Припой для сварки алюминия аргоном
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
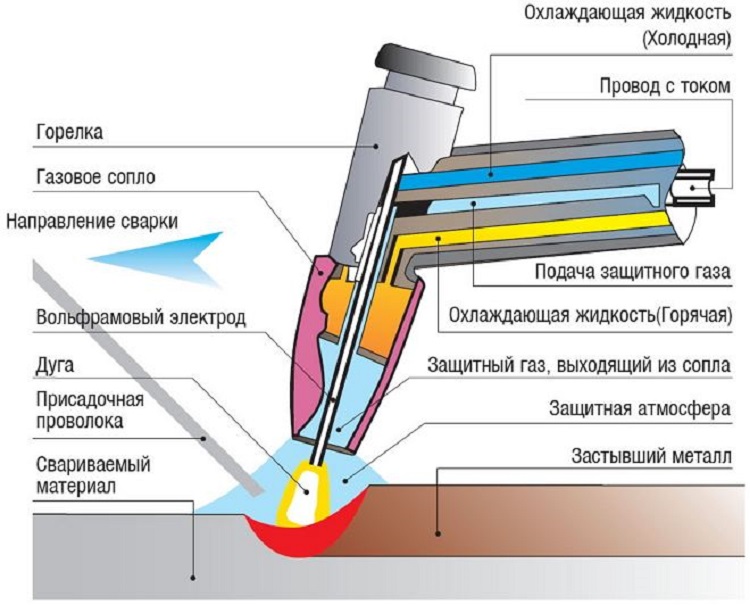
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Правила удержания электрода и присадочной проволоки
Инструкция по сварке алюминия аргоном

Сварка алюминия для начинающего, кажется, довольно сложной задачей.
Но если ответственно подойти к делу и следовать нашим рекомендациям, всё получится с первого раза. А практикуясь и в дальнейшем, Вы сможете овладеть этой технологией в совершенстве.
Однако прежде чем начать всё-таки следует получить практический опыт работы с другими металлами.
Только «набив» руку и изучив основные приёмы можно браться за освоение сварки алюминия, поскольку этот металл более капризный.
Что нужно для новичков?
В этой статье мы рассмотрим самый распространенный вариант - сварку алюминия аргоном.
Полезно знать! TIG-сварка обеспечивает красивый и качественный сварочный шов.
Для этого Вам понадобится:
- TIG-инвертор;
- специальная горелка для аргона;
- баллон с самим аргоном (он соединяется с горелкой при помощи особого шланга, и располагается на безопасном расстоянии);
- присадочная проволока (должна соответствовать по характеристикам составу обрабатываемого сплава).
Электроды и защитные газы
Для сварки алюминия используют только неплавящиеся электроды и защитные газы - вольфрамовый или угольный электрод и аргон.
Этот газ обеспечивает самые лучшие результаты по качеству соединения алюминия. Он гарантирует формирование уникальной защитной среды вокруг сварочной ванны, которую не может пробить ни кислород, ни другие негативные внешние факторы. Его также можно использовать для подогрева металла до и после сварки.
При выборе электродов имейте ввиду, что они бывают трех маркировок:
- WT 20 (с красным наконечником);
- WC 20 (с серым);
- WL 15 (с жёлтым).

Подробная инструкция по сварке алюминия аргоном
Многолетняя практика сварщиков вывела определенные правила и инструкции. Если Вы - новичок в сварке, то мы советуем строго их придерживаться.
Также важно немного потренироваться. Сделайте несколько тренировочных нанесений припоя на пробную заготовку, и Вы сможете выполнить дальнейшую работу довольно качественно.
Ниже мы подробно расскажем как сваривать алюминий аргоном на примере соединения 2-миллиметровых листов.
Подготовка металла к работе
Итак, для начала нам требуется подготовить металл к работе. Если предстоит работать с толстыми деталями, то перед сваркой чистим их наждачной шкуркой. Заготовки небольшой толщины можно также обработать наждаком или же металлической щёткой.
Важно! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
После этого удаляем налёты и обезжириваем металл, убираем главного врага соединения алюминия - оксидную плёнку. Здесь используем ацетон или другой растворитель.
При варке деталей свыше 4 мм толщиной нам потребуется ещё подготовка кромок – нужно скосить их под угол на 30-45 градусов в зависимости от толщины. Иначе из-за особых свойств алюминия глубина проварки не обеспечит надёжное соединение.
В некоторых случаях алюминий обрабатывают флюсом.

Настройка аппарата для сварки
До включения нужно настроить наш аппарат:
- подключаем аргон и настраиваем его подачу, используя манометр баллона. Если работать будете в помещении, достаточно поставить расход на 7-8 литров газа в минуту. На открытом воздухе - увеличиваем;
- выбираем электрод - для соединения наших листов подойдет электрод 1,6-2,4 мм в диаметре. При установке его вылет должен быть около 2 мм. Во время сварки обращаем внимание на конец электрода: если на нём образуется правильный шар, то процесс идёт нормально. В противном случае потребуется настройка питания – типичной причиной становится недостаток количества подаваемого тока.
Возбуждение сварочной дуги
Хорошо заточенный электрод - залог успешного возбуждения сварочной дуги.
Важно! Прикасаться им как к металлу, так и к присадке категорически запрещается. Если это случайно допустили, то придётся снова заточить, либо заменить электрод.
В левую руку берем проволоку, а в правую - горелку. При включении оборудования начнет подаваться ток и газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Электрод располагаем строго вертикально к обрабатываемой поверхности и зажигаем дугу в самом начале будущего сварочного шва. Причем чем ближе будет располагаться электрод к свариваемой поверхности, тем меньше будет дуга.

Создание сварочной ванны
Не торопитесь с подачей присадочной проволоки в зону сварки сразу после возбуждения дуги. Сначала нужно создать сварочную ванну в зоне прогрева металла. Она формируется всего за несколько секунд! Поэтому нужно следить, чтобы алюминий не перегрелся.
Запомните! Опытные сварщики ориентируются так: ванна образуется за столько же секунд, сколько составляет толщина металла в миллиметрах.
Выполнение сварного шва
С образованием ванны начинаем подачу присадки для выполнения сварного шва. Одновременно обеспечиваем ровное перемещение горелки по линии соединения. При этом проволоку подаем плавно, так как резкие рывки приведут к разбрызгиванию материала.
Держим угол наклона электрода в 60-80 градусов. Присадочную проволоку подаём под углом от 10 до 20 градусов.
Важно! Угол между горелкой и присадкой стремимся держать под 90 градусов.
Скорость сварки должна быть большой, поскольку от нее зависит качество конечного результата.
Шов формируется «каплей за каплей», поэтому непрерывно следим за ним, чтобы наплавочные валики получались одинаковыми по размеру. В итоге получится не только качественно, но и красиво.
Завершение сварного шва
Заварка кратера, или иначе завершение сварного шва, является не менее важным этапом. С помощью несложных приёмов освобождаемся от тяжёлых шлаков:
- уменьшаем подачу присадки;
- увеличиваем скорость перемещения горелки.
Продолжаем до тех пор, пока перестанет появляться сварочная ванна.

Контроль сварки и дефекты швов
По завершению работ проводим контроль сварки и дефектов швов. Здесь всё зависит от степени предстоящей нагрузки. Если варили декоративное изделие, то достаточно визуального осмотра.
При других случаях используются более детальная проверка.
В общем, недостатки типичные. Дефекты возникают, как правило, из-за нарушения технологии сварки алюминия аргоном. И устранять их можно теми же способами, как и при варке других металлов. С опытом дефекты будут появляться всё реже и реже.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргоновая сварка алюминия

Конструкции и детали из алюминия и сплавов на его основе эффективнее всего соединять при помощи аргоновой сварки, выполняемой за счет использовании защитного газа аргона. Такой вид сварки предъявляет обязательные требования как к наличию специального оборудования, так и к соответствующим знаниям, опыту и квалификации сварщика. Что представляет собой аргоновая сварка алюминия, каковы ее преимущества и недостатки, что необходимо учитывать при использовании данной технологии, вы узнаете из нашей статьи.
Что необходимо учитывать при аргоновой сварке алюминия
Начинающим сварщикам важно понимать, какие процессы протекают в структуре алюминия в процессе выполнения аргоновой сварки. Разобраться с нюансами невозможно без знания химических свойств алюминия, для которого характерны небольшой удельный вес, высокая прочность и химическая активность.

Основная особенность алюминия, знать о которой стоит не только опытным сварщикам, но и тем, кто находится в самом начале своего профессионального пути, заключается в способности этого металла быстро вступать во взаимодействие с кислородом. В результате протекающей реакции на его поверхности образуется тугоплавкая оксидная пленка.
Интересным является тот факт, что для того, чтобы добиться плавления алюминия, понадобится температура +650 °С, оксидная же пленка начинает плавиться при температуре свыше +2000 °С. Если для выполнения сварочных работ с алюминием использовать постоянный ток, то нерасплавленная оксидная пленка может проникать внутрь расплавленного металла, приводя к ухудшению его внутренней структуры.
Вторая особенность, о которой не следует забывать в процессе выполнения сварочных работ в отношении алюминия и сплавов на его основе, заключается в неизменности его цвета при нагревании. Такое свойство металла затрудняет возможность визуального определения степени нагрева деталей, что в результате может стать причиной прожогов и утечки расплавленного алюминия в ходе сварочных работ.
Еще одна характеристика алюминия, которая должна быть обязательно учтена при выполнении сварки, заключается в существенном коэффициенте его объемной усадки, что зачастую становится причиной появления напряжений и деформаций внутри сформированного сварного шва и может привести к образованию в нем трещин. Не допустить подобные последствия можно двумя путями – за счет модификации сварного шва либо компенсации усадки металла благодаря использованию большего количества присадочной проволоки.
Во всех инструкциях, касающихся проведения аргоновой сварки алюминия и сплавов на его основе, указано, что занимающийся сварочными работами специалист должен быть знаком с основными характеристиками этого металла, среди которых отмечается его:
- высокая химическая активность;
- достаточно низкая температура плавления;
- существенная объемная усадка.
Плюсы и минусы аргоновой сварки алюминия
Аргоновая сварка алюминия и сплавов на его основе характеризуется определенными достоинствами, выгодно отличающими ее от прочих технологий проведения сварочных работ. Для этого способа характерен незначительный нагрев соединяемых деталей, что становится особенно актуальным при необходимости сваривать заготовки, имеющие сложную конфигурацию.
Для аргоновой сварки алюминия характерно получение высокопрочных соединений с однородным сварным швом, в котором нет пор, примесей и посторонних включений. Получаемый в результате использования этой технологии шов по всей своей длине имеет однородную глубину проплавления.

Разумеется, у аргоновой сварки алюминия есть и ряд недостатков, с которыми стоит ознакомиться, прежде чем сделать выбор в пользу той или иной технологии. Главный минус этого типа сварки заключается в необходимости применения сложного оборудования. Высокая эффективность проводимых операций и нужное качество шва будут получены только в случае правильных настроек как самого сварочного аппарата, так и дополнительного оборудования.
Наиболее важным параметром, подлежащим настройке при выполнении аргоновой сварки алюминия, является скорость и равномерность подачи присадочной проволоки. Неправильные настройки аппарата приведут к тому, что проволока в сварочную зону будет поступать неравномерно, соответственно сварочная дуга начнет прерываться, в результате чего повысится расход как электроэнергии, так и аргона.
Аргоновую сварку алюминия можно назвать достаточно сложным процессом, однако при соблюдении необходимых требований, инструкций и наличия у мастера высокой квалификации, можно получить отличные результаты.
Особенности технологии аргоновой сварки алюминия
Аргоновая сварка алюминия, которую можно иначе назвать сваркой в среде защитного газа, требует четкого соблюдения инструкций, в которых прописана вся последовательность выполняемых мастером операций. На качество формируемого соединения влияет как правильность выполнения всех необходимых действий, так и расход достаточно дорогих материалов.

Для выполнения аргоновой сварки алюминия, помимо сварочного аппарата, необходимо дополнительное оборудование, которое будет обеспечивать хранение и подачу расходников. Надежность сварочного шва напрямую будет зависеть от технического состояния приборов и качества используемых материалов.
При выполнении аргоновой сварки алюминия и сплавов на его основе, нельзя обойтись без специального оборудования:
- источника электрического тока, который необходим для подключения как сварочного аппарата, так и всего остального оборудования;
- баллона, в котором находится защитный газ аргон;
- механизма, который отвечает за подачу в зону сварки присадочной проволоки.
Если в процессе сварки присадочная проволока подается ручным или полуавтоматическим способом, то необходимо использование вольфрамовых электродов, диаметр которых может составлять от полутора до пяти с половиной миллиметров.

Этот электрод, необходимый для формирования сварочной дуги, размещают под углом 80° к поверхности свариваемых элементов или конструкций. В случае подачи присадочной проволоки вручную, без использования полуавтоматического способа, ее необходимо расположить под углом 90° по отношению к электроду. Внимательно присмотревшись к процессу аргоновой сварки алюминия, можно увидеть, что присадочная проволока двигается впереди электрода.
При выполнении аргоновой сварки необходимо следить, чтобы длина сварочной дуги не превышала 3 мм. Отличительная черта этой технологии сварки заключается в том, что в процессе работ не выполняются поперечные движения присадочной проволокой.
При аргоновой сварке алюминиевых листов, имеющих небольшую толщину, следует использовать подкладку, в роли которой может выступать лист из нержавеющей стали. За счет него тепло будет лучше отводиться из сварочной зоны, благодаря чему не возникнет прожогов и протеканий расплавленного металла. Кроме того, при использовании такого рода подкладки, можно снизить расход электроэнергии, поскольку сварочные работы будут в этом случае выполняться на более высокой скорости.
Если аргоновая сварка алюминия выполняется на крупном промышленном предприятии, то для подачи газа аргона к сварочному аппарату используются централизованные сети. Присадочную проволоку наматывают на специальные бобины, которые закрепляются на полуавтоматических сварочных аппаратах. Инструкция требует, чтобы рабочие поверхности верстаков для сварочных операций были выполнены из нержавеющей стали.
На качество аргоновой сварки алюминия, помимо технического состояния используемых полуавтоматов и прочего оборудования, влияет также то, насколько тщательно подготовлены к обработке соединяемые заготовки.

Чтобы полученное соединения было качественным, заготовки должны быть тщательно очищены, на них не должны присутствовать грязь, жир и следы машинного масла. Очистку лучше выполнять при помощи любого растворителя. При толщине деталей более 4 мм необходимо произвести разделку кромок, а само соединение деталей выполняется встык.
Тугоплавкая оксидная пленка удаляется с поверхности заготовок напильником или щеткой с металлическими ворсинками. В случае сложной конфигурации места соединения элементов или деталей для зачистки можно использовать шлифовальную машинку.
Альтернатива аргоновой сварке алюминия
Помимо аргоновой сварки алюминия, для соединения деталей из этого металла и сплавов на его основе можно использовать другие технологии. Чаще всего прибегают к:
- сварочным работам, выполняемым с использованием газовой горелки;
- электродуговой сварке;
- аргонодуговой сварке.
При выполнении газосварочных работ по первой из названных технологий используется подаваемая в сварочную зону присадочная проволока, а также специальный флюс, в составе которого присутствуют фтористые и хлористые соли. Нагреваемые за счет пламени газовой горелки флюс и присадочный материал разрушают оксидную пленку, позволяя пламени плавить основной металл (температура плавления которого является не слишком высокой).

После того как сварка деталей с помощью данной технологии будет завершена, их следует незамедлительно промыть, чтобы удалить с поверхностей остатки едкого флюса. Основным преимуществом данного типа сварочных работ является минимальный расход присадочной проволоки.
Соединять детали из алюминия и сплавов на его основе можно также при помощи электродугового сварочного аппарата, специальных электродов из алюминия или присадочной проволоки, поверхность которой обмазана специальным флюсом. В этом случае сварка элементов происходит за счет воздействия постоянного тока обратной полярности.
Но самое эффективное и качественное соединения деталей получается благодаря аргонодуговой сварке алюминия. При использовании данной технологии элементы соединяются за счет электрической дуги, которая возникает между неплавким вольфрамовым электродом и соединяемыми заготовками. Для формирования сварочного шва требуется алюминиевая проволока, которая подается в зону сварки вручную или механическим способом (в случае применения полуавтомата). Оксидная пленка на поверхности соединяемых деталей разрушается за счет высокой температуры, достигаемой в результате горения электрической дуги. А высокая скорость перемещения сварочного электрода не позволяет алюминию переходить в жидкую форму и вытекать из зоны формируемого соединения. Основное преимущество данной технологии заключается в длительном сроке службы электрода, изготовленного из тугоплавкого вольфрама, благодаря чему достигается значительная экономия на расходных материалах.
Высокое качество и надежность сварного шва, получаемого в результате использования полуавтомата и присадочной проволоки обеспечивается за счет максимально возможного соответствия химического состава присадочного материала составу свариваемых деталей или конструкций.
Аргоновая сварка алюминия выполняется при помощи аппаратов, вырабатывающих постоянный или импульсный ток, либо устройств, сварочные работы на которых осуществляются за счет воздействия переменного тока.
Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Читайте также: