Презентация электроды для сварки
ЦЕЛИ И ЗАДАЧИ УРОКА
Обучающая – формирование знаний о назначении
электродов, об истории их появления, о способах их
изготовления.
Развивающая – развитие способности анализировать, обобщать полученный материал, развитие внимания, мышления, памяти.
Воспитательная - воспитание любви к выбранной
профессии, уважения к труду, дисциплины,
внимательности, аккуратность.
Вставьте пропущенные слова в текст:
Сварочной дугой называется мощный (1…) электрический (2…) в (3…) газовой среде, образовавшейся между (4…) и изделием (или двумя электродами).
Сварочной дугой называется мощный устойчивый электрический разряд в ионизированной газовой среде, образовавшейся между электродом и изделием (или двумя электродами).
1
2
3
Из каких частей состоит сварочная дуга?
Катодная зона
Столб дуги
Анодная зона
Назовите виды сварочной дуги в зависимости от полярности постоянного тока
1
2
Назовите виды сварочной дуги в зависимости от полярности постоянного тока
Дуга прямой полярности
Дуга обратной полярности
Какие условия необходимы для зажигания и устойчивого горения дуги?
1. Наличие источника питания дуги.
2. Наличие необходимой
степени ионизации в промежутке между электродом и металлом.
Какая дуга называется стабильной?
Стабильной называется дуга, горящая без обрывов.
Что такое электрод?
ЭЛЕКТРОД это металлический или неметаллический стержень с нанесенным на него покрытием, предназначенный для подведения тока к сварочной дуге
Классификация сварочных электродов
неплавящиеся
плавящиеся
Металлические
электроды
Выполнены из
вольфрама, угля
и графита
Выполнены из
стали, чугуна,
меди и их сплавов
Назначение покрытия электрода
покрытие
Металлический стержень
Расплавленное покрытие
Направление сварки
Капля металла стержня
Основной металл
Расплавленный металл
Шлаковая корка
Металл шва
Назначение покрытия электрода
Шлакообразующее — образуют шлак на поверхности ванны и защищают сварочную ванну от непосредственного контакта с атмосферой.
Газообразующие — при нагревании выделяют газ, которые оттесняют воздух от сварочной ванны.
Раскисляющие — сплавы железа с активным металлом. (Например, ферромарганец реагирует с кислородом в сварочной ванне и восстанавливает чистое железо, а чистый марганец уходит в шлак)
Легирующие — придает металлу шва определенный физико-химические свойства.
Стабилизирующие — облегчают горение дуги и ее повторное зажигание на переменном токе.
легкое зажигание и устойчивое горение дуги;
равномерное расплавление стержня и покрытия
высокую производительность сварки
получение плотных беспористых швов, не склонных
к образованию трещин;
легкую отделяемость шлаковой корки;
минимальную токсичность при сварке;
получение металла шва требуемого химического
состава;
Покрытие электрода обеспечивает:
Размеры покрытых электродов
Покрытые электроды выпускаются
диаметром от 1.6….8.0 мм,
длиной 150…450мм
в зависимости от диаметра электрода.
Технология изготовления электродов:
1. Заготовка стержней
2. Измельчение компонентов обмазки
мрамор
Концентрат рутиловый
Слюда
Плавиковый шпат
3. Окунание и опресовка
4. Контроль качества и упаковка
Обобщение и закрепление новых знаний
Что называют покрытым электродом?
Как классифицируют электроды?
Что обеспечивает покрытие электрода?
Каких размеров выпускают электроды?
Расскажите технологию изготовления электродов?
Домашнее задание
Описать (в тетради), свойства и назначение покрытий электродов: кислое, основное, рутиловое и целлюлозное.
Спасибо за урок!
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 935 766 материалов в базе
Другие материалы
Вам будут интересны эти курсы:
- Курс повышения квалификации «Правовое обеспечение деятельности коммерческой организации и индивидуальных предпринимателей»
- Курс профессиональной переподготовки «Клиническая психология: организация реабилитационной работы в социальной сфере»
- Курс повышения квалификации «Технология и организация кухонь народов мира: особенности и традиции»
- Курс повышения квалификации «Психолого-педагогическое сопровождение при подготовке к конкурсам профмастерства WorldSkills Russia»
- Курс повышения квалификации «Организация практики студентов в соответствии с требованиями ФГОС технических направлений подготовки»
- Курс повышения квалификации «Страхование и актуарные расчеты»
- Курс повышения квалификации «Использование активных методов обучения в ВУЗе в условиях реализации ФГОС»
- Курс профессиональной переподготовки «Черчение: теория и методика преподавания в образовательной организации»
- Курс повышения квалификации «Учебная деятельность по предметной области «Черчение»: основы предмета и реализация обучения в условиях ФГОС»
- Курс профессиональной переподготовки «Организация деятельности специалиста оценщика-эксперта по оценке имущества»
- Курс профессиональной переподготовки «Методика организации, руководства и координации музейной деятельности»
- Курс профессиональной переподготовки «Метрология, стандартизация и сертификация»
- Курс профессиональной переподготовки «Гостиничный менеджмент: организация управления текущей деятельностью»
Оставьте свой комментарий
- 11.05.2017 2640
- PPTX 1.4 мбайт
- 37 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Могильная Дарья Александровна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
41 минута
Низкая самооценка. Как начать любить и уважать себя?
49 минут
Энерджи-менеджмент: управление работоспособностью и энергетическим потенциалом
48 минут
«Образовательное и информационное пространство урока: использование образовательных технологий»
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Презентация "Электроды для сварки"

В данной презентации кратко изложен материал по электродам отечественных производителей так и зарубежных. Может являтся пособием при проведении занятий, повторении материала, а также при дистанционном обучении
Просмотр содержимого документа
«презентация "Электроды для сварки"»

Алчевский строительный колледж ДонГТУ
Электроды для ручной дуговой сварки
высшей категории Боровик В.А.

Сварочные электроды
Впервые, сварочный электрод появился в 1802 году. Русский исследователь Василий Владимирович Петров производил опыты с электрической дугой. В своих экспериментах ученый использовал угольные электроды и электроды из металла. Петров описал, как расплавляется под действием дуги металлическая проволока, то есть принцип, на котором основана сварка плавящимся электродом. Покрывать электроды впервые предложил Оскар Кьельберг, шведский изобретатель и бизнесмен. Он был основателем и владельцем фирмы ESAB, которая на тот момент использовала технологии сварки в кораблестроении. Именно изобретение электродов с покрытием позволило электродуговой сварке занять важное место в промышленности. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами . Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод .

Схема структуры условного обозначения электродов
Каждой цифре даются следующие параметры электрода:
Согласно ГОСТ9466-75, условное обозначение электродов для дуговой сварки и наплавки сталей представляет собой длинную дробь.
Например :
В ее числителе записан тип электрода Э46А, его марка УОНИ-13/45, диаметр 3,0 мм и группа из двух букв и цифры УДЗ.
Первая буква этой группы У указывает назначение электрода,
вторая Д - толщину покрытия, цифра 3 - группу электродов по качеству изготовления.
В знаменателе приведены буква Е (электрод), группа индексов 412(5), указывающих характеристики наплавленного металла и металла шва (по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75) и группа из одной буквы и двух цифр Б20.
Буква Б обозначает вид покрытия,
первая цифра 2 - допустимые пространственные положения при сварке, вторая цифра 0 - требование к электропитанию дуги.

600 МПа (60 кгс/мм 2 ); Т - для теплоустойчивых легированных сталей; В - для высоколегированных сталей; Н - для наплавки. " width="640"
Шифр буквы назначения электродов
- У - для конструкционных сталей с временным сопротивлением разрыву
Обозначение толщины покрытия
По качеству электроды делят на три группы 1,2 и 3, где требования к качеству растут от группы 1 к группе 3.
Расшифровка группы индексов , указывающих характеристики наплавленного металла и металла шва, приведена в табл.

20% железного порошка. Смешанные покрытия обозначают двумя буквами. " width="640"
Обозначение видов покрытия
- А - кислое;
- Б - основное;
- Р - рутиловое;
- Ц - целлюлозное;
- П - прочие виды покрытия;
- Ж - с содержанием в покрытие 20% железного порошка.
Смешанные покрытия обозначают двумя буквами.

Допустимые пространственные положения при сварке или наплавке обозначают следующим образом
- 1 - для всех положений;
- 2 - для всех положений, кроме вертикального сверху вниз;
- 3 - для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
- 4 - только нижнее.
Условное обозначение положения сварки

По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода источника переменного тока частотой 50 Гц, электроды подразделяются в соответствии с указаниями в таблице
Примечание . Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности

22%; (5) - Тх = -40°С; Б - покрытие основное; 2 - сварка возможна во всех пространственных положениях, кроме вертикального сверху вниз; 0 - сваривать только постоянным током обратной полярности (плюс на электроде). " width="640"
Расшифровать марку электрода
Э46А - тип электрода; УОНИ-13/45 - марка; 3,0 - диаметр электрода, мм;
У - электрод для сварки углеродистых сталей с
(60 кгс/ мм 2 ); Д - толстое покрытие; 3 - третья группа по качеству изготовления; 41 - ≥ 410 МПа; 2 - δ 22%; (5) - Тх = -40°С; Б - покрытие основное;
2 - сварка возможна во всех пространственных положениях, кроме вертикального сверху вниз;
0 - сваривать только постоянным током обратной полярности (плюс на электроде).

Обозначение электрода по Европейскому стандарту EN-499.
Предел текучести наплавленного металла.
Обозначение пластичности. Минимальная температура эксплуатации, при которой обеспечивается ударная вязкость 47 Дж/см 2 : 1) +20°С; 2) -20°С; 3) -30°С; 6) -60°С.
Содержание легирующих элементов в направленном металле.
Тип покрытия (как и в ISO-2560).
Положение шва в пространстве (как и в ISO-2560).
Код производительности и рода тока.
Обозначение содержания в наплавленном металле водорода H10 - максимальное содержание водорода 10 мл на 100 г наплавленного металла.
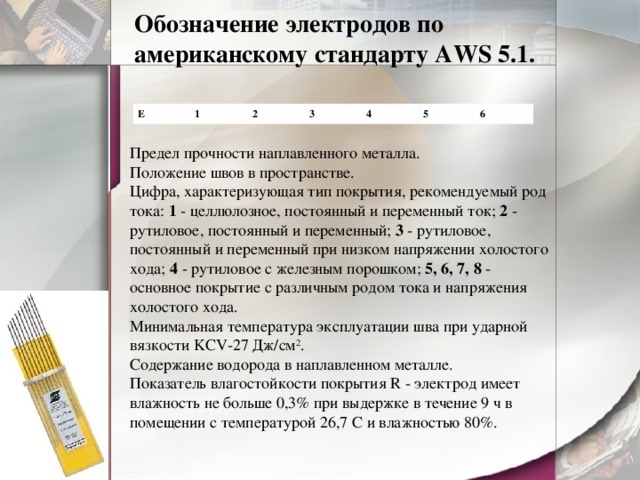
Обозначение электродов по американскому стандарту AWS 5.1.
Предел прочности наплавленного металла.
Положение швов в пространстве.
Цифра, характеризующая тип покрытия, рекомендуемый род тока: 1 - целлюлозное, постоянный и переменный ток; 2 - рутиловое, постоянный и переменный; 3 - рутиловое, постоянный и переменный при низком напряжении холостого хода; 4 - рутиловое с железным порошком; 5, 6, 7, 8 - основное покрытие с различным родом тока и напряжения холостого хода.
Минимальная температура эксплуатации шва при ударной вязкости KCV-27 Дж/см 2 .
Содержание водорода в наплавленном металле.
Показатель влагостойкости покрытия R - электрод имеет влажность не больше 0,3% при выдержке в течение 9 ч в помещении с температурой 26,7 С и влажностью 80%.
Презентация на урок "Электроды для дуговой сварки"

*В высоколегированных сталях (нельзя ставить в конце обозначения марки).
Буква А в конце марки стали свидетельствует о
том, что она высококачественная и в ней находится
минимальное количество серы и фосфора.
Обозначение сварочной проволоки состоит из букв
Св (сварочная) и буквенно-цифрового обозначения
ее состава. Например, проволока из
низкоуглеродистой кремнемарганцевой стали,
содержащей 1,40—1,8% Мn и 0,60—0,85% Si,
обозначается Св-08Г2С по ГОСТ 2246—70.

Проволока для изготовления электродов для
сварки алюминия и его сплавов маркируется: АО,
А1, АД, АД1, АМц, АМг и т. д., где цифра
показывает общее количество примесей ( ГОСТ
7871—75 ). Выпускается также стальная
наплавочная проволока по ГОСТ 10543—75 .
Для сварки меди и ее сплавов применяют
электроды со стержнями из медной проволоки M1
и М2 , бронзы Бр.КМцЗ-1 и др. Медь маркируется
буквой М , бронзы — буквами Бр .
ТИПЫ ЭЛЕКТРОДОВ И ИХ ПРИМЕНЕНИЕ
Электроды, применяемые для сварки и наплавки,
классифицируются по назначению (для сварки
стали, чугуна, цветных металлов и для
наплавочных работ), технологическим
особенностям (для сварки в различных
пространственных положениях, для сварки с
глубоким проплавлением и для ванной сварки),
виду и толщине покрытия, химическому составу
стержня и покрытия, характеру шлака,
механическим свойствам металла шва и способу
нанесения покрытия (опрессовкой или окунанием ).
Основными требованиями для всех типов электродов являются:
Все электроды для ручной сварки можно разделить на следующие группы:
- «В» — для сварки высоколегированных сталей с особыми свойствами - 49 типов;
- «Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа - пять типов (Э70, Э85, Э100, Э125, Э150);
- «Т» — для сварки легированных теплоустойчивых сталей - девять типов;
- «У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
- «Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки
конструкционных сталей означают гарантируемый предел
прочности металла шва.

По толщине покрытия электроды подразделяются
на электроды с тонким, средним, толстым и особо
По виду покрытия электроды подразделяются: с
кислым покрытием — А ; с основным покрытием —
Б; с целлюлозным покрытием — Ц ; с рутиловым
покрытием — Р ; с покрытием смешанного вида —
с двойным обозначением; с прочими видами
покрытий — П .

Выпускаемые промышленным способом
электроды в зависимости от допустимого
пространственного положения сварки могут
делиться на четыре группы:
Электроды обозначаются буквой «Э» , а затем следуют
цифры, указывающие прочностные характеристики
наплавленного металла. Например, обозначение Э-42
указывает, что электроды этого типа обеспечивают
минимальное временное сопротивление 420 МП а.
Если в обозначении после цифр стоит буква «А», то это
означает, что этот тип электрода обеспечивает более
высокие пластические свойства наплавленного
металла. Электроды различают по маркам, которые
указаны в их паспорте. Одному и тому же типу
электродов может соответствовать несколько марок. К
примеру, электродам типа Э-46 соответствуют марки
АНО-4, МР-3 и некоторые другие; для электродов типа
Э-42 соответствуют марки УОНИ-13/45 и СМ-11 .

Тип электрода
Относительное удлинение, %
Э70 Э85 Э100 Э125 Э150
Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением 600 МПа
Э38 Э42 Э46 Э50
Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500-600 МПа
Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением до 500 МПа
Сварка углеродистых и низколегированных инструкционных сталей с повышенными требоваиями к пластической ударной вязкости
Читайте также: