный контроль корневого слоя шва изнутри трубы. При необходимости выполнить подварку изнутри трубы электродами с основным видом покрытия участков, имеющих непровары, несплавления и смещения кромок более __мм. Подваренный слой должен иметь ширину ___ мм и усиление __ мм;
• Выполнить сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия;
• Производить послойную зачистку слоев от шлака и брызг;
2. Направление сварки для корневого, заполняющих и облицовочного слоев шва - на спуск; подварочного слоя шва - «на подъем».
3. Сварка каждого слоя шва выполняется одновременно не менее чем __ сварщиками.
4. Рекомендуется осуществлять сварку без прихваток. В случае невозможности осуществления сварки без прихваток их количество должно быть не менее __, а длина каждой __ мм. Режим сварки - как для корневого слоя шва.
5. Разрешается оставлять незаконченными сварные соединения в случае, если высота сварного шва составляет не менее толщины стенки трубы.
6. Температура на кромках труб перед сваркой корневого слоя шва (выполнения прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения.
7. Межслойная температура должна составлять не менее __ °С и не более __ °С.
8. Допускается использование труб с V-образной разделкой кромок после механизированной газовой резки и последующей обработкой шлифмашинкой. При этом угол скоса кромки должен составлять __ °.
9. При проведение работ не должна нарушаться целостность изоляции.
10. Перед выполнением облицовочного слоя следует недозаполнить разделку на 1-2 мм в нижнем и потолочном положениях.
11. Не допускается приваривать обратный кабель к телу трубы.
Скорость изменения заднего фронта импульса ___. Установка параметра горячего старта __.
• Устранить шлифованием на наружной поверхности неизолированных торцов труб царапины, риски, задиры глубиной до __ % от нормативной толщины стенки, но не более минусового допуска на толщину стенки по ТУ или ГОСТ;
• Забоины и задиры фасок глубиной до __ мм ремонтировать электродами с основным видом покрытия типа Э60 диам. __ мм с предварительным подогревом до __°С;
• Зачистить отремонтированные поверхности кромок труб шлифованием, при этом должна быть восстановлена заводская разделка кромок, а толщина стенки трубы не должна быть выведена за пределы минусового допуска;
• Концы труб с забоинами и задирами фасок более __ мм или вмятинами более _ мм следует обрезать, а образовавшуюся кромку обработать станком типа СПК или шлифмашинкой с восстановлением заводской формы разделки кромок;
• Смещение кромок должно быть равномерно распределено по периметру стыка. Максимальная величина распределенного смещения не должна превышать ___ мм (___ % от нормативной толщины стенки).
• Собрать стык с зазором __ мм.
• При сборке на наружном центраторе в окнах центратора равномерно по периметру стыка выполнить ручной дуговой сваркой «на подъем» прихватки электродами типа Э50А 2,5-3,25 мм. Количество прихваток должно быть не менее ___, а длина каждой ___ мм. Режим сварки - как для корневого слоя шва.
• При использовании внутреннего центратора выполнить сварку корневого слоя шва проволокой сплошного сечения в среде углекислого газа методом STT «на спуск» без сварки прихваток. Сварка выполняется одновременно двумя сварщиками, при этом каждый сварщик сваривает один из полупериметров трубы.
• В месте начала выполнения корневого слоя шва вторым сварщиком (положение 0 ч) полностью вышлифовать первые 1-2 см шва, выполненные первым сварщиком, и далее сошлифовать до минимально возможной величины верхнюю часть шва на длине не менее 2 см для обеспечения плавного выхода на сварку второй полуокружности трубы.
• В месте выполнения «замка» вторым сварщиком (положение 6 ч) сошлифовать до минимально возможной толщины участок корневого слоя шва на длине не менее 2 см, выполненный первым сварщиком.
• Произвести тщательную обработку абразивным кругом поверхности корневого слоя шва.
• Провести визуальный контроль корневого слоя шва снаружи и изнутри трубы. Усиление корневого слоя шва изнутри трубы должно составлять __ мм при ширине __ мм.
• При необходимости провести ручную подварку дефектных участков, имеющих поверхностные дефекты, непровары, несплавления, электродами типа Э50А 3,0-4,0 мм на постоянном токе обратной полярности. Сварочный ток: __ А - при сварке электродами 3,0 / 3,2 мм; __ А - при сварке электродами 4,0 мм. Подваренный слой должен иметь ширину __ мм и усиление __ мм.
• Выполнить сварку самозащитной порошковой проволокой «на спуск» первого и последующих заполняющих слоев шва.
• Место начала и окончания процесса сварки каждого слоя (замок шва) должно располагаться на расстоянии не менее __ мм от замков предыдущего слоя шва.
• По завершении каждого прохода производить послойную зачистку от шлака и брызг. При этом после выполнения первого заполняющего слоя зачистка производится абразивным кругом или дисковой проволочной щеткой, всех последующих слоев - дисковой проволочной щеткой.
• Перед наложением облицовочного слоя выполнить сварку порошковой проволокой корректирующего слоя в положениях __ ч и __ ч (ориентировочно). Расположение корректирующего слоя зависит от толщины стенки труб и особенности заполнения разделки каждым сварщиком.
Подготовка труб и деталей к сборке и сварке стыков
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлифмашинкой.
Схема обработки кромки
Перед сборкой труб необходимо:
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, обрезают.
При температуре воздуха ниже минус 5 °С правка концов фуб без их подогрева не рекомендуется.
Сборку стыков труб производят на инвентарных лежнях с использованием наружных или внутренних центраторов.
Допускаемое смещение кромок свариваемых фуб не должно превышать величины 0,155 + 0,5 мм, где 5 — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных фуб или труб с соединительными деталями допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает
2,0 мм). Сварка фуб или труб с соединительными деталями и патрубками арматуры с большей разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлес- точные соединения «фуба в трубе» размером */50х40, 40x32, 32x25, 25x20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 с выполнением следующих требований:
- просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
- величина нахлеста по длине соединяемых труб не менее 3 см;
- на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
- соединение свариваемых торцов после специальной подготовки (утонения) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки S3 до толщины S2 свариваемого торца, которая не превышает 1,5 толщины менее толстостенного элемента S1.
Обработка свариваемых торцов труб
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем:
- на 15 мм — для труб диаметром до 50 мм;
- 50 мм — для труб диаметром от 50 до 100 мм;
- 100 мм — для труб диаметром свыше 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
При закреплении труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве:
- для труб диаметром до 80 мм — 2 шт.;
- для труб диаметром свыше 80 мм до 150 мм — 3 шт.;
- для труб диаметром свыше 150 мм до 300 мм — 4 шт.;
- для труб диаметром свыше 300 мм — через каждые 250 мм.
Высота прихватки должна составлять */3 толщины стенки трубы,
но не менее 2 мм; длина прихватки 20-30 мм при диаметре стыкуемых труб более 50 мм.
При сварке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого шва без прихваток. Если в процессе сборки и установки технологического зазора прихватка была произведена, она должна быть полностью вышлифована и заварена вновь при сварке корневого шва.
Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб производится просушка или подогрев торцов труб и прилегающих к ним участков путем нагрева до 50 °С:
- при наличии влаги на трубах — независимо от температуры окружающего воздуха;
- при температуре окружающего воздуха ниже плюс 5 °С.
Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре свыше 10 м/с можно выполнять при условии обеспечения зашиты места сварки от влаги и ветра.
Необходимость предварительного подогрева стыков определяют в зависимости от марок стали свариваемых труб, подразделяющихся на следующие группы:
- I — из спокойной (сп) и полуспокойной (пс) стали марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380; 08, 10, 15 и 20 по ГОСТ 1050;
- II — из кипящих (кп) сталей марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380;
- III — из низколегированных сталей марок: 09Г2С, 16ГС, 17ГС, 17Г1С и др. по ГОСТ 19281; марки 10Г2 по ГОСТ 4543.
Предварительный подогрев стыков производят при сварке труб с толщиной стенки от 5 до 10 мм электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха: ниже минус 20 °С — для труб I и II групп; ниже минус 10 °С — для труб III группы.
При сварке при температуре минус 10 °С подогрев труб с толщиной стенки более 10 мм обязателен. Минимальная температура подогрева должна составлять 10 °С и измеряться на расстоянии 5-10 мм от кромки трубы. Температуру предварительного подогрева контролируют контактными термометрами или термокарандашами (ТУ 6-10-1110). Место замера температуры контактными термометрами нужно предварительно зачистить металлической щеткой.
Если необходимы и просушка, и подогрев стыка, то производится только подогрев стыка. Не рекомендуется зажигать дугу с поверхности трубы. Дуга зажигается с поверхности разделки кромок или же с поверхности металла уже выполненного шва. При применении для сборки стыка наружных центраторов снимать их допускается после сварки не менее 50% стыка. При этом отдельные участки шва равномерно располагают по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сваренные участки защищают, а концы швов прорезают шлифмашинкой. До полного завершения корневого слоя шва не рекомендуется перемещать свариваемый стык.
Для предупреждения образования дефектов между слоями сварного шва перед выполнением каждого последующего слоя поверхность предыдущего слоя очищают от шлака и брызг. Для облегчения удаления шлака рекомендуется подбирать режимы сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев.
Начало и конец кольцевого сварного шва отстоят от заводского шва трубы (детали, арматуры) не ближе:
- 50 мм— для диаметров менее 400 мм;
- 75 мм — для диаметров 1000 мм;
- 100 мм — для диаметров более 1000 мм.
Места начала и окончания сварки каждого слоя («замки» шва) располагают для труб диаметром 400 мм и более не ближе 100 мм от «замков» предыдущего слоя шва; для труб диаметром менее 400 мм — не ближе 50 мм.
Читайте также: