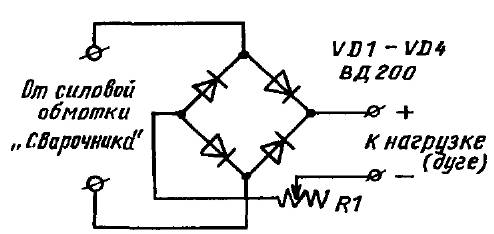
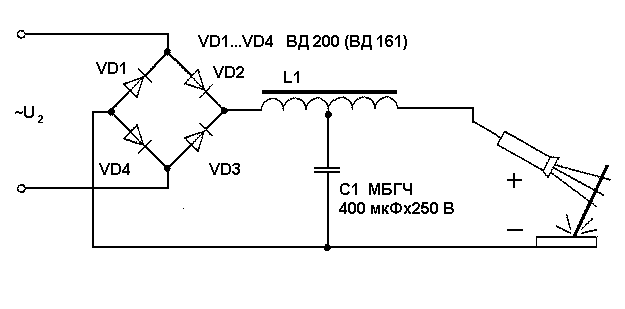
Принципиальные схемы сварочных выпрямителей
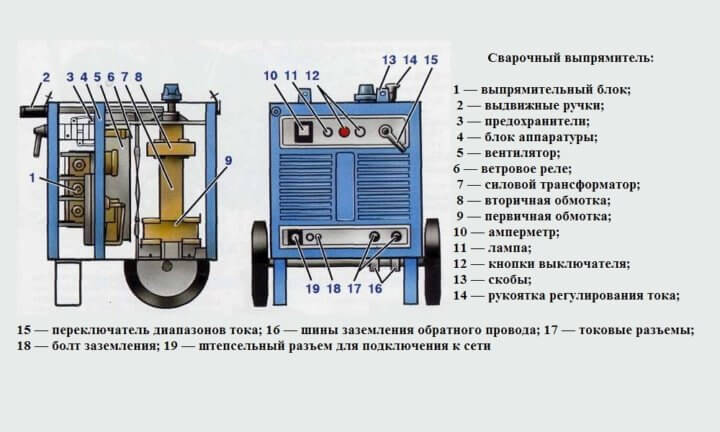
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
защитные и измерительные элементы;
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.
С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Электротермические установки,электроустановки дуговой сварки
Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной дуги. Так как сварка возможна как на переменном, так и на постоянном токе, то необходимо иметь источники переменного, постоянного и выпрямленного тока.
Источники питания сварочной дуги переменного тока
Источники питания сварочной дуги переменного тока — это сварочные трансформаторы, одно- и трехфазные.
По количеству питаемых сварочных постов выполняются одно- и многопостовые.
Количество подключаемых к трансформатору сварочных постов (n) определяется из соотношения:

По способу получения падающих внешних ВАХ и регулирования тока выделяются источники питания двух типов:
- трансформаторы с нормальным магнитным рассеянием и дроссельным регулятором тока (отдельным или встроенным),
- трансформаторы с повышенным магнитным рассеянием и катушечным, шунтовым или витковым ступенчатым регуляторами тока.
Аппараты с нормальным магнитным рассеянием (рис. 1.2-32) выполняются двух видов: с отдельным (а) и встроенным (б) регуляторами тока (РТ).
Сварочный аппарат с отдельным РТ состоит из сердечника (2), на котором расположены первичная (1) и вторичная (5) обмотки. К первичной обмотке подводится напряжение —220 В или —380 В, а вторичная создает напряжение холостого хода 60. 65 В и соединяется последовательно с реактивной обмоткой (3) регулятора тока. РТ — дроссель (Др), состоящий из неподвижного магнитопровода (6) с обмоткой (3) и подвижного (4) магнитопровода, между которыми зазор «δ».

Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с помощью винтового механизма (управление местное или дистанционное).
При увеличении зазора индуктивное сопротивление «Др» уменьшается, что приводит к увеличению сварочного тока, и — наоборот.
Наличие реактивной обмотки обеспечивает падающую внешнюю ВАХ, благодаря чему напряжение дуги изменяется в соответствии с колебаниями и изменениями ее длины.
Сварочный аппарат со встроенным РТ отличается тем, что все три обмотки находятся на одном магнитопроводе.
К преимуществам трансформаторов данной системы относятся компактность их конструкции, меньший расход меди и трансформаторной стали. При регулировании тока с максимального на минимальное значение несколько увеличивается напряжение холостого хода, что повышает устойчивость горения дуги.
По такой схеме изготавливаются трансформаторы типов ТСД и СТ на 1000 и 2000 А. Они имеют несколько ступеней изменения напряжения холостого хода вторичной обмотки (U2.0) путем переключения отпаек на них и предназначены для автоматической сварки под флюсом. ТСД-500 используется как для автоматической сварки под флюсом, так и для ручной. Он имеет следующие показатели:Iн =500 А, U2.0 = 80B, ПВ = 60 %, диапазон регулирования сварочного тока от 200 до 600 А.
Аппараты с повышенным магнитным рассеянием (рис. 1.2-33) выполняются с подвижной (а) катушкой, с магнитным (б) шунтом, с шунтом и подмагничиванием (в).

Все трансформаторы имеют первичную (1) и вторичную (3) обмотки, магнитопровод (2) и различные устройства для регулирования тока.
Подвижная катушка (а) расположена на магнитопроводе и скользит по его стержням, перемещаясь при помощи винтового механизма вручную. При сближении с первичной (неподвижной) катушкой индуктивность рассеяния уменьшается, что приводит к увеличению сварочного тока. На таком принципе построено большинство сварочных трансформаторов типа «ТС» (на токи от 120 до 500 А), «ТСК» и «ТД» (на токи 300 и 500 А). В отличие от «ТС» трансформаторы «ТСК» имеют конденсаторы, включенные параллельно первичной обмотке, что повышает cos φ сети. Трансформаторы новых типов «ТД» имеют переключатель диапазонов, при помощи которого катушки обеих обмоток переключаются с параллельного соединения на последовательное, что обеспечивает 2 диапазона изменения сварочного тока.
Например, ТД-504 на номинальный ток 500 А имеет следующие показатели при ПРном, = 60%:
- диапазон 1. U2.0 = 60 В, пределы регулирования от 240 до 750 А;
- диапазон 2. U2.0 = 70 В, пределы регулирования от 75 до 240 А.
Трансформаторы типов ТС, ТСК и ТД предназначены для ручной дуговой сварки.
Магнитный шунт (б) расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток.
При повороте шунта (4) изменяется индуктивное сопротивление рассеяния.
Если зазор между магнитопроводом (2) и шунтом (4) уменьшается, то ток сварочный тоже уменьшается и —- наоборот.
На этом принципе построены трансформаторы типа «СТШ» (на токи 250, 300 и 500 А). Некоторые из них имеют переключатели катушек секционированных обмоток с параллельного на последовательное соединение и устройство отключения трансформатора от сети через 0,5. 1,0 с после прекращения сварки.
Отключающее устройство исключает длительную работу на холостом ходу, что обеспечивает повышение cos φ сети.
Трансформаторы типа «СТШ» предназначены для ручной дуговой сварки и автоматической сварки под флюсом.
Шунт с подмагничиванием (в) постоянным током расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток.
На неподвижном шунте (4) расположена обмотка подмагничнввння (5), изменяя ток Iп в которой, можно регулировать индуктивное сопротивление рассеяния основных обмоток.
При Iп = 0 это сопротивление минимально, а сварочный ток — наибольший. Увеличение Iп приводит к уменьшению сварочного тока.
На таком принципе построены трансформаторы новых типов ТДФ (на токи 1000 и 1600 А при ПВном=100%).
Трансформаторы позволяют выполнять ступенчато-плавное регулирование сварочного тока.
Ступенчатое (грубое) регулирование достигается переключением катушек секционированной вторичной обмотки с параллельного на последовательное соединение.
Плавное (тонкое) регулирование — изменением тока Iп в обмотке (б), получающей питание от однофазного тиристорного выпрямителя.
Трансформаторы типа «ТДФ» предназначены для автоматической сварки под флюсом.
Витковое регулирование применяется у трансформаторов типа «ТСП», которые имеют секционированную вторичную обмотку. Повышенное рассеяние достигается размещением первичной и большей части вторичной обмотки на разных стержнях.
Трансформаторы типа «ТСП» предназначены для ручной дуговой сварки. Например, ТСП-1 на 180 А при ПВном = 50%.
Осциллятор (рис. 1.2-17) предназначен для питания дуги токами высокой частоты (150. 260 кГц) и высокого напряжения (2. 3 кВ) параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора — 100. 250 Вт. Осциллятор дает возможность зажигать дугу даже без соприкосновения электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека.
Осцилляторы применяют при сварке дугой малой мощности, при аргонодуговой сварке неплавящимся электродом, при значительном падении напряжения в силовой сети и в других случаях.

Источники питания постоянного тока
Питание сварочной дуги постоянным током дороже, чем переменным. Однако применение постоянною тока целесообразно, когда к качеству сварных швов предъявляются особо высокие требования или применение переменного тока затруднено (например, при сварке тонких изделий).
Источники питания постоянного тока делятся на 2 группы:
- машинные сварочные преобразователи,
- полупроводниковые сварочные выпрамители.
Машинные сварочные преобразователи (рис. 1.2-34) состоят из генератора (Г) постоянного тока и приводного асинхронного двигателя (АД) с КЗ-ротором.

Такие преобразователи имеют однокорпусное исполнение с расположением на одном валу «АД» и «Г».
Сварочные «Г» выполняются с двумя обмотками возбуждения:
- независимой (ОВН) параллельной и последовательной (ОВС) сериесной, или
- параллельной (ОВП) и последовательной (ОВС) сериесной.
Однопостовые универсальные (а) сварочные аппараты имеют «Г» с независимой обмоткой возбуждения (ОВН).
«ОВН» получает питание от сети переменного тока через стабилизатор напряжения (СН) и селеновый выпрямитель (СВ).
Она создает направленный магнитный поток «Ф1».
«ОВС» включена в сварочную сеть последовательно. При сварке по ней проходит сварочный ток и создает магнитный поток Ф2, направление которого можно менять с помощью переключателя П (Р — размагничивание, П — подмагничи ванне).
Если «Ф2» направлен встречно основному «Ф1» (размагничивающее действие), то внешняя характеристика генератора будет падающей. Наклон ВАХ можно изменять подключением отпаек «ОВС» с помощью переключателя отпаек «ПО».
Характеристика будет более пологой по мере увеличения переключенных отпаек.
При изменении полярности «ОВС» действие ее будет подмагничивающее, т.е. «Ф2» и «Ф1» совпадают по направлению, а «Г» имеет жесткую характеристику.
Плавное регулирование сварочного тока обеспечивается регулировочным реостатом «Rp» в цепи независимой обмотки возбуждения.
По такой схеме построены однопостовые преобразователи типа «ПСУ — преобразователь сварочный универсальный».
Например, ПСУ-500 (на ток 500 А) имеет как падающие, так и жесткие внешние ВАХ. Предназначен для ручной дуговой сварки и для сварки в защитных газах.
При отсутствии переключателя «П» обмотка «ОВС» включается согласно или встречно с основной обмоткой.
В первом варианте изготавливаются преобразователи однопостовые типа ПСГ (на токи 350 и 500 А). Они имеют жесткие характеристики, так как «Ф2» направлен согласно «Ф1» (подмагничивающее действие) и компенсирует поток реакции якора. Напряжение генератора мало изменяется при изменении сварочного тока, а «ОВС» имеет небольшое число витков.
Например, ПСГ-300 на ток 300 А (пределы регулирования тока от 50 до 350 А, а напряжения от 15 до 35 В) предназначен для сварки в защитных газах.
Во втором варианте изготавливаются преобразователи однопостовые типа «ПСО» (на токи от120 до 800 А) и «ПД» (на 500 А), предназначенные для ручной дуговой и автоматической сварки под флюсом.
Например, ПСО-300 с номинальным током 300 А при ПР(ПВ) = 65 % и номинальном напряжении 30 В позволяет регулировать сварочный ток от 75 до 300 А.
Многопостовые (б) сварочные аппараты имеют «Г» с самовозбуждением и подмагничивающей «ОВС».
Такой генератор имеет очень жесткую характеристику: его напряжение практически ие изменяется при изменении сварочного тока.
Например, ПСМ-1000 имеет приводной АД мощностью 75 кВт, снабжен комплектом из 9 или 6 балластных реостатов (RБ), рассчитан на одновременное питание 9 или 6 постов с максимальным током 200 или 300 А.

Сварочные выпрямители выполняются с неуправляемыми вентилями и с тиристорами (управляемыми).
Структурная схема (рис. 1.2-35) включает следующие основные узлы.
• Понижающий сухой сварочный трехфазный трансформатор (Тр.С). «Тр.С» с повышенным рассеянием выполнен с подвижными катушка-ми вторичных обмоток.
Дня расширения диапазонов сварочного тока при наличии переключающего устройства первичная обмотка может соединяться «звездой» или «треугольником», а регулирование выпрямленного напряжения осуществляется переключением отпаек первичной обмотки каждой фазы. Вторичная обмотка собрана по шестифазной схеме или по трехфазной.
• Выпрямительный блок (ВБ). Выполняется на селеновых вентилях ияи кремниевых диодах.
• Дроссель (Др.) для ограничения скорости нарастания тока при КЗ электрода.
• Вентилятор (В), для охлаждения потоком воздуха полупроводниковых вентилей, так как они чувствительны к повышению температуры.
• Аппаратура пуска, регулирования и защиты (АПРЗ).
• Контрольно-измерительные приборы (КИП), для контроля выпрямленного напряжения и сварочного тока.
На неуправляемых вентилях построены однопостовые и многопостовые выпрямители.
Принципиальная электрическая схема сварочного выпрямителя ВДУ-504 (рис. 1.2-38)
Классификация и устройство сварочных выпрямителей

Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения.
Выпрямители, регулируемые трансформатором , имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные.
Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.)
В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды).
Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП. У выпрямителя ВД-306: защита по току электромагнитная, срабатывает при превышении допустимого тока в 1,5 раза.

Рис. 1. Сварочный выпрямитель ВД-306
В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, мало отличаются от описанных здесь - Классификация и устройство сварочных трансформаторов.
Основное отличие в том, что трансформаторы для сварочных выпрямителей выполняются трехфазными. Это не только обеспечивает равномерное нагружение фаз питающей сети, но и снижает пульсацию выпрямленного тока.
Распространенным элементом сварочного выпрямителя является дроссель . Если он располагается между электрододержателем и блоком выпрямителей (на участке сварочной цепи, где протекает постоянный ток), то служит для ограничения скорости нарастания тока короткого замыкания, т.е. для уменьшения разбрызгивания при сварке.
Если дроссель располагается между силовым трансформатором и блоком выпрямителей (на участке сварочной цепи, где протекает переменный ток), то он служит для регулировки сварочного тока или выходного напряжения.
Выпрямительные блоки собираются из силовых диодов. В отличие от проводников электрического тока, которые одинаково хорошо проводят ток как в одном, так и в другом направлении диоды пропускают ток только в одном направлении. Управлять величиной тока с помощью диода невозможно.
Помимо диодов в сварочных выпрямителях используются тиристоры. С помощью тиристора можно управлять током. Однако возможности управления ограничены. Тиристор нельзя выключить раньше, чем напряжение на основных электродах упадет до нуля. Поэтому тиристоры называются «не полностью управляемыми полупроводникам». Полностью управляемыми полупроводниками являются транзисторы (триоды), но применение таковых в сварочных источниках ограничено.
Полупроводниковые элементы следует предохранять от перегрева. Поэтому диоды и тиристоры помещают в радиаторы, которые принудительно охлаждают потоком воздуха от вентилятора.
В сварочных цепях благодаря ЭДС самоиндукции иногда возникают пики напряжения (перенапряжения), которые могут вызвать пробой полупроводника в обратном направлении. Для предупреждения этого полупроводники шунтируются R - С цепью . При появлении на выводах полупроводника повышенного напряжения происходит заряд конденсатора, а затем его разряд через полупроводник в прямом направлении.
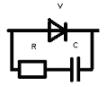
Рис. 2. Схема защиты полупроводника от индукционного напряжения
В сварочных выпрямителях полупроводниковые элементы собираются в виде различных схем. Подразделяется на 1- и 3-х фазное выпрямление.
Однофазные схемы выпрямления применяются в цепях управления, где потребляемая мощность невелика, поэтому, используя сглаживающие емкостные фильтры, можно получить на выходе напряжение близкое к постоянному.
Трехфазные схемы выпрямления
В сварочных выпрямителях обычно используют трехфазные схемы выпрямления, которые обеспечивают значительно меньшую пульсацию выпрямленного тока по сравнению с однофазными схемами.
Трехфазная мостовая схема выпрямления Ларионова
В трехфазных выпрямителях блоки из диодов чаще всего выполняют по мостовой схеме. В этом случае пульсация выпрямленного напряжения составляет 300 Гц.
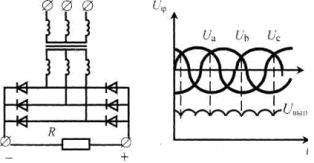
Рис. 3. Трехфазная мостовая схема выпрямления Ларионова (а), фазное и выпрямленное напряжение (б)
Работа схемы: В анодной группе включаются вентили с самым высоким потенциалом фазы, а в катодной наоборот. В любой момент времени открыты вентили, соединенные с фазами с самым большим положительным и с самым большим отрицательным потенциалами. Причем каждый вентиль одной группы в течении трети периода работает поочередно с двумя вентилями другой группы
В сварочном оборудовании эта схема применяется практически во всех выпрямителях для ручной дуговой сварки с номинальным током до 500А.
Кольцевая трехфазная схема выпрямления
Для ее реализации трансформатор выпрямителя должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. При этом пульсация выпрямленного напряжения составляет 300 Гц.
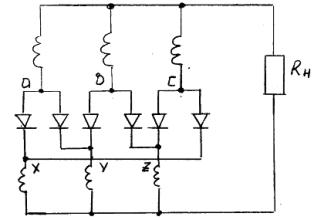
Рис. 4. Кольцевая трехфазная схема выпрямления
Работа схемы: В этой схеме при переключении вентиля переключается и одна из двух обмоток в цепи выпрямления. Причем каждая обмотка одной группы в течении трети периода работает поочередно с двумя обмотками другой группы.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока.
Шестифазная схема выпрямления с уравнительным реактором
Для ее реализации трансформатор выпрямителя также должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. Кроме того, для обеспечения параллельной работы на нагрузку одновременно двух фаз требуется еще уравнительный реактор – симметричный дроссель.
Шестифазная схема выпрямления с уравнительным реактором
Работа схемы: Для каждой звезды включаются вентили с самым высоким положительным потенциалом фазы аналогично трехфазной нулевой схеме. Без уравнительного реактора получается шестифазное выпрямление с работой каждой фазы и вентиля 1/6 периода.
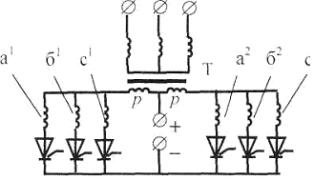
Рис. 5. Шестифазная схема выпрямления с уравнительным реактором
Такая схема применяется в выпрямителях большой мощности (1000 А и больше) прежде всего при питании низковольтной нагрузки.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока, а также дополнительный дроссель.
Сварочные выпрямители регулируемые трансформатором
Падающая характеристика у сварочных выпрямителей получается различными способами. Наиболее простой состоит в том, что сварочный выпрямитель комплектуется силовым трансформатором с падающей характеристикой. По такому принципу сконструирован сварочный выпрямитель ВД-306.
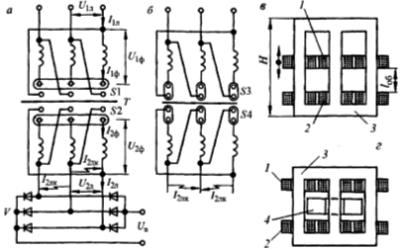
Рис. 6. Сварочный выпрямитель управляемый трансформатором с увеличенным рассеянием: а, б - электрические схемы, в, г - конструкция трансформаторов.
В него входят силовой трансформатор с подвижными катушками или шунтом, выпрямительный блок и пускозащитная аппаратура. Грубая регулировка тока осуществляется одновременным переключением первичной и вторичной обмоток со схемы «звезда» (λ / λ) на «треугольник» (∆ / ∆). В первом случае устанавливается ступень малых токов, а во втором - больших. В пределах каждой ступени плавное регулирование тока производится изменением расстояния между первичной и вторичной обмотками.
Выпрямительный блок собран на кремниевых диодах, которые принудительно охлаждаются вентилятором. Включение выпрямителя в работу и выключение производятся магнитным пускателем.
Защитная аппаратура не позволяет включать выпрямитель, если на диоды не поступает воздушный поток, а так же если вышел из строя один из диодов или произошел пробой сетевого напряжения на корпус. Описанная пускозащитная аппаратура является традиционной для сварочных выпрямителей.
Сварочные выпрямители рассмотренного типа просты в изготовлении и эксплуатации. Их недостатки - в отсутствии стабилизации режима при изменении напряжения сети и невозможности дистанционного управления.
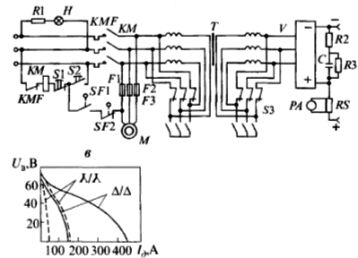
Рис. 7. Электрическая принципиальная схема сварочного выпрямителя ВД-306
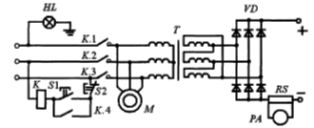
Рис. 8. Электрическая принципиальная схема сварочного выпрямителя ВД-313
Сварочные выпрямители регулируемые тиристорами
Тиристорные выпрямители помимо трансформатора и блока вентилей содержат в силовой цепи фильтр-дроссель, а в системе управления датчики и электронные блоки.
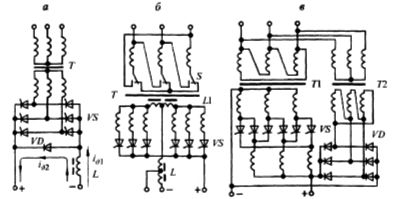
Рис. 9. Схемы тиристорных сварочных выпрямителей: а - с трехфазной мостовой, б - с шестифазной с уравнительным дросселем, в - с кольцевой схемой выпрямления
Сварочные выпрямители регулируемые дросселем насыщения
Для получения падающих характеристик в сварочных выпрямителях используются также дроссели насыщения. Дроссель, представляющий собой индуктивное сопротивление, располагают между силовым трансформатором и выпрямительным блоком. Силовой трансформатор в выпрямителе имеет жесткую внешнюю характеристику. Падающая же характеристика выпрямителя обеспечивается за счет индуктивного сопротивления дросселя.
Многопостовые сварочные выпрямители
Сварочные выпрямители с жесткими внешними характеристиками используются для многопостовой сварки - полуавтоматической и ручной. В первом случае в них предусматривается возможность регулировки выходного напряжения, а во втором - нет. Таким образом, многопостовой сварочный выпрямитель является наиболее простым по конструкции.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Читайте также: