Присадочная проволока для сварки аргоном меди
Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке (читайте АрДС для чайников) необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись.
Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь и ее сплавы.
Остановимся на каждом из них подробнее.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне.
Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали.
Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств.
Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы. Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин. Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту.
Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа,
Предел прочности: 265 Мпа,
Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 :
Предел текучести: 55 Мпа,
Предел прочности: 65 Мпа,
Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
- Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
- Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Сварка меди
В интернете вы найдете много информации по сварке меди, только вот 90% из этой информации – теория, переписанная еще с советской литературы или ей подобной. Практические советы приходится собирать по крупицам. А что самое главное в сварке? Правильно, практика и немного теории.
Что утверждается не без оснований: медь имеет высокую теплопроводность и электропроводность, требуются высокие токи. Может возникнуть проблема ее ломкости в горячем состоянии. Активно растворяет в себе кислород с образованием закиси меди и водород даже несмотря на защиту аргоном. Причем окисляется поверхностный слой зерен металла, образуется Cu+Cu2O. В связи с тем, что Cu2O имеет температуру плавления выше на 20 градусов, чем Cu, металл склонен к образованию горячих трещин.
При сварке меди используют также азотно-дуговую сварку. Азот, используемый в качестве инертной среды, обеспечивает лучшую защиту сварочной ванны, более глубокое проплавление при одном и том же токе. Но есть и недостатки: нестабильность дуги, низкая скорость сварки. Поэтому, по-прежнему, для сварки меди используют аргон, так как с ним работать проще, если сравнивать с азотом, и он стоит дешевле, чем гелий.
Теоретически, какая бы надежная газовая защита не была обеспечена, ее все-таки недостаточно: кислород и водород все-равно насыщают расплавленную медь. Для того, чтобы вывести эти вредные газы нужны раскислители. Вот почему не рекомендуется использовать для сварки меди чистую медь как присадочный материал, а с добавлением легирующих элементов. Например, присадочный медный пруток CuSi3 (CuSi3Mn1; БрКМц3-1; ESAB OK Tigrod 19.30) содержит 3,4% кремния и 1,1% марганца, которые связывают кислород и выводят его из расплава.
Химический состав CuSi3:
Механические свойства:
Rm 330-370 МПа
Но это не значит, что для сварки нельзя использовать проволоку из медного кабеля или провода, путем снятия диэлектрической изоляции. Сварка в этом случае получается удовлетворительная.
Поверхность медного изделия зачищают до идеального состояния (перед вами должен быть чистый не окисленный блестящий металл).
Подбирать ток лучше не по толщине изделия, а опытным путем. Может показаться, что высокая теплопроводность потребует высокого тока, но не забывайте, что и температура плавления меди ниже, чем у стали. Если дать ток, когда медь хорошо плавится, вполне вероятно, что через несколько десятков миллиметров шва вы прожжете металл. Если же ток будет небольшой, придется долгое время разогревать деталь, пока не начнется процесс оплавления – результатом будет пористость шва. Нужно подобрать оптимальное значение тока между перегревом и недогревом. Подбирать режимы лучше на подходящих отходах производства, а не на деталях, во избежание их порчи. Ориентировочно ток для меди немного меньше, чем для углеродистой стали, хотя опять же, это напрямую зависит от скорости сварки. Для сварки красной меди также понадобятся гораздо большие токи.
Как уже было сказано, медь не любит воздействия воздуха. Используйте газовые линзы или сопла с широким каналом для более основательной защиты.
Медные трубопроводы варят следующим способом: скорость небольшая, периодически добавляют присадку. Как только присадка попала в ванну, ее плавят круговыми или другими движениями. Формируют небольшие валики с перехлестом не менее 1/3. Если сварку вести сплошным швом, велика вероятность получить сквозной прожег.
Великолепно, если ваш инвертор поддерживает импульсный режим работы. Он сильно облегчает процесс. Ток импульса выставляется достаточный для полного расплавления прутка, а время между импульсами побольше, чтобы медь успевала остывать.
Не забывайте про правильную заварку кратера шва. Резкий обрыв дуги приведет к образованию раковины. Если в вашем инверторе есть одноименная функция, настройте оптимальную величину спада тока. Если же такая функция отсутствует, придется кратер заваривать вручную, постепенно увеличивая длину дуги с последующим ее отводом в сторону.
Сварка бронзы
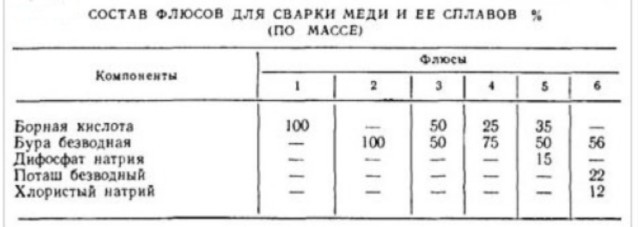
При пайке бронзы в качестве припоя чаще всего используют латунь или медь с тетраборатом натрия, который в народе известен под названием «бура» и играет роль флюса. При аргонной сварке оловянистых или кремнистых бронз необходимо применять присадочный материал – пруток CuSi3 (CuSi3Mn1).
Безоловянную бронзу БрКМц варят, естественно, также прутком CuSi3Mn1 на постоянном токе (можно с добавлением флюса 34А или ПВ209), для сварки алюминиевой бронзы БрАЖМц10-3-1,5 понадобится «переменка» и присадка Бр АМц.
Бронза хорошо варится методом TIG (у нее низкая температура плавления, при сварке нужно быть предельно внимательным, потому что сплав склонен к перегреву).
Если после сварки шов треснул, необходимо выполнить предварительный подогрев детали на 250 -350 о С. Но в большинстве случаев он не играет такой ролик, как отжиг при температуре 450 – 500 о С после сварки. Эта операция в большинстве случаев является обязательной для снятия внутренних напряжений и «перезапуска» структуры сплава.
Будьте внимательны. При нагреве оловянистых бронз до 550 о С происходит выплавление легкоплавкого компонента – олова. В связи с этим образуются многочисленные дефекты (поры, раковины).
Если несмотря на термическую обработку шов трескается, значит неудачно подобран присадочный материал и его необходимо заменить. В таком случае нужно удалить наплавленный металл (выполнить разделку болгаркой до удаления присадки). Если трещина проходит через кратер шва, необходимо отвести горелку в сторону основного металла.
Читайте про сварку латуни в отдельной статье.
Сварка магния
Магний – металл серебристо -белого цвета. В чистом виде, без примесей, он редко применяется. Зато в сплавах – часто. Магний в четыре раза легче стали, при этом магниевые сплавы обладают высокой прочностью, благодаря чему они популярны в первую очередь в автомобильной и авиационной промышленности, где стоит первоочередная задача снизить вес изделия. Также они используются в бытовой технике, пневмо- и электроинструменте и т.д.
Рядовые сварщики со сваркой магния сталкиваются не часто, но время от времени могут принести подварить что-нибудь подобное. Поэтому коротко расскажем о том, как сварить этот металл.
Магний часто сравнивают с алюминием. У этих металлов действительно есть общее – это относительно низкая температура плавления, около 600 — 650 °С и очень тугоплавкий окисел: MgO плавится при 2800°С. Однако плотность расплава у магния ниже, чем у алюминия.
Присадку и детали подготавливают химическим травлением.
Сварку магния ведут переменным током на короткой дуге (так лучше удаляется окисел и эффективней газовая защита). Жидкотекучесть при расплавлении у него высокая, практически, как у воды. Поэтому для формирования обратного валика используют подкладки из стали с канавкой. Сварку деталей толщиной 5-6 мм производят без разделки кромок соединения с подкладкой. Свыше 6 см выполняют V-образную разделку. Прочность сварных швов составляет 60-80% от основного металла.
Присадочный материал
Магниевая присадка – вещь редкая, дефицитная и дорогая. Продается очень мало где, и найти ее трудно. Простым алюминиевым прутком магний не варится. Что же делать, если принесли ремонтировать изделие, а отсутствуют необходимые для этого материалы? Казалось бы, безвыходная ситуация и в ремонте придется отказать. Но не спешите с выводами. Все необходимое вы можете достать в ближайшем магазине сантехники. Приобрести там нужно магниевый анод для водонагревателя, который можно распилить на «лапшу», зачистить – вот и готова присадка!
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.

Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.

Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
TIG-сварка черных металлов: выбор присадочного материала, режимы сварки, технология процесса
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Технология TIG-сварки
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
- (до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры. (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Как сварить медь аргоном? Особенности технологии
Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!

Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
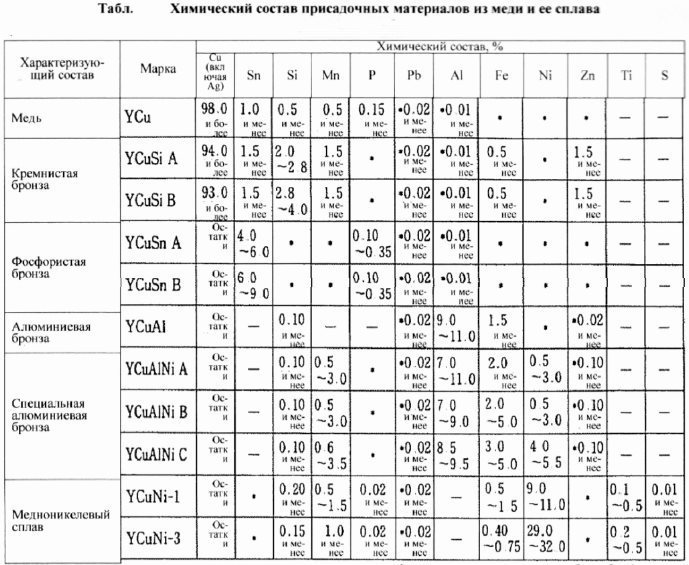
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
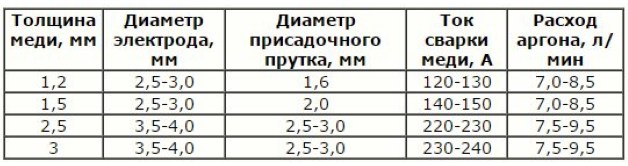
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Если сварка медных труб будет выполняться сплошным швом, то можно получить прожог металла.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Читайте также: